
Unit - Ii
Uploaded by
Karthikeya XeroxUnit - Ii
Uploaded by
Karthikeya XeroxSUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
UNIT – II
Welding Process
Welding
Classification of Welding Processes
Types of Welds
Types of Welded Joints
Edge Preparation for Welding
Welding Techniques
Design aspects of Weld Joints
Gas Welding
Arc Welding
Forge Welding
Resistance Welding
Thermit Welding
Cutting of Metals
Oxy – Acetylene Gas Cutting
Plasma Arc Cutting
Soldering
Brazing
Heat Affected Zones in Welding
Welding Defects
Testing of Welds
Destructive and Non-destructive testing
Comparison between welding, soldering & brazing
DEPARTMENT OF MECHANICAL ENGINEERING 1
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Welding Process:
Welding is a metal joining process in which fusion is obtained by application of
heat and r pressure. Combination of these two variables may be high temperature
with no pressure, high pressure with no rise in temperature or both high temperature
and pressure. Welding is an atomic bonding process and metallurgical bond is
accomplished by attracting forces between atoms. One beauty of welding process in
comparison to other processes is that by this process we can have strength of joint
equal and sometime greater than the parent metals. This makes welding one of the
most extensively used manufacturing process.
Welding is extensively used in automobile industry, aircraft machine frames,
structural work, tank repair work, ship building, etc. It is also useful method for
repairing of broken castings and defective metal parts.
Welding:
There are many definitions of a welding process. But the most comprehensive
is given below:
Welding is defined as “a localized coalescence of metals, where in coalescence
is obtained by heating to suitable temperature, with or without the application of
pressure and with or without the use of filler metal. The filler metal has a melting
point approximately the same as the base metals”.
The welding process is metallurgically join together two metal pieces, to
produce essentially a single piece of metal. The process results in what is known as a
‘Permanent joint’. A good welded joint is as strong as the parent metal. The product
is known as ‘Weldment’.
Advantages: The wide spread use of welding at the present time is due to its
following advantages:
1. Welding results in a good saving of material and reduced labour content of
production.
2. Low manufacturing costs.
3. Dependability of the medium, that is, the weldments are safer.
4. It gives the designer great latitude in planning and designing.
5. Welding is also useful as a method for repairing broken, worn or defective
metal parts. Due to this, the cost of reinvestment can be avoided.
6. Without welding techniques, the light weight methods of fabrication, so vital
to the automotive and aircraft industries, would be unthinkable.
The welding process has the plus points that it is readily adaptable to streamline
structure and the welded joints are very tight. Welded joints are strong, especially
under static loading. However they have poor fatigue resistance due to stress
concentration, residual stresses and various weld defects, such as cracks, incomplete
fusion, slag inclusions and the like. But all these drawbacks can be overcome to a
large extent.
The drawbacks of welding can be: Not all metals are satisfactorily weldable and
the weldments are less readily machinable, as compared to castings.
Classification of welding processes:
Welding processes may be classified according to the source of energy
employed for heating the metals and the state of metal at the place being welded.
These may be divided into two groups as follows:
DEPARTMENT OF MECHANICAL ENGINEERING 2
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(a) Pressure Processes: In this processes the parts to be joined are heated to a
plastic state (fusion may occur to a limited extent) and forced together with external
pressure to make the joint.
Some of the more common processes in this group are mentioned below:
1. Forge Welding
2. Thermit Pressure welding
3. Pressure Gas welding
4. Electric Resistance welding
(b) Fusion processes: In these processes, the material at the joint is heated to the
molten state and allowed to solidify to make the joint, without the application of
pressure. Here some joints may be made without the addition of a filler metal, but in
general, a filler metal must be added to the weld to fill the space between the parts
being welded. The filler metal deposited should ordinarily be of the same composition
as the base metal.
Some of the common welding processes in this group are listed below:
1. Gas welding
2. Electric Arc welding
3. Thermit Fusion welding
The welding processes can also be classified as:
Autogeneous: In ‘Autogeneous’ processes, no filler metal is added to the joint
interface, for example, cold and hot pressure welding processes and electric
resistance welding.
Homogeneous: In ‘Homogeneous’ processes, filler metal is added and is of the
same type as the parent metal, for example, welding of plain low C steel with a low C
welding of 70 – 30 brass with a 70 – 30 brass welding rod etc.
Hetrogeneous: In ‘Hetrogeneous’ processes, a filler metal is used but is of a
different type from the parent metal, for example, brazing and soldering processes.
Brazing and soldering are not strictly the welding processes in view of the definition
of welding process given above. However these processes also belong to the family
of welding processes.
The two most widely used welding methods are: Gas welding and Arc welding.
The welding processes are classified as follows:
1. Gas Welding
(a) Oxyacetylene Welding (b) Oxyhydrogen Welding
2. Arc Welding
(a) Carbon Arc Welding (b) Metal Arc Welding
(c) Submerged Arc Welding (d) Inert Gas Welding
(e) Plasma Arc Welding (i) TIG (ii) MIG
(f) Electric Slag Welding
3. Resistance Welding
(a) Spot Welding (b) Seam Welding
(c) Projection Welding (d) Butt Welding
4. Solid State Welding
(a) Friction Welding (b) Ultrasonic Welding
(c) Explosive Welding
DEPARTMENT OF MECHANICAL ENGINEERING 3
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
5. Thermo Chemical Welding
(a) Thermit Welding (b) Atomic Hydrogen Welding
6. Radiant Energy Welding Process
(a) Electron Beam Welding (b) Laser Beam Welding
Types of Welds:
The following are the different types of welds used in making a joint.
(i) Bead Weld: A ‘Bead’ weld is one in which the filler metal is deposited at a
joint where the two surfaces adjoining the joint are in the same plane. A
‘Bead’ is defined as a single run of weld metal. The below figure shows the
type of bead weld.
(ii) Fillet Weld: A ‘Fillet’ weld is one in which the filler metal is deposited at the
corner of two intersecting surfaces, such as T or Lap joint.
(iii) Groove Weld: A ‘Groove’ weld is one in which the filler material is deposited
in a groove formed by edge preparation of one member or of both the
members.
(iv) Plug or Slot Weld: A ‘Plug’ or ‘Slot’ weld is one in which a hole is formed
through one of the pieces to be welded and the filler material is then
deposited into this hole and fused with the mating part.
DEPARTMENT OF MECHANICAL ENGINEERING 4
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Types of Welded Joints:
The relative positions of the two pieces being welded determine the type of
joint. There are five basic types of joints which are used in fusion welding. These are,
(a) Butt Joint: The butt–joint is used to join the ends of two plates or surfaces
located approximately in the same plane.
(b) Lap Joint: The lap-joint is used to join two overlapping plates so that the
edge of each plate is welded to the surface of the other.
(c) T – Joint: The T-joint is used to weld two plates or sections whose surfaces
are at right angles to each other.
(d) Corner Joint: The corner-joint is used to join the edges of two sheets or
plates whose surfaces are at 90° to each other.
(e) Edge Joint: The edge joint is used in joining the sheet metal work.
DEPARTMENT OF MECHANICAL ENGINEERING 5
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Edge Preparation for Welding:
The preparation of the edges of the pieces to be welded depends upon the
thickness of metal being welded. Edge preparation is necessary when thickness
increases so that heat would be able to penetrate the entire depth. This ensures
formation of sound welds. The edge preparation is done by beveling the edges of the
pieces after the rust, grease, oil or paint are completely removed from their surfaces.
There are five basic types of chamfers put on the mating edges prior to
welding; they are Square, V, Bevel, U and J.
These five basic types of edge preparation are applied to the different types of
weld joints.
Butt joints: The straight square butt joints with no special edge preparation are
used when the thickness of the two joints to be welded is small so that heat of
welding penetrates the full depth of joint. These joints are suitable from 3 to 8 mm.
However, if the plate thickness is more than 4.5 mm. edge preparation is
recommended.
Single V: For thickness up to 16mm
Double V: For thickness > 16mm
Single and Double U: For thickness greater than 20mm.
Other edge preparations for a butt joint are: Single bevel, Double bevel,
Single J, Double J. Butt joints are made by bead or groove welds.
Lap Joints: These joints are used to join thin sheets, usually less than 3 mm thick.
These joints do not need any special edge preparation. The joint is produced by fillet
welds.
DEPARTMENT OF MECHANICAL ENGINEERING 6
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Corner Joints: These joints are used to join sheets upto 5mm thick. These joints are
welded with or without edge preparation, with the help of fillet or groove welds.
Tee Joints: Only structures subjected to low static loads can be welded without edge
preparation. Single bevel joints are employed for critical structures in which the
members are from 10 to 20 mm thick and Double bevel designs are used for thicker
metals. Single J and Double J joints can also be used thicker metals. Tee joints are
made by using fillet or groove welds.
Edge Joints: Edge joints are used for metals upto 3 mm thick. The height of flange
should be twice the thickness of the sheet. These joints are made by Bead or Groove
welds.
Welding Techniques:
The selection of a proper technique will depend upon the metal to be welded,
its thickness and the properties of the weld.
The following methods are commonly used:
(i) Position of Welding:
(a) Down Hand Welds (b) Vertical Welds (c) Inclined Welds
(d) Horizontal Welds (e) Overhead Welds
(ii)Direction of Travel Welding Rod and Welding Torch:
(a) Leftwards or Forwards welding
(b) Rightwards or backwards welding
(c) Vertical Welding
DEPARTMENT OF MECHANICAL ENGINEERING 7
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(i) Position of Welding:
(a) Down Hand Welds (flat): These welds are deposited in any direction on a
horizontal surface so that the flame is above the face of the weld.
(b) Vertical Welds: These welds are deposited on a vertical surface in a vertical
direction as shown in below figure.
(c) Inclined Welds: These welds are deposited on an inclined surface as shown
in below figure.
(d) Horizontal Welds: These welds are deposited on vertical surface in a
horizontal direction as shown in fig.
(e) Overhead Welds: These welds are deposited on a horizontal surface in any
direction so that the face of welds is above the flame as shown in fig.
DEPARTMENT OF MECHANICAL ENGINEERING 8
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(ii) Direction of travel welding rod and welding torch:
(a) Leftwards (or) Forward Welding: The welder holds torch in the right hand
and filler rod in the left hand. The weld is made working from right to left as shown in
below figure. Since the flame is pointed in the direction of the welding, it preheats
the edges of the joint. This method is suitable for mild steel, cast iron, aluminium,
brass etc…
(b) Rightwards (or) Backward Welding: It is carried out from left to right as
shown in below figure. Thicker materials can be welded by this method.
(c) Vertical Welding: It starts at the bottom of the weld joint and gives an
oscillating movement to the welding torch which points slightly upwards as shown in
below figure.
DEPARTMENT OF MECHANICAL ENGINEERING 9
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Design aspects of Weld Joints:
The following points should be kept in mind when designing a weldment:
1. Weldments should be designed to require a minimum of weld metal.
2. Thermal contraction of metal, which has been heated by welding, may cause
internal residual stresses and distortion. These can be controlled or reduced
by: (a) Preheating (b) Minimum number of welds (c) Smallest size of weld
that fulfills requirements (d) Maximum use of intermittent welds (e) Slow after
cooling.
3. Sharp discontinuities in metal should be kept at a minimum since these cause
stress concentration.
4. An important strength weld should not be located where much of it may be
removed later by machining.
5. Welds should be located so that adequate strength will be provided at the
proper places on a structure or part.
6. As far as possible, a straight line force pattern should be provided.
7. Laps, straps and stiffening angles should be avoided except as required for
strength.
8. Lap welds and lap strap welds are not recommended for elements over 10mm
thick.
9. Where ever possible, use butt joints.
10. The ends to be welded should be of equal thickness.
11. The use of welding fixtures should be avoided as far as possible.
12. Welds should not be subjected to bending.
13. A weld should not be located at the point of maximum deformation.
14. Ribs should be designed correctly and these should be used with care.
15. Provide for easy access to welds so that they are accessible for inspection.
16. Distribute heavy loading over long welds in the longitudinal direction.
17. Avoid large flat walls, which tend to bulge and flex.
18. The joint should have properly prepared grooves.
19. If alternating stresses are involved, avoid running a weld at right angles to
the direction of maximum principal stress owing to the low fatigue resistance
offered by welds.
20. Whenever possible, the design should provide for welding in the flat or
horizontal position, not overhead.
DEPARTMENT OF MECHANICAL ENGINEERING 10
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Gas Welding:
Gas welding is a fusion welding process. It joins metals using the heat of
combustion of an oxygen/air and fuel gas i.e., acetylene, hydrogen, butane mixture.
The intense heat (flame) thus produced melts and fuses together the edges of the
parts to be welded, generally with the addition of a filler metal.
Oxy – Acetylene Welding:
Oxy – acetylene is used for welding almost all metals and alloys. When
acetylene is mixed with oxygen in correct proportions in the welding torch and
ignited, the flame resulting at the tip of the torch is sufficiently hot to melt and join
the parent metal. The flame reaches a temperature of about 3000°C. A filler metal
rod is generally added to the molten metal pool to built up the seam slightly for
greater strength.
Oxygen is produced by either electrolysis or liquification of air. Electrolysis
separates water into hydrogen and oxygen by passing an electric current through it.
Most commercial oxygen is made by liquefying air and separating the oxygen from
the nitrogen. It is stored in the steel cylinders. Acetylene gas (C2H2) is obtained from
the chemical reaction of water and calcium carbide.
CaC2 + 2H2O --------> C2H2 + Ca (OH)2
Calcium Water Acetylene Hydrated
Carbide Lime
The reaction provides acetylene gas and hydrated lime as sludge. A special
hopper of dropping the calcium carbide into a tank of water at controlled rate is
referred as acetylene generator. Acetylene cylinders are also readily available.
Equipment for Oxy – Acetylene Welding:
Oxy – acetylene welding equipment consists of the following:
(i) Oxygen Cylinder: Oxygen is filled in the cylinder at a pressure of 150 kg/cm2.
This cylinder is made of steel and it is in black colour.
(ii) Acetylene Cylinder: Acetylene is dissolved in acetone in a cylinder containing
porous calcium silicate filler. These cylinders are usually filled to a pressure of
16 kg/cm2. The cylinder is made of steel and it is in maroon colour.
(iii) Welding Torch: It is used to mix the gases in the right proportions to control
the volume of gases burned at the welding tip and to direct the flow. It has a
handle to carry it and two inlet connections for gases at one end. Each inlet has
a valve to control the volume of oxygen or other gases. The two gases mix up in
a mixer and flame is produced by igniting the mixture at the tip of the torch.
(iv) Pressure Regulator: It is located on the top of the gas cylinder. Its function is
to reduce the pressure from the cylinder and to maintain it at constant value.
The pressure regulator located on the oxygen cylinder is called oxygen pressure
regulator and the other one located on the top of the acetylene cylinder is called
the acetylene pressure regulator.
(v) Hose and Hose Fittings: The hose is a rubber tube which permits the flow of
gas. Two hoses to carry oxygen and acetylene separately are required. They
connect the regulator mounted on cylinders to the torch. Generally, green colour
is adopted for oxygen hose and red colour for acetylene. The hose should be
strong, durable, flexible and light in weight.
DEPARTMENT OF MECHANICAL ENGINEERING 11
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(vi) Goggles: Goggles fitted with coloured lenses should be provided to protect the
eyes from harmful heat and ultraviolet and infrared rays.
(vii) Gloves: These are used to protect hands from heat and the metal splashes
during welding.
(viii) Spark Lighter: It is used to provide a convenient and instant means for lighting
the welding torch.
(ix) Wire Brush: Its function is to clean the surfaces of joints before and after
welding.
Other Equipments:
Welding Rods: These are used for providing extra metal to the weld. These are also
known as filler rods. The filler rod should have the same composition and properties
as that of parent metal. The filler rods are available in 1, 1.25, 1.6, 2, 2.25, 3, 4.5,
6, 8 and 10 mm diameter. The selection of filler rod depends on the welding
technique and thickness of the base metal. Steel rods are generally employed when
welding ferrous metals. They have a higher carbon content and more manganese and
silicon than the base metal. The last two components act as deoxidizing agents and
prevent the inclusions of oxide in the weld. Rods containing chromium and vanadium
are used for welding alloy steels.
Flux: When the metal to be welded is heated by oxy – acetylene flame, the oxygen
of the atmosphere combines with the heated metal and forms metal oxides. These
metal oxides have higher melting point than the parent metal. Therefore it is
essential that these oxides are removed otherwise slag inclusions will result in poor
quality of weld. These oxides can be removed from the weld location by the use of
certain fluxes which react chemically with the oxides of most metals and from fusible
slag and floats at the top of the molten puddle and do not interfere with the
deposition of filler metal. Besides it also protects the molten puddle from atmospheric
oxygen. Fluxes are available in several forms such as dry powder, paste or in the
form of coating on the welding rod. For ferrous metal, borax, sodium carbonate and
DEPARTMENT OF MECHANICAL ENGINEERING 12
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
sodium bicarbonate are used as suitable fluxes. For copper and copper alloys,
mixture of sodium and potassium borates, carbonates, chlorides and boric acid are
suitable.
Types of Flames:
The correct adjustment of the flame is important for the production of
satisfactory welds. The flame must be of proper size, shape and condition in order to
operate at maximum efficiency. The three types of oxy – acetylene flames, which are
used in engineering works, are as follows;
(a) Neutral flame.
(b) Reducing or carburising flame.
(c) Oxidising flame.
(a) Neutral Flame: A neutral flame is produced when approximately equal volumes
of oxygen and acetylene are supplied to the torch. The temperature of the neutral
flame is in order of about 3260°C.
The neutral flame consists of sharp brilliant inner cone extending a short
distance from the tip of the torch and an outer cone or envelop. The first one
develops heat and second protects the molten metal from oxidation, because the
oxygen in the surrounding atmosphere is consumed by gases from flame.
The neutral flame is commonly used for welding most of the metals such as
mild steel, stainless steel, cast iron, copper, aluminium etc…
(b) Reducing or Carburising Flame: If the volume of oxygen supplied to the
neutral flame is reduced, the resulting flame will be reducing flame. The temperature
of the reducing flame is of order of 3038°C.
This flame has three zones (i) Inner core (ii) An intermediate of whitish colour
(iii) The bluish outer cone. The outer flame envelop is longer than the other two
flames. Being rich in carbon, this flame is suitable for welding steel. It is also used for
surface hardening.
DEPARTMENT OF MECHANICAL ENGINEERING 13
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(c) Oxidising Flame: If the volume of oxygen to the neutral flame is increased, the
result will be oxidising flame. The temperature of the oxidising flame is of the order
of 13000°C. It is hotter than neutral flame.
The oxidising flame consists of one smaller core which is more pointed than
the neutral flame. The outer envelop is shorter. Oxidising flame is used in welding
brass, copper base metals, zinc base metals and few ferrous metals such as
manganese, steels and cast irons.
Advantages of Oxy – Acetylene Welding:
1. The equipment is comparatively in expensive.
2. Low maintanenance cost.
3. The oxy – acetylene flame is generally more easily controlled and not as
piercing as metallic are welding. Therefore, it is used extensively for sheet
metal fabrication and repair works.
4. The equipment is versatile. Besides gas welding, the equipment is used for
preheating, brazing, metal cutting etc…
5. With proper technique, practically all metal can be welded.
6. Since the source of heat and filler metal are separate, the welder has
controlled over the filler material deposition rates.
Disadvantages of Oxy – Acetylene Welding:
1. It takes considerable longer for the metal to heat up than in arc welding.
2. Prolonged heating of the joint in gas welding results in larger heat affected
area. This often results in increased growth, more distortion.
3. These are safety problems involved in handling and storing of gases.
4. Flame temperature is less than the temperature of the arc.
5. Heavy sections cannot be joined economically.
6. Flux shielding in gas welding is not so effective as an inert gas shielding in TIG
or MIG welding.
Applications of Gas Welding:
1. For joining thin materials.
2. For joining most ferrous and non – ferrous metals.
3. In automatic and aircraft industries and sheet metal fabrications.
Oxy – Hydrogen Welding:
Oxy – Hydrogen welding is used for aluminium, magnesium, lead etc. In this
process hydrogen is used in place of acetylene and the flame temperature is very low
2000°C. An advantage of this process is that no oxides are formed on the surface of
the weld.
Arc Welding:
In arc welding process, the welding temperature is produced by an electric
arc, established between an electrode and the metal being welded. The temperature
of the arc is 7000°C. The arc welding set up is shown in below figure.
Arc Welding Equipments:
The equipments required for arc welding consists of:
(a) Arc welding Power Sources (b) Electrode
(c) Electrode Holder (d) Cables, Cable connectors
DEPARTMENT OF MECHANICAL ENGINEERING 14
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(e) Earthing Clamps (f) Chipping Hammer
(g) Helmet (h) Safety Goggles
(i) Apron (j) Hand Gloves
(a) Arc Welding Power Source: The power source is required to maintain the arc
between the electrode and base metal is available in (i) DC generator (ii) AC
transformer with DC rectifier (iii) AC transformer.
(i) DC Generator: DC Generator is run either by an electric motor or diesel
engine. These generator supplies voltage in the range of 15 to 50 volts and
output current 200 to 600 Amps. These produce DC in either straight or
reverse polarity. The heat generated is split into two parts in the ratio of 66
percent at positive pole and 33 percent at negative pole. For welding thin
materials, the work is made negative and the electrode positive. This is called
reverse polarity. For welding heavy sections the electrode is made negative
and the work to be positive, this is called straight polarity. It can be used for
welding ferrous and non – ferrous metals. The disadvantage of the generator
is the high investment and maintenance cost. Its operation is noisy.
(ii) AC Transformer: AC Transformer changes high voltage, low amperage to low
voltage, high amperage. The main advantage of transformer over generator
is low cost and ease of operation. Since there are no moving parts in the
equipment, the operation is noiseless. The disadvantage of the transformer is
that the polarity cannot be changed.
(b) Electrodes for Arc Welding: Electrodes for arc welding may be broadly
classified as:
1. Non – consumable electrodes
2. Consumable electrodes
Non – Consumable electrodes are usually made of carbon, graphite or tungsten.
These electrodes do not get consumed during the arc welding. These are used in
carbon arc welding like TIG welding, atomic hydrogen welding.
Consumable electrodes get consumed during the welding. These are made of
various metals depending upon the purpose and chemical composition of patent
metals being welded. These electrodes are further classified into, (1) Bare Electrodes
(2) coated electrodes.
Bare electrodes are used in submerged arc welding and metal inert gas welding
(MIG) welding.
DEPARTMENT OF MECHANICAL ENGINEERING 15
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Coated electrodes are again subdivided into (1) Light coated electrodes (2) Heavy
coated electrodes.
Light coated electrodes are used for welding non–essential jobs. The primary
purpose of light coated is to increase are stability. These produce poor mechanical
properties welds due to the lack of protection of the weld.
Heavy Coated electrodes are used to produce high quality welds.
Functions of Coated Electrode:
The coating on electrodes performs the following function:
1. Protects the weld from atmospheric oxygen and nitrogen by producing a
shield of gas around the arc and weld pool.
2. Stabilize the arc.
3. Provide the slag so as to protect the weld from rapid cooling.
4. Remove oxides and impurities.
5. Add alloying elements to the weld metal.
6. Increase deposition efficiency.
Types of Arc Welding:
(a) Carbon arc welding
(b) Metal arc welding
(c) Submerged arc welding
(d) Inert gas welding
(i) TIG welding (ii) MIG Welding
(e) Plasma arc welding
(f) Electro Slag welding
(a) Carbon Arc Welding:
In carbon arc welding process the arc is obtained between the carbon
electrode and the work piece or between two carbon electrodes. This welding is
suitably used in welding of steel sheets, copper alloys and brass etc…
In this, coalescence is produced by heating with an electric arc between a
carbon electrode and the work. Shielding is generally not used. Pressure is not used,
and filler metal may or may not be used. The electric are can also be struck by the
“twin arc method” that is between two carbon electrodes. Filler metal, when used is
fed into the arc and allows a fairly high rate of weld metal deposition. Sometimes a
filler rod is placed into the joint groove, and the carbon arc is passed slowly along the
joint until fusion is completed.
DEPARTMENT OF MECHANICAL ENGINEERING 16
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
The weld metal is not shielded from contamination of oxygen and nitrogen in
the atmosphere. More ever, very little if any carbon is picked up by the weld from the
carbon electrode. Thus this process is generally limited to those materials which are
not sufficiently contaminated by these elements, that are copper alloys, brass,
bronze, aluminium alloys etc… It will be better if the filler metal incorporates
deoxidizer.
(b) Metal Arc Welding:
This is also called Shield Metal Arc Welding (SMAW). Heat required for the
welding is obtained from the arc struck between the coated electrode and the work
piece. The material droplets are transformed from the electrode to the work piece
through the arc and deposited along the joint to be welded. The coating produces a
gaseous shield and slag to protect from atmosphere.
During the process of welding, the electrode is given three movements. The
electrode is continuously fed downward along its axis to maintain the arc length. It is
progressively fed along the weld and thirdly the electrode tip is given an oscillating
movement across the weld. The side ways oscillating movement of the electrode tip
is given to:
(i) Obtain and maintain proper bead width.
(ii) Float out slag.
(iii) Secure good penetration at the edges of the weld.
(iv) Allow gases to escape and there by avoid porosities.
Advantages:
1. It is the simplest of all the arc welding processes.
2. The equipment is portable and less cost.
3. Wide range of metals and their alloys can be welded.
Disadvantage:
1. Mechanization is difficult due to limited length of the electrode.
Applications:
1. All commonly used metals and their alloys can be welded.
2. This process finds application on ship building, aircraft industries, automobile
industries etc…
DEPARTMENT OF MECHANICAL ENGINEERING 17
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(c) Submerged Arc Welding:
This process is so named because of metal arc is shielded by a blanket of flux
as shown in figure. In this process instead of flux covered electrode, granular flux
and a bare electrode is used. Flux is deposited continuously in front of the electrode
and the flame feeder and the electrode feeder together move as the welding
proceeds. The flux is sufficient depth to submerge completely the arc column so that
there is no smoke or splatter and the weld is shielded from the effect of all
atmospheric gases. As a result of this unique protection, the welds are exceptionally
smooth.
The arc is started either by striking the electrode beneath the flux on the work
or by placing the steel wool between the electrode and the work piece before
switching on the welding current. The intense heat of the arc immediately produces a
pool of molten metal in the joint and at the same time the flux adjacent to the arc
column melts and floats on top of the molten metal. This forms a blanket that
eliminates spatter losses and protects the welded joint from oxidation. The current
density is 300 to 400 amps which is 5 to 6 times than that of metal arc welding.
Submerged arc welding is done manually or automatic and semi-automatic. The
manual and the automatic submerged arc welding process are most suited to the flat
welding position, or slightly vertical, down hill welding position. Backing strip of steel,
copper or some refractory material is used under the joint to avoid loosing some of
the molten metal.
This process is used to weld low alloy, high tensile steels as well as mild steel,
low carbon steels.
Advantages:
1. Deep penetration is obtained due to the high current, density which is 5 to 6
times than that of metal arc welding.
2. Welding is fast due to high melting rate of electrodes.
3. Minimum distortion due to high speed.
4. Quality of the weld is excellent and uniform.
Applications:
The submerged arc welding process has many industrial applications. It is
used for fabricating pipe, boiler vessels, structural shapes and practically any job
where straight line welding is required.
DEPARTMENT OF MECHANICAL ENGINEERING 18
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(d) Inert gas welding:
In this coalescence is produced by heating with an electric arc between a
suitable electrode and the work. Shielding is obtained form an inert gas such as
carbon dioxide, helium and argon. Pressure is not used, and the filler metal may or
may not be used. Inert gas welding is done either with nonconsumable electrode or
with consumable metal electrode.
In conventional arc welding, the fluxes are used to shield the atmosphere
around the molten metal. In inert gas welding, inert gases such as argon, helium,
carbon dioxide are used for surrounding the electric arc and thus keeping
atmospheric air and other contaminations away from the molten metal pool.
Two methods are employed.
(i) Tungsten-inert Gas (TIG) Welding
(ii) Metal-inert Gas (MIG) Welding
(i) Tungsten – inert Gas Welding:
A tungsten inert gas welding equipment is shown in below figure. This process
is also known as gas tungsten arc welding (GTAW). It uses a non-consumable
tungsten electrode mounted at the centre of the torch. The inert gas is supplied to
the welding zone through the angular path surrounding the tungsten electrode.
Welding operation is done by striking the arc between the work piece and tungsten
electrode in the atmosphere of inert gas.
Advantages:
(i) No flux is required.
(ii) TIG welds are stronger, more ductile and more corrosion resistance than
welds made with ordinary shield arc welding.
(iii) Welding is easily done in all the position.
Disadvantages:
(i) Equipment is costlier.
(ii) Separate filler rod is needed.
(iii) Decrease in welding speed.
DEPARTMENT OF MECHANICAL ENGINEERING 19
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Applications:
(i) It is used for fusion welding of aluminium, magnesium alloys, stainless steel,
low alloy steel high alloy steel, brass, bronze, silver, molybdenum and a wide
range of other metals.
(ii) It can also be used to weld many dissimilar metals.
(iii) The TIG process can be used to braze and to supply the heat source for
brazes welding.
(iv) It can also be used as heat source for the hard surfacing of the metals.
(ii) Metal Inert Gas (MIG) Welding:
MIG welding stands for Metal Inert Gas Welding. In this process, the tungsten
electrode is replaced with a consumable electrode. The electrode is continuously fed
to the arc at the rate at which it is consumed and transferred to the base metal. Arc
is shielded by an inert gas, which flows from the holder nozzle through which the
electrode also passes. It is similar to submerged arc welding in feeding the bare
electrode from a reel. It differs in the fact that the shielding is done by an inert gas
and the arc is visible during the welding process.
Advantages:
(i) No flux is required.
(ii) High quality welds are produced.
(iii) Less operator skill is required.
(iv) High welding speed.
(v) It is suitable for ferrous and non-ferrous metals.
Disadvantages:
(i) Welding equipment is more complex and costly.
(ii) It is difficult to weld in small corners.
Applications:
(i) It can be done on most of the commercial metals.
(ii) It is used for welding carbon and low alloy steels, stainless steels nickel and
its alloys, copper alloys.
(iii) MIG welding is used in aircraft and automobile industries.
DEPARTMENT OF MECHANICAL ENGINEERING 20
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(e) Plasma Arc Welding:
The term ‘Plasma’ refers to a gas which is sufficiently ionized to conduct
freely. A conventional welding arc is an example of plasma. A plasma jet is created
when the arc is passed through a constructive nozzle. As a result of this construction
the plasma jet will take on a narrow, columnar shape with unique properties that
make it ideal for welding. Plasma jet welding is an electric arc welding process which
employs a high temperature constricted arc or plasma jet to obtain the melting and
coalescence of metal. Shielding is obtained from the hot, ionized gas issuing from the
nozzle, which may be supplemented by an auxiliary source of shielding gas. Pressure
is not applied and filler may or may not be supplied.
The basic circuitry of a plasma arc welding torch is shown in below figure. The
plasma torch is constructed with an electrode centrally with in a metal cup that
guides an inert streaming gas past the electrode. The discharge end of the cup is
smaller in diameter than the upper diameter so that a discharge nozzle is created. In
addition, the inner wall of the nozzle is lined with a ceramic material. The torch ahs
passages for supplying gas and water i.e., air and water to cool in.
There are two arrangements of plasma arc welding:
(a) Transferred Plasma arc.
(b) Non – transferred Plasma arc.
In the transferred plasma arc, the arc is produced between the electrode (-
ive) and the work (+ ive). In other words the arc is transformed from electrode to
the work piece. This possesses high energy density. For this reason it is used to cut
and melt the metals.
In the non-transferred arc, the arc is produced between the electrode (- ive)
and the nozzle (+ ive). Plasma arc comes out of the nozzle as a flame. This arc is
independent of the work piece and the work does not form a part of electric circuit.
This arc is used for only welding.
DEPARTMENT OF MECHANICAL ENGINEERING 21
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(f) Electro Slag Welding:
In this process, electrode wire is fed into a molten slag pool. An arc is drawn
initially, but is then snuffed out by the slag, and the heat of fusion is provided by
resistance heating in the slag.
The pieces to be welded are positioned vertically with necessary gap between
them. Two copper shoes (water cooled) sides on either side of the gap form a well in
which flux is deposited. An electric arc is stuck between the electrode and the joint
bottom with the help of a piece of steel wool. The arc melts the electrode and flux
and forms the molten slag. When enough slag accumulate, the arc action stops and
further requirement heat is provided by the resistance offered by the slag to the
current flowing through it. The molten metal temperature is 2000°C. This heat is
sufficient to fuse the edges of the work pieces and the welding electrode. The heated
metal collects in the pool beneath the slag slowly solidifies there by forming the weld
bead joining the two work pieces.
Advantages:
(i) Thicker plated can be welded in a single pass and economically.
(ii) High welding speed.
(iii) Minimum joint preparation.
(iv) Little distortion.
(v) The weld metal is totally out of contact with atmosphere and hence the best
quality of weld.
Applications:
It is used particularly for welding thickness of 30 mm over plates and structures for
turbine shafts, boiler parts and heavy presses.
Forge Welding:
Forge Welding is defines as “A solid state welding process where in
coalescence is produced by heating and by applying pressure or blows sufficient to
cause permanent deformation at the interface”.
This is the oldest industrial welding process. The parts to be welded are
heated in a forge or some other furnace to within the hot-working temperature range
and then forged together by hand or power hammering or pressing. During forging,
oxides slag and other contaminants are squeezed out, ensuring inter atomic bonding.
The work pieces commonly forge welded and are of wrought iron and steel. The
DEPARTMENT OF MECHANICAL ENGINEERING 22
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
commonly used forge welding processes are : (i) Hammer welding (ii) Die welding,
and (iii) Roll welding.
Resistance Welding:
Resistance welding is “a group of welding processes where in coalescence is
produced by the heat obtained from resistance of the work to electric current in a
circuit of which the work is a part, and by the application of pressure and without the
use of a filler metal”.
In this welding, a heavy electric arc current is passed through the metal
pieces to be joined, over a limited area, causing them to be locally heated to plastic
state and the weld is completed by the application of pressure. In this process two
copper electrodes are used. The metal pieces to be welded are pressed between
electrodes and current is passed through the electrodes. A transformer in the welding
machine reduces the voltage from either 120 or 240 volts to4 to 12 volts and raises
the amperage sufficiently to produce a good heat.
The amount of heat (H) generated is given by the following relation:
H = KIRT
Where, H = The heat generated in the work in joules
I = Electric current in amperes
R = Resistance of the joint in ohms
T = Time of current flow in seconds
K = A constant to account for the heat loss from the welded joint
For good resistance welding the following factors are properly controlled.
(i) Welding Current: Enough current is required to bring the work pieces to
plastic state for welding. It is properly adjusted on the current control device on
the machine.
(ii) Welding Pressure: Mechanical pressure is required to hold the work pieces
and squeeze the pieces to form the weld during plastic state.
(iii) Cycle Time: It is the combination of weld time and hold time. The duration of
current flowing through the work piece to raise the temperature is called
welding time. After this the current is switched off while the pressure is still
acting. The pressure is applied till the weld cools and regains sufficient
strength. This period is known a hold time.
The types of resistance welding are:
(a) Spot Welding (b) Seam Welding
(c) Projection Welding (d) Butt Welding
DEPARTMENT OF MECHANICAL ENGINEERING 23
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(a) Spot Welding:
This is called as Resistance Spot Welding (RSW). It is the simplest and most
commonly used method of overlap welding of strips, sheets or plates of metal at
small areas.
In this method, sheets of a metal to be welded are held between copper
electrodes (water cooled) by applying pressure through foot pedal lever. A current of
low voltage and sufficient amperage is passed between electrodes causing the parts
to be brought to welding temperature. The metal under electrodes pressure is
squeezed and welded. After this the current is turned off while the pressure is still
acting. The pressure is applied till the weld cools and produces a solid bond. Now the
pressure is released and the work is removed from the machine.
The welding cycle to produce one spot can be written as:
(i) Position the work pieces and squeeze between the electrodes.
(ii) Apply a low voltage current to the electrode.
(iii) Hold until the proper temperature is attained.
(iv) Release current, continue pressure.
(v) Release pressure and remove work.
Advantages:
(i) No edge preparation is needed
(ii) Low cost
(iii) High speed of welding
Applications:
(i) This technique is used mostly in thin sheet work like making sheet metal boxes,
containers such as receptacles.
(ii) Thicker metals up to 12.5 mm have been successfully spot welded.
(iii) It finds application in automobile and aircraft industries.
Disadvantages:
The main disadvantage is high cost of equipment, and there are limitations to
the types of joints made.
DEPARTMENT OF MECHANICAL ENGINEERING 24
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(b) Seam Welding:
Seam welding is similar to spot welding, except that the electrodes in spot
welding are replaced by copper rollers or wheels. The work pieces to be welded are
passed between the rollers as shown in figure. A current impulse is applied through
the rollers to the material in contact with them. The heat generated makes the metal
plastic and the pressure from the rollers completes the weld.
To obtain a series of spot welds along a line by the RSW (Resistance Seam
Welding) method, an interrupt work movement will be necessary. The same result
can be achieved much more conveniently and rapidly in the resistance seam welding
where the electrodes are in the form of rotating disc electrodes, with the working
being welded moving continuously by the electrodes.
In Seam welding, there are two types of welds are obtained:
(i) Stitch Welding
(ii) Roll Welding
(i) Stitch Welding: Stitch weld is made by the current on the rollers off and on
quickly enough, so that continuous fusion zone made of overlapping nugget is
obtained.
(ii) Roll Welding: It is obtained by constant and regular timed interruptions of
welding current, which causes individual nuggets to be formed.
Seam welding is used on many types of pressure tight or leak proof tanks for various
purposes, exhaust systems, barrels etc…
DEPARTMENT OF MECHANICAL ENGINEERING 25
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(c) Projection Welding:
The Resistance Projection Welding process is similar to spot welding except
that the current is concentrated at the spots to be welded.
In this welding small projections are raised on one side of the sheet or plate
where it is to be welded to another. The projections serve to concentrate the welding
heat at these areas and facilitate fusion without the necessity of employing a large
current. During the welding process, the heated and softened projections collapse
under the pressure of the electrode there by forming the weld. The working principle
of projections welding is shown in below figure.
Advantages:
(i) This method of welding gives longer electrode life.
(ii) Outer or top surfaces can be produced with no electrode marks.
Disadvantages:
(i) All projections should be seated in one blow.
(ii) A prior operation is necessary to form the projection.
Applications:
A common use of projection welding is attaching small fasteners, nuts, special
blots, studs and similar parts to large components.
(d) Butt Welding:
Resistance Butt Welding is used to join the pieces end to end. This process is
best suited to rods, pipes and many other parts of uniform cross section.
There are two types of Resistance Butt welding:
(i) Upset welding
(ii) Flash Welding
(i) Upset Welding: In upset welding, the parts are clamped and brought in solid
contact and current is applied so that the heat is generated through the contact area
of the parts as illustrated in below figure. At this point, the two parts are pressed
together firmly. This action of pressing together is called upsetting. It is used on non-
ferrous materials for welding bars, rods, tube formed parts etc…
DEPARTMENT OF MECHANICAL ENGINEERING 26
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(ii) Flash Welding: Flash welding is similar t upset welding except that the heat is
obtained by means of an arc than the simple resistance heating. The two parts are
brought together and the power supply is switched on. As the parts moved closer,
flashing or arcing raised the temperatures of the parts to a welding temperature.
Now power is switched off and the parts are forced together to form a weld.
Thermit Welding:
This process is a type of thermo chemical welding process. Thermit welding is
“A group of welding processes where in coalescence is produced by heating with
superheated liquid metal and slag resulting from a chemical reaction between a
metal oxide and aluminium with or with out the application of pressure”.
The process is basically a fusion welding process in which welding is effected
by pouring super heated steel around the parts to be welded. In this process, neither
arc is produced to the parts nor flame is used. In this an exothermic chemical
reaction is utilized for developing high temperature.
A mixture of finely divided aluminium and iron oxide called ‘Thermit mixture’
is kept in a crucible hanging over the mould. The Thermit mixture is ignited using a
magnesium ribbon or highly inflammable powder having barium peroxide. The
reaction takes place about 30 seconds only and heat is liberated which is twice the
temperature of melting point of steel. The following reaction takes place as per
equation:
8AI + 3F3O4 ------------- > 4Al2O3 + 9Fe + heat
The resultant is super heated molten iron. The molten iron is made to flow
into the mould and fuse with the parts to be jointed.
DEPARTMENT OF MECHANICAL ENGINEERING 27
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
The figure shows the method of preparing the mould. The two pieces to be
joined are cleaned and a gap is left between them. Then wax is poured on the joint
and a wax pattern is formed. Moulding sand is rammed around the wax pattern and
pouring, heating and risering gates are cut. A gas flame is used melt the wax pattern
and at the same time it preheats the parts to be welded. Then the preheating gate is
plugged with sand. When the ends of the pieces to be welded reach the welding heat,
they are forced together by means of clamps to make a pressure butt weld. The
mould is then removed and the Thermit iron and slag are knocked off from around
the weld.
Advantages:
(i) The welds are sound and free internal residual stresses.
(ii) Broken parts can be welded on the site itself.
(iii) The heat necessary for welding is obtained from a chemical reaction and thus
no costly power supply is required.
Limitations:
Thermit welding is applicable only to ferrous metal parts of heavy sections.
Applications:
It is applicable in the repair of heavy parts such as rail track, spokes of driving
wheels, broken motor castings, connecting rod etc.
Cutting of Metals:
The welding equipments are not only used for welding that is joining the work
pieces but some of the equipments are also used for cutting of the metals.
Oxy – Acetylene Cutting:
It is a chemical process in the sense that the metal, at the portion where it is
to be cut is actually made to oxidize under the action of flame with the following
reaction.
3Fe + 2O2 ---------- > Fe3O4 + 26,691 cal
Iron Oxygen Black Iron Oxide Heat
All ferrous metals can be cut by means of oxy-acetylene flame cutting. The
oxy-acetylene flame cutting process makes use of cutting torch. The torch mixes the
DEPARTMENT OF MECHANICAL ENGINEERING 28
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
acetylene and oxygen in the correct proportions to produce preheating flame and
also the torch supplies a uniformly, concentrated stream of high purity oxygen to the
reaction zone. The tip has a central hole for pure oxygen jet with surrounding holes
for preheating flames as shown in below figure.
To produce a cut, the steel is heated to ignition temperature (900°C) i.e.,
reddish yellow colour by preheating flame, keeping the torch 3 mm above the surface
of material to be cut. A jet of pure oxygen is directed at this heated area. This forms
the iron oxide there and the same melted immediately (burning the steel in its path).
It is then blown off by the oxygen jet, thus providing a narrow slit along the cutting
line.
This method is suited for cutting of ferrous metals and its alloys.
Oxygen cutting can be accomplished manually or by machine (automatic).
Oxygen cutting machines are further divided two classes:
1. Portable machine
2. Stationary machine
On a portable machine, the carriage supports the torch. It is usually run by an
electric motor on a straight track. The speed of the motor is adjustable to the size of
the metal being cut.
The stationary type of cutting machines is designed on two different
mechanical principles for cutting torch. One is the pantograph design and the other
uses a cross carriage mechanism.
Plasma Arc Cutting:
As we know, plasma is the high temperature ionized gas. The plasma arc
cutting is done with a high speed jet of high temperature plasma. The plasma jet
heats up the work piece causing a quick melting. Plasma arc cutting can be used on
all those materials which conduct electricity, including those which are resistant to
oxy-fuel cutting. The process is extensively used for profile cutting sheets upto 40
mm thick by using programmable logic controllers (PLC) or CNC.
DEPARTMENT OF MECHANICAL ENGINEERING 29
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Plasma is generated by subjecting the flowing gas to the electron
bombardment of an arc. For this the arc is set up between the electrode and anodic
nozzle, the gas is forced through the arc. Gases used or plasma arc O 2, N2 and H2.
The method produces higher temperatures of about 9500°C.
The process has got the following advantages:
1. The process is fast, that is high cutting speeds.
2. Good surface finish.
3. Good reproducibility of parts.
4. Higher productivity than that of oxy-fuel methods.
5. The process is very economical.
Due to the above advantages, it is the preferred way to produce large
quantities of cut parts.
Cutting is done under water to avoid distortion of sheets due to high
temperatures generated. Water also helps in accurate cutting, cooling the metal and
protecting eyes from plasma arc.
Soldering:
It is a method of joining two pieces of metal by means of a fusible alloy called
solder, applied in the molten stage. The melting point of the filler metal is below
420°C. The solder is usually an alloy of Lead and Tin, Lead and Silver. A suitable flux
is used in soldering to prevent oxidation of the joint. Fluxes are available in the form
of powder, past or liquid.
A good soldering process involves: (i) Pre Cleaning (ii) Fluxing (iii) Heating
(i) Pre-Cleaning: Cleaning is done to provide chemically clean surface to obtain
proper bond and may be done by means of acid pickling, solvent cleaning
etc…
(ii) Fluxing: Fluxing is done to remove the oxides from joint surface and to
prevent the filler metal from oxidizing. Fluxes are in form of powder, paste or
liquid.
DEPARTMENT OF MECHANICAL ENGINEERING 30
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
(iii) Heating: The most common source of heating is the electrical resistance
heating with soldering iron. Other methods of soldering are disoldering, wave
soldering, oven soldering, induction soldering and infra red soldering.
Soldering is done in the following ways:
(i) Hand Soldering: The soldering iron is heated by keeping in a furnace or by
means of electrically. The joint is heated by soldering iron and solder is
applied which melts and flows the joint by capillary action.
(ii) Dip Soldering: In dip soldering, the parts to be soldered are first cleaned
and dipped in flux bath and finally dipped in the molten solder bath and lifted
after the soldering is completed.
(iii) Wave Soldering: In this method, parts are not dipped into the solder tank,
but a wave is generated in the tank so that the solder comes up and makes
necessary joint. This is used in electronic printed circuit board, PCB.
Brazing:
It is a process of joining two pieces of metals in which a non-ferrous filler
metal or alloy is introduced between the pieces to be joined. The melting point of the
filler metal is above 420°C but lower than the melting temperature of parent metal.
The filler metal is distributed between surfaces by capillary action. The copper base
alloys and silver base alloys are commonly used as filler metal in brazing. A suitable
flux such as borax is used.
Steps in Brazing:
(i) The surfaces to be joined are cleaned and subsequently rinsed and dried and
fitted closely together.
(ii) A flux is applied to all surfaces where the filler metal is to flow.
(iii) After that, the joint is heated to the proper brazing temperature. Solid filler
metal may be replaced on the metal pieces and thus melted as the metal pieces
are heated, or it may be applied to the metal pieces after the brazing
temperature is reached. Only a small amount of filler metals needed to fill the
joint completely.
DEPARTMENT OF MECHANICAL ENGINEERING 31
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Fluxes: Fluxes are used to prevent oxidation of the base metal and the filler metal
during brazing, form a fusible slag of any oxides which may be present or formed,
and promote the free flowing of the filler metal by capillary attraction.
Common fluxes are: compositions of borates, fluorides, chlorides, borax and
boric acid in various proportions according to specific requirements. Fluxes are used
in form of powder, paste or slurry. Borax is used as fused borax, because water in it
will cause bubbling during heating.
Filler Materials: The filler metal or braze metal must:
1. Wet the surfaces of the base metals at the joint.
2. Have high fluidity to penetrate crevices. For capillary attraction to exist, the
clearance between the parts being joined must be quite small, other wise the
filler metal would run out of the joint. A wider clearance in a joint leads to its
reduced strength.
3. Preferably have a narrow melting range.
4. Not lead to galvanic corrosion during service.
The filler metal is applied in the form of wire, strip, performs, powder or paste to the
joint area as noted above in step (iii) under ‘steps in brazing’. Alternatively the filler
metals pre applied to the surface of one of the contacting parts as a coating or
cladding, often by rolling, electrolyte deposition or hot dipping.
Brazing Joints:
The selection of brazing method is based on the size and shape of the
components to be joined, the base metal and the production rate.
DEPARTMENT OF MECHANICAL ENGINEERING 32
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Brazing Methods:
The selection of brazing method is based on the size and shape of the
components to be joined, the base metal and the production rate.
(a) Torch Brazing: Torch brazing is the most versatile method. It is similar to
oxy-acetylene welding. In this process, reducing flame is used to heat the
joint area. A flux is applied and as soon as it melts, the filler metal is hand
fed to the joint area. When the filler metal melts, it flows into the clearance
between the base metal components by capillary action. This method finds
applications in fabrication industry and repair work.
(b) Furnace Brazing: In this method the atmosphere of the furnace is
controlled to prevent oxidation by hydrogen, dissociated ammonia, nitrogen
or any gas, thus allowing the molten brazing metal to flow smoothly and
uniformly around the joint.
(c) Induction Brazing: In these metals, the metals to be welded are
surrounded by metallic coils through which high frequency current is passed.
This induces eddy current which produces localized heating. The parts to be
brazed are pre-fluxed and the brazing is placed in the joint before switching
on the current.
(d) Dip Brazing: In dip brazing, the parts to be brazed are dipped into a bath of
molten filler metal covered by a layer of molten flux. Surface not required to
be coated with the brazing alloy must be protected by molasses or by lamp
black. This process is used for small parts.
(e) Salt Bath Brazing: The source of heating in salt bath brazing is a molten
bath of fluoride and chloride salts. This salt bath removes thin oxide films
from the metals to be joined. The filler metal replaced in the joint area and
is also sometimes cladded before dipped in the salt bath.
(f) Resistance Brazing: It is similar to spot welding. Electrical resistance is
used for joining parts. The parts to be joined are placed between the
electrodes of the welding machine with the filler metal and flux preloaded at
the joint area. Current is then applied until the filler metal melts and flows
around the joint.
Advantages:
(i) It gives a stronger joint than soldering
(ii) Joint is clean
(iii) Any metal can be brazed
(iv) Less distortion and residual stress
(v) The process can be done more quickly and more economically
Limitations:
(i) Limited size of parts.
(ii) Machining of the joint edges for getting the desired fit is costly.
(iii) Degree of skill required to perform the brazing operations is high.
Applications:
Brazing is used for the assembly of pipe fittings, carbide tips to tool shank,
radiators, heat exchangers and the repair of castings.
Uses of Brazing: Assembly of pipes to fittings, carbide tips to tools, radiators, heat
exchangers, electrical parts and repair of castings. Leak-tight joints for pressurized
and vacuum systems are readily joined by brazing.
DEPARTMENT OF MECHANICAL ENGINEERING 33
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Heat Affected Zone (HAZ):
Heat Affected Zone is the zone where in the base metal is metallurgically
affected by the heat of welding, but is not melted.
Heat affected zone is the zone where the base metal is affected
metallurgically due to the heat of welding. It is the region closed to the weld, where
large thermal fluctuations are encountered due to the fusion welding. This leads to
changes in mechanical properties and structure.
Heat Affected Zone contains three regions.
(a) The grain growth zone (1150°C)
(b) The grain refined zone (1150°C to 950°C)
(c) The transition zone (950°C to 750°C)
(a) The grain growth zone: It is immediately adjacent to the fusion zone. In
this zone, parent metal has been heated to a temperature above upper
critical temperature. This resulted in grain growth.
(b) The grain refined zone: Adjacent to the grain growth zone is the grain
refined zone. In this zone, parent metal has been heated just above the
transition temperature where grain refinement is completed.
(c) The transition zone: In this zone, base metal temperature is below the
transition temperature.
Welding Defects: Welding Defects can be defined as the irregularities formed in the
given weld metal due to wrong welding process or incorrect welding patterns, etc.
The defect may differ from the desired weld bead shape, size, and intended quality.
Welding defects may occur either outside or inside the weld metal. Some of the
defects may be allowed if the defects are under permissible limits but other defects
such as cracks are never accepted.
Welding defects can be classified into two types as external and internal defects:
External Welding Defects:
1. Weld Crack
2. Undercut
3. Spatter
4. Porosity
5. Overlap
6. Crater
Internal Welding Defects:
1. Slag Inclusion
2. Incomplete Fusion
3. Necklace cracking
4. Incompletely filled groove or Incomplete penetration
DEPARTMENT OF MECHANICAL ENGINEERING 34
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
External Welding Defects
The various types of external defects with their causes and remedies are listed
below:
1. Weld Crack
This is the most unwanted defect of all the other welding defects. Welding cracks can
be present at the surface, inside of the weld material or at the heat affected zones.
Crack can also appear at different temperatures:
Hot Crack – It is more prominent during crystallization of weld joints where the
temperature can rise more than 10,000-degree Celsius.
Cold Crack – This type of crack occurs at the end of the welding process where the
temperature is quite low. Sometimes cold crack is visible several hours after welding
or even after few days.
Causes Of Weld Crack:
1. Poor ductility of the given base metal.
2. The presence of residual stress can cause a crack on the weld metal.
3. The rigidity of the joint which makes it difficult to expand or contract the metals.
4. If there is high content on sulfur and carbon then also the cracks may appear.
5. Using hydrogen as a shielding gas while welding ferrous materials.
Remedies for Weld crack:
1. Using appropriate materials may decrease the chances of crack.
2. Preheating the weld and reducing the cooling speed joint helps in reducing crack.
3. Reduce the gap between the weld joints by using reasonable weld joints.
4. While welding releases the clamping force slowly which increases fill to capacity of
welding material.
DEPARTMENT OF MECHANICAL ENGINEERING 35
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
2. Undercut
When the base of metal melts away from the weld zone, then a groove is formed in
the shape of a notch, then this type of defect is known as Undercut. It reduces the
fatigue strength of the joint.
Causes of Undercut:
1. If the arc voltage is very high then this defect may occur.
2. If we use the wrong electrode or if the angle of the electrode is wrong, then also
the defect may form.
3. Using a large electrode is also not advisable.
4. High electrode speed is also one of the reasons for this defect.
Remedies for Undercut:
1. Reduce the arc length or lower the arc voltage.
2. Keep the electrode angle from 30 to 45 degree with the standing leg.
3. The diameter of the electrode should be small.
4. Reduce the travel speed of the electrode.
3. Spatter
When some metal drops are expelled from the weld and remain stuck to the surface,
then this defect is known as Spatter.
Causes Of Spatter:
1. High Welding current can cause this defect.
2. The longer the arc the more chances of getting this defect.
3. Incorrect polarity.
4. Improper gas shielded may also cause this defect.
Remedies for Spatter:
1. Reducing the arc length and welding current
2. Using the right polarity and according to the conditions of the welding.
3. Increasing the plate angle and using proper gas shielding.
4. Porosity
DEPARTMENT OF MECHANICAL ENGINEERING 36
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Porosity in the condition in which the gas or small bubbles gets trapped in the welded
zone.
Causes of Porosity:
1. It occurs when the electrode is not coated properly.
2. Using a longer arc may also increase its chances.
3. Increased welding currents.
4. Rust or oil on the welding surface.
Remedies for porosity:
1. Proper selection of the electrode.
2. Decreasing the welding current.
3. Using smaller arc and slowing the process to allow the gases to escape.
4. Remove rust or oil from the surface and use a proper technique.
5. Overlap
When the weld face extends beyond the weld toe, then this defect occurs. In this
condition the weld metal rolls and forms an angle less than 90 degrees.
Causes of Overlap:
1. Improper welding technique.
2. By using large electrodes this defect may occur.
3. High welding current
Remedies for Overlap:
1. Using a proper technique for welding.
2. Use small electrode.
3. Less welding current.
6. Crater
It occurs when the crater is not filled before the arc is broken, which causes the outer
edges to cool faster than the crater. This causes a stress and then crack is formed.
Causes of the crater:
1. Incorrect torch angle.
2. Use of large electrode:
3. Improper welding technique
Remedies for crater:
1. Using a proper torch angle may reduce the stress on the metal
2. Using a small electrode may also decrease the crater.
3. Use a proper technique.
Internal Welding Defects
The various types of internal welding defects with their causes and remedies are
listed below:
1. Slag Inclusion
DEPARTMENT OF MECHANICAL ENGINEERING 37
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
If there is any slag in the weld, then it affects the toughness and metal weldability of
the given material. This decreases the structural performance of the weld material.
Slag is formed on the surface of the weld or between the welding turns.
Causes Of Slag:
1. Slag is formed if the welding current density is very small, as it does not provide
the required amount of heat for melting the metal surface.
2. If the welding speed is too fast then also slag may occur.
3. If the edge of the weld surface is not cleaned properly then also slag may form.
4. Improper welding angle and travel rate of welding rod.
Remedies for Slag Inclusion:
1. Increase the current density
2. Adjust the welding speed so that the slag and weld pool do not mix with each
other.
3. Clean the weld edges and remove the slags of previous weld layers
4. Have a proper electrode angle and travel rate.
2. Incomplete Fusion
Causes of Incomplete fusion:
1. It occurs because of the low heat input.
2. When the weld pool is very large and runs ahead of the arc.
3. When the angle of the joint is too low.
4. Incorrect electrode and torch angle may also lead to incomplete fusion.
5. Unproper bead position.
Remedies for Incomplete Fusion:
1. Increasing the welding current and decreasing the travel speed helps in removing
the chances of incomplete fusion.
2. Reducing the deposition rate.
3. Increasing the joint angle.
4. Try to position the electrode and torch angle properly so that the edges of the
plate melt away.
5. Positioning the bead properly so that the sharp edges with other beads can be
avoided.
3. Necklace Cracking
It occurs in the use of electron beam welding where the weld does not penetrate
properly. Therefore, the molten metal does not flow into the cavity and results in a
cracking known as “Necklace Cracking”.
Causes of Necklace Cracking:
1. Improper welding technique.
2. It occurs in materials such as nickel base alloys, stainless steel, carbon steels and
Tin alloys.
3. Using high speed of electron beam welding
Remedies for Necklace Cracking:
1. Using a proper welding technique reduce the chances of necklace cracking.
2. Using proper materials for welding.
3. Using a constant speed during the welding process.
3. Improper welding technique
4. Incompletely Filled Groove or Incomplete Penetration
DEPARTMENT OF MECHANICAL ENGINEERING 38
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
These defects occur only in the butt welds where the groove of the metal is not filled
completely. It is also called as incomplete penetration defect.
Causes of an Incomplete filled groove are:
1. Less deposition of the weld metal
2. Use of improper size of the electrode
3. Improper welding technique
Remedies for Incomplete filled groove are:
1. More deposition of the weld metal.
2. Use a proper size of the electrode.
3. By using a proper welding technique.
Testing and Inspection of Welded Joints:
Testing and inspection of welded joints is done on the same lines as for
castings. The tests fall under two categories: Destructive testing and Non-destructive
testing.
Destructive Testing: These tests are done on a sample to improve the design of
the weld, welding technique etc. and to know the mechanical properties of the
weldment. These mechanical tests included: Tensile test, Bend test, Impact strength
test, Hardness test and relative elongation test. The shape and size of the test
specimen are selected to comply with state standards.
Non – Destructive Testing (NDT): The tests under this category include:
1. Visual Inspection: Visual Inspection of the weld and checking of its
dimensions can reveal: shape of profile, uniformity of surface, undercuts of
surface, undercuts, surface cavities and slag inclusions, cracks, porosity,
unfilled craters etc.
2. Hydraulic tests (pressure tests) are applied to weldments that are to operate
under pressure.
3. Air pressure tests are done to check the air tightness of the work.
The other NDT include:
Radiographic inspection of the weld (X-ray and gama-ray testing) will
reveal such defects as porosity, blowholes, cracks, poor fusion and slag
inclusion.
Fluorescent penetrant inspection to reveal fine surface cracks.
Magnetic inspection reveals fine cracks and pores in the weld.
Ammonia penetrant test: This is a leak test. The welded vessel is filled with
compressed air to which 1% ammonia has been added. The welded joint is
then covered with paper impregnated with a 5% solution of mercuric nitrate.
Black spots appear on the paper in case of leakage.
DEPARTMENT OF MECHANICAL ENGINEERING 39
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
SUB: Manufacturing Technology YEAR: 2019 - 20
BRANCH: ME II B.Tech-I Sem
Comparison among Welding, Brazing and Soldering:
Welding Soldering Brazing
1. In welding process 1. In Soldering the joint is 1. In brazing the joint is
fusion is obtained by obtained by means of obtained by means of
heat and or pressure. filler material whose filler material whose
melting point is less melting point is above
than 450°C and less the 450°C and less
than the melting point than the melting
of base metal. temperature of base
metal.
2. The strength of the 2. The soldering joints are 2. The brazed joints are
joint is highest weakest among the stronger than soldered
comparing to soldering soldering, welding and joint but weaker than
and brazing. brazing. welded joints.
3. The joint strength at 3. The joint strength 3. The joint strength
times may be equal to depends upon the depends upon the
even greater than the adhesive qualities of adhesive qualities of
strength of the base filler material and can filler material and can
metals. never reach the never reach the
strength of base metal. strength of base metal.
4. The filler material may 4. The filler material is 4. The filler material is
or may not be used. essentially used essentially used
because joint is made because joint is made
by filler material only. by filler material only.
5. The composition of 5. Essentially filler metals 5. he filler metals are
filler metal is normally are alloys of lead and alloys of copper (e.g.
same as that of base tin copper zinc alloys and
metal. (the metal to be copper silver alloys)
welded)
6. Welded joints can 6. Soldered joints are not 6. Brazed joints are also
withstand high suitable for high not suitable for high
temperature. temperature service temperature service
because of lower because of lower
melting point of the melting point of filler
filler metal. metal.
7. The process cannot 7. The process can join 7. The process can join
joint dissimilar metals dissimilar metals which dissimilar metals which
which are insoluble in are insoluble in each are insoluble in each
other. other. other.
8. The parent metals are 8. Heating of parent 8. Heating of parent
heated to the melting metal is negligible to metal is negligible to
temperature, so cause any change in cause any change in
welding is likely to their structure and their structure and
cause the metallurgical properties. properties.
damage and change in
the properties.
9. Welding has wide 9. Soldering is widely 9. Brazing is used for
applications in used in joining small joining electrical parts,
construction and assemblies, electric joining carbide tips to
maintenance of boilers, and electronics parts. tools, heat exchangers,
pressure vessels, tanks radiators etc…
bridges, building
constructions, cutting
tools dies, and
furnaces.
DEPARTMENT OF MECHANICAL ENGINEERING 40
ANNAMACHARYA INSTITUTE OF TECHNOLOGY & SCIENCES::RAJAMPET
PREPARED BY, G Suresh Babu, Asst. Prof., ME DEPT.
You might also like
- Research Article / Research Project / Literature Review: Title: - Methods of Welding Process .No ratings yetResearch Article / Research Project / Literature Review: Title: - Methods of Welding Process .22 pages
- Unit-4 Unconventional Manufacturing Process67% (3)Unit-4 Unconventional Manufacturing Process18 pages
- Prediction of Residual Stresses, Distortions and Microstructure in Effect of Various Welding ProcessesNo ratings yetPrediction of Residual Stresses, Distortions and Microstructure in Effect of Various Welding Processes8 pages
- Defect Analysis of Electric Arc Welding Seams With Coated Electrode by Non-Destructive Testing of Different ThicknessesNo ratings yetDefect Analysis of Electric Arc Welding Seams With Coated Electrode by Non-Destructive Testing of Different Thicknesses10 pages
- Welding Basics For The Process EngineerNo ratings yetWelding Basics For The Process Engineer13 pages
- A Term Paper ON: Study of Friction Welding of Plastic Manufacturing Science & Technology I Bachelor of TechnologyNo ratings yetA Term Paper ON: Study of Friction Welding of Plastic Manufacturing Science & Technology I Bachelor of Technology10 pages
- A PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 2No ratings yetA PORTABLE SPOT-WELDING MACHINE Chap 1 Ad 216 pages
- Modeling and Simulation of Welding Temperature FieNo ratings yetModeling and Simulation of Welding Temperature Fie17 pages
- Unit 2 - Manufacturing Process - WWW - Rgpvnotes.in100% (1)Unit 2 - Manufacturing Process - WWW - Rgpvnotes.in11 pages
- Metal Joining Processes: Prof. Mayur S Modi Assistant Professor Mechanical Engineering Department Ssasit, SuratNo ratings yetMetal Joining Processes: Prof. Mayur S Modi Assistant Professor Mechanical Engineering Department Ssasit, Surat79 pages
- Fundamentals of Friction Stir Welding, Its Application, and AdvancementsNo ratings yetFundamentals of Friction Stir Welding, Its Application, and Advancements50 pages
- 1 Introduction1 of Welding & Additive ManufacturingNo ratings yet1 Introduction1 of Welding & Additive Manufacturing20 pages
- Avances en Soldadura de Materiales DisimilesNo ratings yetAvances en Soldadura de Materiales Disimiles5 pages
- Mechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFNo ratings yetMechanical and Microstuctural Analysis of Dissimilar Metal Welds PDF9 pages
- Design and Manufacturing of Job Rotary Welding (SPM)No ratings yetDesign and Manufacturing of Job Rotary Welding (SPM)4 pages
- Experiment No 02: AIM To Study Resistance Welding & Its SetupNo ratings yetExperiment No 02: AIM To Study Resistance Welding & Its Setup6 pages
- Brief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)No ratings yetBrief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)17 pages
- Design of Welded Connections: Submitted To Prof. Berlanty Iskander byNo ratings yetDesign of Welded Connections: Submitted To Prof. Berlanty Iskander by17 pages
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Borang Permohonan Perkhidmatan Ucc - Update 15 Ogos 2022No ratings yetBorang Permohonan Perkhidmatan Ucc - Update 15 Ogos 20224 pages
- Tutorial Bank: Unit-I The Cellular Concept-System Design FundamentalsNo ratings yetTutorial Bank: Unit-I The Cellular Concept-System Design Fundamentals7 pages
- FF0060 01 Free Six Steps Callout Diagram PowerpointNo ratings yetFF0060 01 Free Six Steps Callout Diagram Powerpoint9 pages
- Process Description: Abirami Vetrivel 1 English Learning StationNo ratings yetProcess Description: Abirami Vetrivel 1 English Learning Station14 pages
- Journal of Robotics - 2021 - Neira - Review On Unmanned Underwater Robotics Structure Designs Materials SensorsNo ratings yetJournal of Robotics - 2021 - Neira - Review On Unmanned Underwater Robotics Structure Designs Materials Sensors26 pages
- Uucms.karnataka.gov.in ExamGeneral StudentPrintExamApplicationNo ratings yetUucms.karnataka.gov.in ExamGeneral StudentPrintExamApplication1 page
- 2.1. Static Analysis of A Corner Bracket 2.1.1. Problem SpecificationNo ratings yet2.1. Static Analysis of A Corner Bracket 2.1.1. Problem Specification29 pages
- 4 Ways To Improve Your Strategic Thinking SkillsNo ratings yet4 Ways To Improve Your Strategic Thinking Skills3 pages




















































































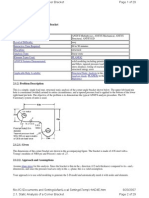





- Research Article / Research Project / Literature Review: Title: - Methods of Welding Process .Research Article / Research Project / Literature Review: Title: - Methods of Welding Process .
- Prediction of Residual Stresses, Distortions and Microstructure in Effect of Various Welding ProcessesPrediction of Residual Stresses, Distortions and Microstructure in Effect of Various Welding Processes
- Defect Analysis of Electric Arc Welding Seams With Coated Electrode by Non-Destructive Testing of Different ThicknessesDefect Analysis of Electric Arc Welding Seams With Coated Electrode by Non-Destructive Testing of Different Thicknesses
- A Term Paper ON: Study of Friction Welding of Plastic Manufacturing Science & Technology I Bachelor of TechnologyA Term Paper ON: Study of Friction Welding of Plastic Manufacturing Science & Technology I Bachelor of Technology
- Modeling and Simulation of Welding Temperature FieModeling and Simulation of Welding Temperature Fie
- Unit 2 - Manufacturing Process - WWW - Rgpvnotes.inUnit 2 - Manufacturing Process - WWW - Rgpvnotes.in
- Metal Joining Processes: Prof. Mayur S Modi Assistant Professor Mechanical Engineering Department Ssasit, SuratMetal Joining Processes: Prof. Mayur S Modi Assistant Professor Mechanical Engineering Department Ssasit, Surat
- Fundamentals of Friction Stir Welding, Its Application, and AdvancementsFundamentals of Friction Stir Welding, Its Application, and Advancements
- 1 Introduction1 of Welding & Additive Manufacturing1 Introduction1 of Welding & Additive Manufacturing
- Mechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFMechanical and Microstuctural Analysis of Dissimilar Metal Welds PDF
- Design and Manufacturing of Job Rotary Welding (SPM)Design and Manufacturing of Job Rotary Welding (SPM)
- Experiment No 02: AIM To Study Resistance Welding & Its SetupExperiment No 02: AIM To Study Resistance Welding & Its Setup
- Brief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)Brief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)
- Design of Welded Connections: Submitted To Prof. Berlanty Iskander byDesign of Welded Connections: Submitted To Prof. Berlanty Iskander by
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding Terms
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot Welding
- Borang Permohonan Perkhidmatan Ucc - Update 15 Ogos 2022Borang Permohonan Perkhidmatan Ucc - Update 15 Ogos 2022
- Tutorial Bank: Unit-I The Cellular Concept-System Design FundamentalsTutorial Bank: Unit-I The Cellular Concept-System Design Fundamentals
- FF0060 01 Free Six Steps Callout Diagram PowerpointFF0060 01 Free Six Steps Callout Diagram Powerpoint
- Process Description: Abirami Vetrivel 1 English Learning StationProcess Description: Abirami Vetrivel 1 English Learning Station
- Journal of Robotics - 2021 - Neira - Review On Unmanned Underwater Robotics Structure Designs Materials SensorsJournal of Robotics - 2021 - Neira - Review On Unmanned Underwater Robotics Structure Designs Materials Sensors
- Uucms.karnataka.gov.in ExamGeneral StudentPrintExamApplicationUucms.karnataka.gov.in ExamGeneral StudentPrintExamApplication
- 2.1. Static Analysis of A Corner Bracket 2.1.1. Problem Specification2.1. Static Analysis of A Corner Bracket 2.1.1. Problem Specification