P.R Explaning
P.R Explaning
Download as doc, pdf, or txt
You might also like
- TMT 55 HT XT Parts ManualDocument328 pagesTMT 55 HT XT Parts ManualOskars Rozefelds0% (1)
- Universal Lathe C0636ax1000Document2 pagesUniversal Lathe C0636ax1000Alireza KazemiNo ratings yet
- IMBIL Slurry Pumps General Technical CatalogueDocument39 pagesIMBIL Slurry Pumps General Technical CatalogueCardoso MalacaoNo ratings yet
- 13-5m Annular Bop Operation ManualDocument20 pages13-5m Annular Bop Operation ManualJaime Yovany Rodriguez100% (1)
- R 8 PDFDocument9 pagesR 8 PDFUriel MFNo ratings yet
- Roll Pass Design For BarsDocument20 pagesRoll Pass Design For BarsSøhaila Samy100% (5)
- Maric - Screw Type - Stainless Steel 2-1Document2 pagesMaric - Screw Type - Stainless Steel 2-1naz miNo ratings yet
- Cameron - Type U BOPDocument38 pagesCameron - Type U BOPJohn Alexander Bonilla AngelNo ratings yet
- Operating Operating Operating Operating Manual Manual Manual ManualDocument32 pagesOperating Operating Operating Operating Manual Manual Manual ManualKurniadi Wibowo100% (1)
- Data Sheet 15-63-3-A - eDocument9 pagesData Sheet 15-63-3-A - eMarko PalekaNo ratings yet
- Hyva Gear Pump: ALPHA Gear Pump BI - 4H5 Bi-Rotational / Flange ISO 4 HolesDocument2 pagesHyva Gear Pump: ALPHA Gear Pump BI - 4H5 Bi-Rotational / Flange ISO 4 HolesRidlon PrimatamaNo ratings yet
- Pneumatic Connectors PDFDocument95 pagesPneumatic Connectors PDFYuDiNo ratings yet
- 66dx30g1i HDocument4 pages66dx30g1i HRichardValenciaNo ratings yet
- CX SeriesDocument2 pagesCX Seriesaaron mufukNo ratings yet
- Cat Pump Part List 67dx39g1iDocument4 pagesCat Pump Part List 67dx39g1iJorge M M100% (1)
- API 16A ProductsDocument8 pagesAPI 16A ProductsJames Zhou100% (1)
- RS-13 5-8-5m Annular BOP Operaion ManualDocument6 pagesRS-13 5-8-5m Annular BOP Operaion ManualAlexsandro Cordeiro75% (4)
- Hose 1Document6 pagesHose 1ramalingam6874No ratings yet
- Pistoletes Atlas CopcoDocument3 pagesPistoletes Atlas CopcoJose MYCNo ratings yet
- Evo Turbos ChartDocument1 pageEvo Turbos ChartAndiNo ratings yet
- BOP TrainingDocument83 pagesBOP TrainingMiguel Angel Marenco Montero100% (1)
- CH 2 Bits 11sep2013 (A 05size) - 20130924122704.817 - XDocument12 pagesCH 2 Bits 11sep2013 (A 05size) - 20130924122704.817 - Xfatehul alamNo ratings yet
- Graseras AlemitesDocument37 pagesGraseras Alemitesjoroma58No ratings yet
- Oilfield PDC Drill Bits Atlas CopcoDocument8 pagesOilfield PDC Drill Bits Atlas CopcoElgi Alam PangestuNo ratings yet
- Drill Pipe Shearing RequirementsDocument1 pageDrill Pipe Shearing RequirementsAlexander KlmNo ratings yet
- BCN3D Moveo BOMDocument2 pagesBCN3D Moveo BOMPurendra VishwakarmaNo ratings yet
- 1358X10000psiRamBopManual 20220630161437.136 XDocument41 pages1358X10000psiRamBopManual 20220630161437.136 XJuan Felipe Garza GNo ratings yet
- Ram-Type BOPs U BOP at BULLET UII BOP UL PDFDocument24 pagesRam-Type BOPs U BOP at BULLET UII BOP UL PDFEnrique HortaNo ratings yet
- Hc25 Specification SheetDocument2 pagesHc25 Specification SheetHarold BendezuNo ratings yet
- BX SeriesDocument2 pagesBX Seriesaaron mufukNo ratings yet
- BX Series Hydraulic Breaker Spec Sheet EnglishDocument2 pagesBX Series Hydraulic Breaker Spec Sheet EnglishAloysius GlassNo ratings yet
- American MFG Sae5 Parts BookDocument13 pagesAmerican MFG Sae5 Parts BookBarreno DrillingNo ratings yet
- AAP S3 Buttweld SDocument17 pagesAAP S3 Buttweld Salimsaadun alimsaadunNo ratings yet
- Conveyor List RootDocument31 pagesConveyor List RootTrisna KaranNo ratings yet
- Three Leaf Blower - 20231019160448Document15 pagesThree Leaf Blower - 20231019160448Supatmono NAINo ratings yet
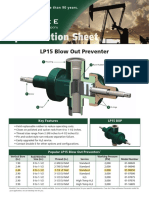
- LP15 Blow Out Preventer: Key Features Lp15 BopDocument2 pagesLP15 Blow Out Preventer: Key Features Lp15 Bopjesf_2014No ratings yet
- Fastener Tightening Specifications: 2009 Chevrolet AveoDocument5 pagesFastener Tightening Specifications: 2009 Chevrolet AveoFernando OrtizNo ratings yet
- Pressure Compensated Flow Control Valve: 1 DescriptionDocument4 pagesPressure Compensated Flow Control Valve: 1 DescriptionHaytham Ammer MushtahaNo ratings yet
- Zupcaste Pumpe 2pfDocument13 pagesZupcaste Pumpe 2pfmilokisrNo ratings yet
- Argo Hytos-Gp1 PDocument8 pagesArgo Hytos-Gp1 PJoram Marín HernándezNo ratings yet
- BOP - Type A and T PDFDocument13 pagesBOP - Type A and T PDFjulioramcaNo ratings yet
- MTC Attach A Puller SpecsDocument4 pagesMTC Attach A Puller SpecsCarlos MurilloNo ratings yet
- F132 60+iDocument4 pagesF132 60+iPriyanka KumariNo ratings yet
- Cameron Bop PartsDocument62 pagesCameron Bop PartsSurya Prakash Dubey100% (1)
- Hummer H3 Manual TransmissionDocument369 pagesHummer H3 Manual TransmissionmohamedezeldinNo ratings yet
- 3DX SchematicDocument4 pages3DX Schematicab59510% (1)
- KFF en 02-2020Document8 pagesKFF en 02-2020david mendozaNo ratings yet
- Perforadora HD155Document2 pagesPerforadora HD155anthony jimmy soto hinojosaNo ratings yet
- Boq For 160 KLD Arvindo Hospital, Jaitpura, Shibu Enterprises.Document10 pagesBoq For 160 KLD Arvindo Hospital, Jaitpura, Shibu Enterprises.Anshika RaiNo ratings yet
- GIW Technical Series: Pipe Flange BoltsDocument4 pagesGIW Technical Series: Pipe Flange BoltsTravis SkinnerNo ratings yet
- Atlas Copco Rock Drilling Tools: Quantum Leap® HammersDocument2 pagesAtlas Copco Rock Drilling Tools: Quantum Leap® HammersitangNo ratings yet
- Bits Drilling GuidelinesDocument8 pagesBits Drilling GuidelinesNeil46100% (2)
- 11-5K Annular BOP Operation ManualDocument20 pages11-5K Annular BOP Operation ManualAlfonso Ibarra BenavidesNo ratings yet
- 21mpa Standard Hydraulic Cylinders 21mpa Compact Type Hydraulic Cylinders 21mpa Compact Type Hydraulic Cylinders With Proximity SwitchDocument15 pages21mpa Standard Hydraulic Cylinders 21mpa Compact Type Hydraulic Cylinders 21mpa Compact Type Hydraulic Cylinders With Proximity SwitchdolensiallaganNo ratings yet
- Ratio ControllersDocument5 pagesRatio ControllersAnonymous GfPSYi4nNo ratings yet
- PVK - Proportioning Valve Diagram: Classic Performance ProductsDocument1 pagePVK - Proportioning Valve Diagram: Classic Performance ProductsHenry CanalesNo ratings yet
- Everdigm Rocktools: DTH Back HammerDocument2 pagesEverdigm Rocktools: DTH Back Hammergustavo caicedoNo ratings yet
- 7.1-16'' 10K Double Ram BOP Operation ManualDocument18 pages7.1-16'' 10K Double Ram BOP Operation ManualrahulNo ratings yet
- Kumait@steelplantech - Co.jp Kikkawat@steelplantech - Co.jpDocument10 pagesKumait@steelplantech - Co.jp Kikkawat@steelplantech - Co.jpSANTOSH TIWARINo ratings yet
- 3541 - Asbestos Free Declaration - StampedDocument2 pages3541 - Asbestos Free Declaration - StampedSøhaila SamyNo ratings yet
- Rolling Mill Check UpDocument3 pagesRolling Mill Check UpSøhaila SamyNo ratings yet
- Standard: Chemical Analysis Mechanical TestDocument1 pageStandard: Chemical Analysis Mechanical TestSøhaila SamyNo ratings yet
- Research Paper On 6th Sense TechnologyDocument8 pagesResearch Paper On 6th Sense Technologyjhwmemrhf100% (1)
- ProfileDocument5 pagesProfileprasannaNo ratings yet
- EECT6306 Miidterm Project Harshit VamshiDocument13 pagesEECT6306 Miidterm Project Harshit Vamshiafrica threeNo ratings yet
- Circuit 1 (Astar Td-700-R) : Control CircuitryDocument1 pageCircuit 1 (Astar Td-700-R) : Control Circuitrytarnoscribd100% (1)
- SLeM 8 Math 10 Q1Document9 pagesSLeM 8 Math 10 Q1Christopher Jorge BarredoNo ratings yet
- Microsoft SQL Server 2019 - Licensing Guide v2Document2 pagesMicrosoft SQL Server 2019 - Licensing Guide v2priscilaNo ratings yet
- List of SSC VocationalDocument54 pagesList of SSC VocationalCasio ManikNo ratings yet
- Hydraulic Piston: Ripple PumpsDocument8 pagesHydraulic Piston: Ripple PumpsHisham Ahmed FouadNo ratings yet
- Imeter7 Catalogue (20200903S)Document6 pagesImeter7 Catalogue (20200903S)Ronald H SantosNo ratings yet
- Arlin Balawang Santiago: Al Yarmouk, Sharjah, United Arab Emirates : +97152 239 5848 / +97150 276 5101Document3 pagesArlin Balawang Santiago: Al Yarmouk, Sharjah, United Arab Emirates : +97152 239 5848 / +97150 276 5101SIONo ratings yet
- Generally Accepted Scheduling PrinciplesDocument282 pagesGenerally Accepted Scheduling PrinciplesShashank BahiratNo ratings yet
- Game Desain Dan AsetDocument17 pagesGame Desain Dan AsetAlwan BachtiarNo ratings yet
- Anex ProjectDocument59 pagesAnex ProjectalbinjamestpraNo ratings yet
- Advanced Machine Learning: Neural Networks Decision Trees Random Forest XgboostDocument61 pagesAdvanced Machine Learning: Neural Networks Decision Trees Random Forest XgboostArun KumarNo ratings yet
- Sas12 Psy 002Document11 pagesSas12 Psy 002Ritchell AccountsNo ratings yet
- GGCN 7733Document4 pagesGGCN 7733los blancos02No ratings yet
- User Manual For ZED Registration 20.04.2022 2022Document32 pagesUser Manual For ZED Registration 20.04.2022 2022Aneesh AneeshNo ratings yet
- Erro Atendimento Com RPO Do Portal e Sem Gatilho e Sem CustomizaçãoDocument184 pagesErro Atendimento Com RPO Do Portal e Sem Gatilho e Sem CustomizaçãoTI Moldemaq0% (1)
- Pinball Nvram Game List: Plug-And-Play (No Soldering)Document16 pagesPinball Nvram Game List: Plug-And-Play (No Soldering)kdopsonNo ratings yet
- Sanitents PH Manual V1.11: Updated: 28 March 2020Document27 pagesSanitents PH Manual V1.11: Updated: 28 March 2020Phoebe Jean MalapayNo ratings yet
- 8 Steps For A Developer To Learn Apache Spark and Delta Lake PDFDocument35 pages8 Steps For A Developer To Learn Apache Spark and Delta Lake PDFjnnvacNo ratings yet
- Manual de Mantenimiento de FDRDocument130 pagesManual de Mantenimiento de FDRanderson79082No ratings yet
- Offshore Engineering Tension Leg Platform Part 1/2Document4 pagesOffshore Engineering Tension Leg Platform Part 1/2Yeho ShuaNo ratings yet
- Sunset Sunone Sa Series: The World S Future EnergyDocument2 pagesSunset Sunone Sa Series: The World S Future EnergyMatteo FrongilloNo ratings yet
- CHAPTER 13 Transmission LinesDocument3 pagesCHAPTER 13 Transmission LinesPatrick GarciaNo ratings yet
- Total StationDocument22 pagesTotal Stationsagar_srNo ratings yet
- Digital Marketing PackagesDocument6 pagesDigital Marketing Packagesvipin agarwal100% (1)
- Metering DevicesDocument8 pagesMetering DevicesKudzai ManyanyeNo ratings yet
- ABAP CDS Views With Authorization Based On Access ControlDocument18 pagesABAP CDS Views With Authorization Based On Access ControlVinay Prakash Dasari100% (3)