Trend Dovetail Jiginst - dj300
Trend Dovetail Jiginst - dj300
Download as pdf or txt
You might also like
- PT-R4300ES Service Manual V10 PDFDocument636 pagesPT-R4300ES Service Manual V10 PDFAprajita Kayastha100% (2)
- Screen CTP 8300Document864 pagesScreen CTP 8300Devraj Kulasekar100% (2)
- First Look: Irish National Annex To Iso 19650-2:2018 A Cultural Shift in Attitude Towards Bim Cita Tech TrendDocument17 pagesFirst Look: Irish National Annex To Iso 19650-2:2018 A Cultural Shift in Attitude Towards Bim Cita Tech TrendBranZzZzZ100% (1)
- Wired Remote Controller: Installation and Operation ManualDocument36 pagesWired Remote Controller: Installation and Operation ManualewothjogNo ratings yet
- Swing Device: Samsung: Mx6W, Mx6W-2 Hyundai: R1300W Key# Part No Part Name Q'ty RemarkDocument1 pageSwing Device: Samsung: Mx6W, Mx6W-2 Hyundai: R1300W Key# Part No Part Name Q'ty RemarkLeão tratoresNo ratings yet
- Inst CDJ UsaDocument50 pagesInst CDJ UsaBranZzZzZNo ratings yet
- Trend CDJ300 & CDJ600 ManualDocument50 pagesTrend CDJ300 & CDJ600 ManualZonerJozsiNo ratings yet
- Trend CRT MK2 Router TableDocument38 pagesTrend CRT MK2 Router TableBarron FieldsNo ratings yet
- Operating Instruction WSR 900 1250 1400 PE 01 Operating Instruction PUB 5263002 000Document48 pagesOperating Instruction WSR 900 1250 1400 PE 01 Operating Instruction PUB 5263002 000johnamer90No ratings yet
- Trend t4Document23 pagesTrend t4blancofrank545No ratings yet
- BS904 BS904G 198 Trilingual 06Document56 pagesBS904 BS904G 198 Trilingual 06w6rjhbj4msNo ratings yet
- Operating Instruction TE 60 22 04 Operating Instruction PUB 5664593 000Document68 pagesOperating Instruction TE 60 22 04 Operating Instruction PUB 5664593 000Luis camilo Sánchez rojasNo ratings yet
- Operating Instruction TE 1500 AVR 01 EN Operating Instruction PUB 5070757 000Document16 pagesOperating Instruction TE 1500 AVR 01 EN Operating Instruction PUB 5070757 000Abegail BernabeNo ratings yet
- Operating Instruction TE 60 04 Operating Instruction PUB 5277961 000Document20 pagesOperating Instruction TE 60 04 Operating Instruction PUB 5277961 000Feliciano Tadeo MartinezNo ratings yet
- Hilti TE 6-A36Document24 pagesHilti TE 6-A36AlbertoNo ratings yet
- Operators Manual: Micro-AdjustorDocument8 pagesOperators Manual: Micro-Adjustoranilr008No ratings yet
- Manual sj-201Document200 pagesManual sj-201Adrian GonzalezNo ratings yet
- Amoladora AG-4S-22-02Document48 pagesAmoladora AG-4S-22-02Jose Reyes GarciaNo ratings yet
- Slicing Machine: Prima 250 Prima 300Document35 pagesSlicing Machine: Prima 250 Prima 300Juan MonNo ratings yet
- Operator'S Manual: 9 In. Band SawDocument26 pagesOperator'S Manual: 9 In. Band SawMustafa KutanisNo ratings yet
- VM-83 Instruction Manual 63761Document106 pagesVM-83 Instruction Manual 63761Mfikrimnor MfikrimnorNo ratings yet
- M-Duino 38AR+LoRa - User - GuideDocument52 pagesM-Duino 38AR+LoRa - User - GuideJuanFer AulesNo ratings yet
- Ryobi Miter Saw TS1355LA - 130 - EngDocument34 pagesRyobi Miter Saw TS1355LA - 130 - Engchka44100% (1)
- Operator'S Manual: 10 In. Compound Miter SawDocument30 pagesOperator'S Manual: 10 In. Compound Miter SawHENRYNo ratings yet
- Hmpro40 User ManualDocument23 pagesHmpro40 User ManualGeorge MortonNo ratings yet
- Operating Instruction TE 700 AVR 01 en Operating Instruction PUB 5071154 000Document24 pagesOperating Instruction TE 700 AVR 01 en Operating Instruction PUB 5071154 000Umair ShafiqNo ratings yet
- Intelligent Earthquake SystemDocument94 pagesIntelligent Earthquake Systemqshe lrtjNo ratings yet
- Qualcastm2eb1637m Manual v1 20141020Document26 pagesQualcastm2eb1637m Manual v1 20141020Richard Moore0% (2)
- Bts 10 SDocument34 pagesBts 10 SmongoNo ratings yet
- TBS1000B TBS1000BEDU Digital Storage Oscilloscopes Service Manual en USDocument33 pagesTBS1000B TBS1000BEDU Digital Storage Oscilloscopes Service Manual en USdani385arNo ratings yet
- Hilti - NUN-054 PDFDocument56 pagesHilti - NUN-054 PDFInnov8 OilNo ratings yet
- User Guide Touch7 V5 2021Document42 pagesUser Guide Touch7 V5 2021Sylvain PiretNo ratings yet
- Manual Hilti DSH 700-x DSH 900-xDocument76 pagesManual Hilti DSH 700-x DSH 900-xiverlaneNo ratings yet
- Mitutoyo SJ 201P - Manual RUGOSIMETRODocument187 pagesMitutoyo SJ 201P - Manual RUGOSIMETROALEJANDRO IPATZINo ratings yet
- Sup Dy2900 Dissolved Oxygen Meter User ManualDocument25 pagesSup Dy2900 Dissolved Oxygen Meter User ManualĐỗ Đức KiênNo ratings yet
- Nascar DLXDocument163 pagesNascar DLXclaudiovaldezNo ratings yet
- Operator'S Manual: 10 In. Table SawDocument132 pagesOperator'S Manual: 10 In. Table SawNana Obiri Yeboa DarkoNo ratings yet
- Ryobi Drill Press DP121L - 642 - EngDocument24 pagesRyobi Drill Press DP121L - 642 - EnglindarcmNo ratings yet
- Ryobi Miter Saw TS1342LDocument32 pagesRyobi Miter Saw TS1342LbodosomNo ratings yet
- ZUNDRIVE-SI100 Manual Updated 180305Document170 pagesZUNDRIVE-SI100 Manual Updated 180305Abdul HaseebNo ratings yet
- Spectrum Master: MS2722C, MS2723C, MS2724C, MS2725C and MS2726CDocument113 pagesSpectrum Master: MS2722C, MS2723C, MS2724C, MS2725C and MS2726Cmarketing.socintecNo ratings yet
- WEN ManualDocument15 pagesWEN ManualR@XNo ratings yet
- NaomiDocument48 pagesNaomiSébastien SchmittNo ratings yet
- 973052umVI PDFDocument68 pages973052umVI PDFAnonymous azabCjeNo ratings yet
- M-Duino 19R+ - User - GuideDocument49 pagesM-Duino 19R+ - User - GuideCristobal AvecillaNo ratings yet
- Ryobi dp121l Drill PressDocument24 pagesRyobi dp121l Drill Pressjuan carlos tavizonNo ratings yet
- Ebauer Tile CutterDocument19 pagesEbauer Tile CutterVanja_BrnobicNo ratings yet
- Manual Book Treaded Macine R50A - P50A - S80ADocument27 pagesManual Book Treaded Macine R50A - P50A - S80AIsmail KarmanaNo ratings yet
- QB SoftHand Industry User GuideDocument51 pagesQB SoftHand Industry User Guideandreas gardanisNo ratings yet
- Operating Instruction HDE 500 A22 01 en Operating Instruction PUB 5219020 000Document20 pagesOperating Instruction HDE 500 A22 01 en Operating Instruction PUB 5219020 000Tj TanNo ratings yet
- A8NETH-2P User's ManualDocument218 pagesA8NETH-2P User's ManualAdrian PintoNo ratings yet
- 5438 - BridgePort - 96541645 ProgManual DXF EZ Trak Programming and Operating Manual March 2001Document289 pages5438 - BridgePort - 96541645 ProgManual DXF EZ Trak Programming and Operating Manual March 2001July SenNo ratings yet
- Mower - ManualDocument44 pagesMower - ManualAmanda ThompsonNo ratings yet
- Manual Español Relevador 489Document40 pagesManual Español Relevador 489fersa581021No ratings yet
- SCM-HP1 Series (0.6MB)Document40 pagesSCM-HP1 Series (0.6MB)Nimo MakasNo ratings yet
- EverSewn Maker 200 Sewing Machine Instruction ManualDocument52 pagesEverSewn Maker 200 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- P238 266 Trilingual 04Document24 pagesP238 266 Trilingual 04Dida GanidaNo ratings yet
- Supmea Ptu100Document25 pagesSupmea Ptu100Wedri AsturiNo ratings yet
- Liebert SRC User Manual2Document89 pagesLiebert SRC User Manual2Jerome IlaoNo ratings yet
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesFrom EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesRating: 5 out of 5 stars5/5 (1)
- The Handy Homeowner's Repair Manual Comprehensive Guide to the Most Common DIY Home RepairsFrom EverandThe Handy Homeowner's Repair Manual Comprehensive Guide to the Most Common DIY Home RepairsNo ratings yet
- Glossary of Terms - Admin CourseDocument5 pagesGlossary of Terms - Admin CourseBranZzZzZNo ratings yet
- English Edition Bim Model Checking For Everyone Xinaps Final en 04 April 2023Document62 pagesEnglish Edition Bim Model Checking For Everyone Xinaps Final en 04 April 2023BranZzZzZNo ratings yet
- EEKHOUT (6) Paper CGC2Document10 pagesEEKHOUT (6) Paper CGC2BranZzZzZNo ratings yet
- CRUZ Paper CGC2Document10 pagesCRUZ Paper CGC2BranZzZzZNo ratings yet
- Exploring The Linkages Between The Adoption of Bim and Design Error ReductionDocument13 pagesExploring The Linkages Between The Adoption of Bim and Design Error ReductionBranZzZzZNo ratings yet
- XT66 Casement & Tilt Turn Window System: Polyester Powder CoatingsDocument35 pagesXT66 Casement & Tilt Turn Window System: Polyester Powder CoatingsBranZzZzZNo ratings yet
- XTC66 Casement Window System: Polyester Powder CoatingsDocument31 pagesXTC66 Casement Window System: Polyester Powder CoatingsBranZzZzZNo ratings yet
- Building/Construction Cost Guidelines: Consumer GuideDocument12 pagesBuilding/Construction Cost Guidelines: Consumer GuideBranZzZzZNo ratings yet
- Cover - Canopy Structural Calcs-MergedDocument139 pagesCover - Canopy Structural Calcs-MergedBranZzZzZNo ratings yet
- Mb-Skyline Type-RDocument265 pagesMb-Skyline Type-RBranZzZzZNo ratings yet
- Accessories Controlled Environments: Flashings & Ancillaries / PVC Cladding / Barrier Protection SystemsDocument32 pagesAccessories Controlled Environments: Flashings & Ancillaries / PVC Cladding / Barrier Protection SystemsBranZzZzZNo ratings yet
- Bim Objects: Usage ManualDocument12 pagesBim Objects: Usage ManualBranZzZzZNo ratings yet
- Kingspan - Architectural Wall Panel KS1000 AWP - Installation Guide - Vertically Laid - January 2020 - AU NZ - ENDocument12 pagesKingspan - Architectural Wall Panel KS1000 AWP - Installation Guide - Vertically Laid - January 2020 - AU NZ - ENBranZzZzZNo ratings yet
- GERMANUS Rolling Machine: FAQ Answers To Frequently Asked QuestionsDocument2 pagesGERMANUS Rolling Machine: FAQ Answers To Frequently Asked QuestionsBranZzZzZNo ratings yet
- BIM Execution Plan (PDFDrive)Document276 pagesBIM Execution Plan (PDFDrive)BranZzZzZ100% (1)
- 3 4 - XT66 Rebated Door System - Fabrication - Rev March '21Document36 pages3 4 - XT66 Rebated Door System - Fabrication - Rev March '21BranZzZzZNo ratings yet
- Ford O Matic 3 Speed Single Range, Small Case: DescriptionDocument8 pagesFord O Matic 3 Speed Single Range, Small Case: DescriptionMatheus BorelliNo ratings yet
- Stop Drill Kit - Ver.3Document16 pagesStop Drill Kit - Ver.3salehalsadiNo ratings yet
- TT MultiV 5 AirSourceSystem Install TipsDocument10 pagesTT MultiV 5 AirSourceSystem Install TipsMatthewNo ratings yet
- 2024-2025 Es7 Ass EquilibriumDocument3 pages2024-2025 Es7 Ass EquilibriumJohannnieeeNo ratings yet
- ELDER IX 5 5 X 2 375Document8 pagesELDER IX 5 5 X 2 375crni rokoNo ratings yet
- Introduction To Beams: Steel DesignDocument8 pagesIntroduction To Beams: Steel DesignYousif alhassankoNo ratings yet
- CR MM 1 0 00 PDFDocument340 pagesCR MM 1 0 00 PDFIsrael AlvesNo ratings yet
- RCC DesignDocument39 pagesRCC DesignMariappan .PNo ratings yet
- Marine Surveys: New Construction and Excisting Ship Ppns - D.Iv - Me - Sm6 by Zainul ArifinDocument31 pagesMarine Surveys: New Construction and Excisting Ship Ppns - D.Iv - Me - Sm6 by Zainul ArifinAqshal ArlianNo ratings yet
- Steam Turbine Question CompressDocument35 pagesSteam Turbine Question Compressahsan mehmood100% (1)
- Knee Biomechanics: Andrew CrosbyDocument32 pagesKnee Biomechanics: Andrew CrosbyBhanu Pratap PangteyNo ratings yet
- Ves 5200 R4 RDocument21 pagesVes 5200 R4 RdanikakaNo ratings yet
- M16a3 Upper SpecsDocument1 pageM16a3 Upper SpecsMosinNo ratings yet
- Status Item PolysiusDocument44 pagesStatus Item PolysiusmoddysNo ratings yet
- Flow StarDocument36 pagesFlow StarfuclaNo ratings yet
- Affiliated To Anna University Chennai, Approved by Aicte-NewdelhiDocument1 pageAffiliated To Anna University Chennai, Approved by Aicte-NewdelhiRamNo ratings yet
- Bomba Vertical Lincoln 84804Document9 pagesBomba Vertical Lincoln 84804maraujo100% (1)
- Bending Departure Alor 280621Document12 pagesBending Departure Alor 280621AditNo ratings yet
- MOD, 6.283mm Pitch: Worm STEEL 214 M15 - En202Document4 pagesMOD, 6.283mm Pitch: Worm STEEL 214 M15 - En202roger1231175No ratings yet
- Gear CouplingsDocument15 pagesGear CouplingsVishweshwar MadhavNo ratings yet
- Pumpa Za BusilicuDocument25 pagesPumpa Za BusilicuRade ČikarićNo ratings yet
- cs921vt Tcf85510gaa-SpecDocument2 pagescs921vt Tcf85510gaa-SpectetaniaNo ratings yet
- 01 Rigging and Lifting Plan GTG-2 GeneratorDocument2 pages01 Rigging and Lifting Plan GTG-2 GeneratorHamzaNoumanNo ratings yet
- Fire Panel SLD Circuit PLC CompleteDocument18 pagesFire Panel SLD Circuit PLC CompleteASHISH GORAINo ratings yet
- Operational Qualification Protocol Cum Report FOR Paste KettleDocument19 pagesOperational Qualification Protocol Cum Report FOR Paste KettleNur Nabi RashedNo ratings yet
- Concrete Slump Tests - Measuring The Workability of Concrete - Total ConcreteDocument7 pagesConcrete Slump Tests - Measuring The Workability of Concrete - Total ConcreteMOHAMED ELMASLAMANYNo ratings yet
- Model Paper - FMEMDocument2 pagesModel Paper - FMEMBodhi SealNo ratings yet
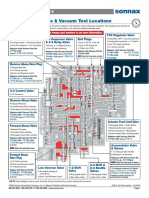
- Critical Wear Areas & Vacuum Test Locations: 4L60-E - Valve BodyDocument4 pagesCritical Wear Areas & Vacuum Test Locations: 4L60-E - Valve BodyMohammed MochrifNo ratings yet
- Mechanics of Deformable Bodies MEC32Document13 pagesMechanics of Deformable Bodies MEC32Data StatsNo ratings yet