Quality Inspection
Quality Inspection
Download as pdf or txt
You might also like
- Manufacturing Process of Tower PartsDocument29 pagesManufacturing Process of Tower PartssAuRaBhNo ratings yet
- Welding Procedure For BOXNR Wagon (WPS)Document8 pagesWelding Procedure For BOXNR Wagon (WPS)Shekher Nikhil100% (1)
- Welding Training InspectionDocument46 pagesWelding Training InspectionAdhanom G.No ratings yet
- Welding Terms PDFDocument4 pagesWelding Terms PDFsivacwiNo ratings yet
- Specification For Hot Dip GalvanizingDocument10 pagesSpecification For Hot Dip GalvanizingKyaw Kyaw Aung100% (2)
- Material InspectionDocument39 pagesMaterial Inspectionkrisman f siregar100% (1)
- Steel Tubes For Structural Purposes Conforming To IS 1161 - 1998Document2 pagesSteel Tubes For Structural Purposes Conforming To IS 1161 - 1998Ayush TariyalNo ratings yet
- WQTR 004-2Document2 pagesWQTR 004-2walitedison100% (1)
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- Weld DefectsDocument23 pagesWeld DefectsSridhar CnNo ratings yet
- Weld DefectsDocument47 pagesWeld DefectsPratikNo ratings yet
- 07.01.05 Fabrication Galvanizing R1Document11 pages07.01.05 Fabrication Galvanizing R1Bhanu Pratap ChoudhuryNo ratings yet
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- Hot Dip GalvanizingDocument3 pagesHot Dip Galvanizingapply19842371No ratings yet
- Prof. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMDocument43 pagesProf. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMKeristiyantoNo ratings yet
- Galvanizing: Qa/Qc DepartmentDocument43 pagesGalvanizing: Qa/Qc DepartmentShakirNo ratings yet
- Welding Defects - Classification, Causes and Remedies - Welding & NDTDocument11 pagesWelding Defects - Classification, Causes and Remedies - Welding & NDTadel100% (1)
- The Arc Welding MachineDocument4 pagesThe Arc Welding MachineMamyNo ratings yet
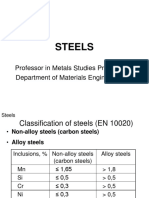
- SteelsDocument28 pagesSteelsPAUL PRAVEEN A 15PHD0053No ratings yet
- Is 11166 PDFDocument13 pagesIs 11166 PDFAnonymous NRlowQUcn100% (1)
- Astm A239Document4 pagesAstm A239Ngô Trung NghĩaNo ratings yet
- 6916 Welding FabricationDocument33 pages6916 Welding FabricationvikasgahlyanNo ratings yet
- Module 3 Construction and DesignDocument5 pagesModule 3 Construction and DesignDhimas Surya Negara100% (1)
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Section IX WeldingDocument6 pagesSection IX WeldingAhmedNo ratings yet
- Welding Consumables and Base Material SpecificationsDocument5 pagesWelding Consumables and Base Material SpecificationsHarminder KumarNo ratings yet
- Saw Wire& Flux......Document41 pagesSaw Wire& Flux......Arul ChinnapillaiNo ratings yet
- Composition of Steels PDFDocument5 pagesComposition of Steels PDFNitin SharmaNo ratings yet
- Abs - Approved Welding Consumables Submerged Arc WeldingDocument23 pagesAbs - Approved Welding Consumables Submerged Arc Weldinggeorgekc77No ratings yet
- Finishing 19Document5 pagesFinishing 19Sontosh BhattacharjeeNo ratings yet
- Modern Arc Welding Technology, 2nd Edition (2018)Document824 pagesModern Arc Welding Technology, 2nd Edition (2018)Pasupathi PasupathiNo ratings yet
- Wire DrawingDocument4 pagesWire DrawingVenkat KrishnaNo ratings yet
- FCAWDocument43 pagesFCAWHarsha Vardhan MeduriNo ratings yet
- GMAW Practical Slide Show - FINALDocument36 pagesGMAW Practical Slide Show - FINALDanem HalasNo ratings yet
- Duties of The RWCDocument3 pagesDuties of The RWCbluegalago100% (1)
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingDocument2 pagesHot-Dip Galvanizing Vs Continuous Sheet GalvanizingSreedhar Patnaik.M100% (1)
- Is - 1762Document12 pagesIs - 1762Kamal Engineering Corporation100% (1)
- PQR-WPS RrquirementsDocument4 pagesPQR-WPS RrquirementsAlexander Joseph100% (1)
- 4 Volume-5Document332 pages4 Volume-5Mala Seth DuttaNo ratings yet
- Is.817.1.1992 - Training of Welders - Code of PracticeDocument29 pagesIs.817.1.1992 - Training of Welders - Code of PracticeSinan YıldızNo ratings yet
- AWTI Calendar 23-24 - MergedDocument17 pagesAWTI Calendar 23-24 - MergedArnel MagbojosNo ratings yet
- Test For Welder QualificationsDocument1 pageTest For Welder Qualificationsrusf123No ratings yet
- Cold Finished Stainless Steel Tube Technology Flow Chart: PilgeringDocument6 pagesCold Finished Stainless Steel Tube Technology Flow Chart: PilgeringGonzalo MazaNo ratings yet
- 4102 NDT Notes PDFDocument14 pages4102 NDT Notes PDFAjay Kumar Reddy KNo ratings yet
- Iron (Fe) - Cementite (Fe C) Phase Diagram: Asst. Prof. Sandeep Parida Dept. of Mechanical Engineering CUTM, ParlakhemundiDocument41 pagesIron (Fe) - Cementite (Fe C) Phase Diagram: Asst. Prof. Sandeep Parida Dept. of Mechanical Engineering CUTM, ParlakhemundiAmrit MallickNo ratings yet
- P NumberDocument1 pageP Numberabet_singkong8930No ratings yet
- Erw Steel Tubes (Black & Galvanized) Conforming To Is:1239 (Pt-1) / Bs:1387 & Structural Tubes Conforming To Is:1161Document1 pageErw Steel Tubes (Black & Galvanized) Conforming To Is:1239 (Pt-1) / Bs:1387 & Structural Tubes Conforming To Is:1161dyke_enggNo ratings yet
- ME 328.3 E5 - Welding MetallurgyDocument41 pagesME 328.3 E5 - Welding Metallurgytbmari100% (1)
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patel0% (1)
- PT Process General Training DocumentDocument35 pagesPT Process General Training Documentjanardhan bhawarNo ratings yet
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeDocument4 pagesCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55No ratings yet
- Recume Welding SupervisorDocument5 pagesRecume Welding SupervisorhitanshuNo ratings yet
- MQP 2Document10 pagesMQP 2prithvirajd20No ratings yet
- Welding Positions. Weld GuruDocument11 pagesWelding Positions. Weld GuruValli RajuNo ratings yet
- Difference Between Rework Repair PDFDocument19 pagesDifference Between Rework Repair PDFRavichandranNo ratings yet
- Weight Per Meter of WeldDocument1 pageWeight Per Meter of Weldreza329329No ratings yet
- Welder NIMI Q 2Document30 pagesWelder NIMI Q 2Mahesh SonarNo ratings yet
- OM Assignment Week - 6Document4 pagesOM Assignment Week - 6svbvaidyaNo ratings yet
- Manufacturing Process of Galvanized Steel FramesDocument30 pagesManufacturing Process of Galvanized Steel Framesmanno200No ratings yet
- Sagar Forge & Fitting: An Iso 9001:2008 Certified CompanyDocument4 pagesSagar Forge & Fitting: An Iso 9001:2008 Certified Companyraj varmaNo ratings yet
- Eco-Control Merupakan Bagian Dari Akuntansi Manajemen Lingkungan Dan Salah Satu AplikasiDocument2 pagesEco-Control Merupakan Bagian Dari Akuntansi Manajemen Lingkungan Dan Salah Satu AplikasiAgniyyy TNo ratings yet
- Describing Waves: ShareDocument11 pagesDescribing Waves: ShareShadreck MagangaNo ratings yet
- Composing A Research Report On A Relevant Social Issue - ..Document3 pagesComposing A Research Report On A Relevant Social Issue - ..ALJERR LAXAMANANo ratings yet
- Good Day Everyone!: Reporters: Harry Quinto Michaela Carmona Mar Nisperos Missy SalaumDocument8 pagesGood Day Everyone!: Reporters: Harry Quinto Michaela Carmona Mar Nisperos Missy SalaumAriam SorepsinNo ratings yet
- Dungeons in Blue Master ListDocument32 pagesDungeons in Blue Master ListMat0% (1)
- MaslowDocument8 pagesMaslowJawehNo ratings yet
- 0451 Pay Advice AU107760 WK 201228 PDFDocument1 page0451 Pay Advice AU107760 WK 201228 PDFNorman BwaNo ratings yet
- Employee Narrative TemplateDocument2 pagesEmployee Narrative TemplateAbu FarrazNo ratings yet
- Elements of PlayDocument26 pagesElements of PlayDorothy Joy AmbitaNo ratings yet
- Calcium Metabolism & Calcium Metabolism DisordersDocument45 pagesCalcium Metabolism & Calcium Metabolism Disorderstrisya arthaputriNo ratings yet
- Final Draft - William Faulkner Nobel Prize For Literature Speech-2-1Document23 pagesFinal Draft - William Faulkner Nobel Prize For Literature Speech-2-1api-282451742No ratings yet
- Process Worker PDFDocument3 pagesProcess Worker PDFSameer Mohammed ANo ratings yet
- Assignment ProblemDocument18 pagesAssignment ProblemHariNo ratings yet
- Meta TheaterDocument58 pagesMeta TheaterKhalil-GhibranNo ratings yet
- Major R Scale Mod DesDocument3 pagesMajor R Scale Mod DeswplaisNo ratings yet
- SIAM SUDOS Mini-2 ManualDocument44 pagesSIAM SUDOS Mini-2 ManualJorge MendezNo ratings yet
- About The Poets: Thomas HardyDocument2 pagesAbout The Poets: Thomas HardykimNo ratings yet
- Fast Report DocumentDocument45 pagesFast Report Documentproject-int1No ratings yet
- Life Members List of DirectoryDocument73 pagesLife Members List of DirectoryAmeet ChandanNo ratings yet
- Syllabus Format BA Sociology (Honors)Document34 pagesSyllabus Format BA Sociology (Honors)avsexxxxxNo ratings yet
- How Visual Illusions Work - WSJDocument2 pagesHow Visual Illusions Work - WSJCathy ApanNo ratings yet
- Najwa - THE LOST ART OF OPHTHALMIC DRAWINGDocument23 pagesNajwa - THE LOST ART OF OPHTHALMIC DRAWINGNajwa MansuriNo ratings yet
- 3.0L Duramax LM2 Diesel I-6 Specs (2020 Silverado - Sierra 1500) PDFDocument2 pages3.0L Duramax LM2 Diesel I-6 Specs (2020 Silverado - Sierra 1500) PDFSyedNo ratings yet
- Chitkara University Institute of Engineering & Technology: Project & TrainingDocument1 pageChitkara University Institute of Engineering & Technology: Project & TrainingSAURAV VERMANo ratings yet
- Presentation On Subrat RoyDocument6 pagesPresentation On Subrat RoyAnurag GautamNo ratings yet
- Lesson 2Document10 pagesLesson 2Database SavvyNo ratings yet
- Three Insec Pests of RiceDocument21 pagesThree Insec Pests of RiceAjay BragtaNo ratings yet
- Subaru WRX Sti 2013 Pkfnpo - Ru 2Document1,120 pagesSubaru WRX Sti 2013 Pkfnpo - Ru 2nsn-rukNo ratings yet
- Monitoring and diagnosis of electrical equipment using a web software. Health index and remaining lifetime estimationDocument4 pagesMonitoring and diagnosis of electrical equipment using a web software. Health index and remaining lifetime estimationNamLeNo ratings yet
- Lesson Plan Template and ReflectionDocument4 pagesLesson Plan Template and Reflectionapi-459486461No ratings yet