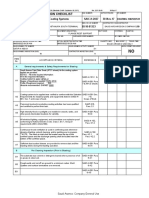
Saudi Aramco Inspection Checklist: Pre-Application Insp of Intumescent Fireproofing Mat'ls SAIC-B-2006 3-Jul-18 Mech
Saudi Aramco Inspection Checklist: Pre-Application Insp of Intumescent Fireproofing Mat'ls SAIC-B-2006 3-Jul-18 Mech
Download as xlsx, pdf, or txt
You might also like
- MSME DeclarationDocument1 pageMSME DeclarationpavanNo ratings yet
- Saudi Aramco Inspection Checklist: Review of Refractory Installation Procedure SAIC-N-2018 25-May-05 MechDocument4 pagesSaudi Aramco Inspection Checklist: Review of Refractory Installation Procedure SAIC-N-2018 25-May-05 MechAnonymous S9qBDVky100% (1)
- Saic H 2024Document2 pagesSaic H 2024usmanNo ratings yet
- Saic H 1002Document4 pagesSaic H 1002NASIR SYEDNo ratings yet
- SAIC-H-2032 Rev 7Document4 pagesSAIC-H-2032 Rev 7Satheesh Rama SamyNo ratings yet
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Pre-Application Insp of Intumescent Fireproofing Mat'ls SAIC-B-2006 30-Apr-13 MechDocument4 pagesSaudi Aramco Inspection Checklist: Pre-Application Insp of Intumescent Fireproofing Mat'ls SAIC-B-2006 30-Apr-13 Mechpookkoya thangalNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Application Insp of Intumescent Fireproofing Mat'ls SAIC-B-2006 15-Nov-17 MechDocument4 pagesSaudi Aramco Inspection Checklist: Pre-Application Insp of Intumescent Fireproofing Mat'ls SAIC-B-2006 15-Nov-17 MechAbdul HannanNo ratings yet
- Saudi Aramco Inspection Checklist: In-Process Inspection of Intumescent Fireproofing Mat'ls SAIC-B-2007 3-Jul-18 MechDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Inspection of Intumescent Fireproofing Mat'ls SAIC-B-2007 3-Jul-18 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saic B 2005Document4 pagesSaic B 2005Muhammad Ikram QurashiNo ratings yet
- Saic H 2011Document2 pagesSaic H 2011Ansar Ali VemmullyNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection ChecklistAbdul HannanNo ratings yet
- Saudi Aramco Inspection Checklist: Post-Application Insp of Intumescent Fireproofing Mat'l SAIC-B-2008 15-Nov-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Post-Application Insp of Intumescent Fireproofing Mat'l SAIC-B-2008 15-Nov-17 MechAbdul HannanNo ratings yet
- Saic H 1003Document4 pagesSaic H 1003NASIR SYEDNo ratings yet
- Saic H 2011Document2 pagesSaic H 2011zuknesedriNo ratings yet
- Saic-H-2028Document11 pagesSaic-H-2028mominNo ratings yet
- Liquid CoatingsDocument12 pagesLiquid CoatingsSUNIL RAJPUTNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Post-Application Insp of Intumescent Fireproofing Mat'l SAIC-B-2008 3-Jul-18 MechDocument1 pageSaudi Aramco Inspection Checklist: Post-Application Insp of Intumescent Fireproofing Mat'l SAIC-B-2008 3-Jul-18 Mechkarthi51289No ratings yet
- Saic H 2014Document2 pagesSaic H 2014Ansar Ali VemmullyNo ratings yet
- Saudi Aramco Inspection Checklist: Top Coating Application (Intumescent Fireproofing Matls) SAIC-B-2009 3-Jul-18 MechDocument5 pagesSaudi Aramco Inspection Checklist: Top Coating Application (Intumescent Fireproofing Matls) SAIC-B-2009 3-Jul-18 Mechkarthi51289No ratings yet
- ChecklistDocument7 pagesChecklistIkram SyedNo ratings yet
- Saic B 2004Document2 pagesSaic B 2004tayyab aliNo ratings yet
- Saic H 2015Document4 pagesSaic H 2015jerinNo ratings yet
- Saudi Aramco Inspection Checklist: Top Coating Application (Intumescent Fireproofing Matls) 15-Nov-17Document5 pagesSaudi Aramco Inspection Checklist: Top Coating Application (Intumescent Fireproofing Matls) 15-Nov-17Abdul HannanNo ratings yet
- Saudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 1-Nov-09 CivilDocument3 pagesSaudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 1-Nov-09 CivilWaleed MedhatNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection ChecklistSardar Muhamad RashidNo ratings yet
- SAIC-H-2060 Rev 4Document3 pagesSAIC-H-2060 Rev 4Anonymous 4e7GNjzGWNo ratings yet
- Saic D 2016Document2 pagesSaic D 2016Shahzad HussainNo ratings yet
- Saic D 2016Document2 pagesSaic D 2016razzak.me.enggNo ratings yet
- SAIC-H-2029Document10 pagesSAIC-H-2029rehan hussainNo ratings yet
- Saic D 2023Document2 pagesSaic D 2023razzak.me.enggNo ratings yet
- Saic H 1003Document3 pagesSaic H 1003Afzal HussainNo ratings yet
- Saudi Aramco Inspection Checklist: 1-Dec-06 Mech-Post-Application Insp of Intumescent Fireproofing Mat'l SAIC-B-2008Document2 pagesSaudi Aramco Inspection Checklist: 1-Dec-06 Mech-Post-Application Insp of Intumescent Fireproofing Mat'l SAIC-B-2008ரமேஷ் பாலக்காடுNo ratings yet
- Saic-H-2027Document3 pagesSaic-H-2027momin0% (1)
- SAIC-H-2014 Rev 7Document3 pagesSAIC-H-2014 Rev 7mohammed siddiqNo ratings yet
- Saudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Document2 pagesSaudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Abdul HannanNo ratings yet
- Saic H 1003Document2 pagesSaic H 1003Hussain Nasser Al- NowiesserNo ratings yet
- Saudi Aramco Inspection ChecklistDocument9 pagesSaudi Aramco Inspection ChecklistMainuddin AliNo ratings yet
- SAIC-H-1003 Rev 7 (Final)Document4 pagesSAIC-H-1003 Rev 7 (Final)ryann mananquilNo ratings yet
- Saudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Document8 pagesSaudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Abdul HannanNo ratings yet
- SAIC-H-1002 - Coatings and Repair Materials Receiving, InspectionDocument2 pagesSAIC-H-1002 - Coatings and Repair Materials Receiving, InspectionzuknesedriNo ratings yet
- Saic H 1003Document3 pagesSaic H 1003Anish V NairNo ratings yet
- SAIC-H-1002 Rev 7 (Final)Document2 pagesSAIC-H-1002 Rev 7 (Final)ryann mananquilNo ratings yet
- SAIC N 2034 InspofRepairstoExtErosResistRefractInst EL RevDocument3 pagesSAIC N 2034 InspofRepairstoExtErosResistRefractInst EL RevAnonymous S9qBDVkyNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistphilipyap100% (1)
- Saic B 2014Document5 pagesSaic B 2014mohammadNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-Internal SAIC-D-2003 24-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-Internal SAIC-D-2003 24-Jul-18 Mechnisha_khan100% (1)
- 26 Saic A 2009Document5 pages26 Saic A 2009Naveed ShahNo ratings yet
- SAIC-H-2026 Coating Equipment InspectionDocument3 pagesSAIC-H-2026 Coating Equipment Inspectionqq343923571No ratings yet
- Saic A 2025Document3 pagesSaic A 2025tayyab aliNo ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic D 2003Document3 pagesSaic D 2003tayyab aliNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistphilipyapNo ratings yet
- Saic D 2025Document12 pagesSaic D 2025Md ShariqueNo ratings yet
- Saic H 2023Document2 pagesSaic H 2023Anish V NairNo ratings yet
- Saic e 2002Document10 pagesSaic e 2002jerinNo ratings yet
- Saudi Aramco Inspection Checklist: Foam Generating Equipment - Installation Insp & Testing SAIC-B-2014 15-Nov-17 MechDocument5 pagesSaudi Aramco Inspection Checklist: Foam Generating Equipment - Installation Insp & Testing SAIC-B-2014 15-Nov-17 MechAbdul HannanNo ratings yet
- Saic L 2007 PDFDocument7 pagesSaic L 2007 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistரமேஷ் பாலக்காடுNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Fire Alarm System - Pre-Commissioning Inspection SAIC-B-6108 3-Jul-18 InstDocument17 pagesSaudi Aramco Inspection Checklist: Fire Alarm System - Pre-Commissioning Inspection SAIC-B-6108 3-Jul-18 Instkarthi51289No ratings yet
- TWAD - Hdpe Certificate - 75231 Sudhakar 90mmDocument2 pagesTWAD - Hdpe Certificate - 75231 Sudhakar 90mmkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 3-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 3-Jul-18 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Pre-Test Inspection of API Tanks SAIC-A-2026 3-Jul-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Pre-Test Inspection of API Tanks SAIC-A-2026 3-Jul-18 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Leaks For Tightness Testing SAIC-A-2024 3-Jul-18 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Leaks For Tightness Testing SAIC-A-2024 3-Jul-18 Mechkarthi51289100% (1)
- Saudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 3-Jul-18Document5 pagesSaudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 3-Jul-18karthi51289No ratings yet
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289No ratings yet
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Depressurization & Disposal of Hydrotest Water SAIC-A-2017 3-Jul-18 MechDocument1 pageSaudi Aramco Inspection Checklist: Depressurization & Disposal of Hydrotest Water SAIC-A-2017 3-Jul-18 Mechkarthi51289No ratings yet
- 0625 - s22 - QP - 4 (Extended) 1 PDFDocument16 pages0625 - s22 - QP - 4 (Extended) 1 PDFJoey DingNo ratings yet
- Wa815 / Za815 Websphere Application Server V8.5.5 Performance TuningDocument11 pagesWa815 / Za815 Websphere Application Server V8.5.5 Performance TuningBi BôngNo ratings yet
- New OXE Features Introduced in OXE R12.4/M5.204.2.b/M5.204.7.cDocument51 pagesNew OXE Features Introduced in OXE R12.4/M5.204.2.b/M5.204.7.clocuras34100% (1)
- Woodward Governor'S Troubleshooting and Rectification: A Case On Jamuna Fertilizer Company PerspectiveDocument0 pagesWoodward Governor'S Troubleshooting and Rectification: A Case On Jamuna Fertilizer Company PerspectiveSofiane HalimiNo ratings yet
- Are Edtech Valuations in A Bubble?: June 2021Document23 pagesAre Edtech Valuations in A Bubble?: June 2021S1626No ratings yet
- Equalizador de Linea ArrisDocument4 pagesEqualizador de Linea ArrisMaria RodriguezNo ratings yet
- Merchandising OperationsDocument27 pagesMerchandising OperationsAbegail Lheani GuiaNo ratings yet
- Experian Corporate Report: Particulars of The Subject Provided by YouDocument6 pagesExperian Corporate Report: Particulars of The Subject Provided by YouIman AzimNo ratings yet
- Financial Statement AnalysisDocument5 pagesFinancial Statement AnalysisShane Tabunggao100% (1)
- PALFINGER MARINE Product Brochure 2015Document1 pagePALFINGER MARINE Product Brochure 2015Hugo Vco RvaNo ratings yet
- Band A 聽力模擬考 簡體 listening test (simplified)Document12 pagesBand A 聽力模擬考 簡體 listening test (simplified)Simon AllenNo ratings yet
- Overview and Present Status of Technical Textiles in IndiaDocument34 pagesOverview and Present Status of Technical Textiles in IndiaRohit SinghNo ratings yet
- Kurzweil K2000 Display UpgradeDocument12 pagesKurzweil K2000 Display UpgradeDana OsbornNo ratings yet
- PetroHRA Guideline Rev1 Jan2017Document239 pagesPetroHRA Guideline Rev1 Jan2017Luciana GarciaNo ratings yet
- Organizational Restructuring of MPLS NOCDocument2 pagesOrganizational Restructuring of MPLS NOCVIKRANTNo ratings yet
- Ijfeat: Application of Electrostatic Precipitator in Cement PlantDocument7 pagesIjfeat: Application of Electrostatic Precipitator in Cement PlantElwathig BakhietNo ratings yet
- Electronic Engineering General KnowledgeDocument2 pagesElectronic Engineering General KnowledgeYisel Perez Ortiz100% (1)
- Yeast ExperimentDocument2 pagesYeast ExperimentJames Knowell0% (1)
- Atita EngineDocument36 pagesAtita EngineSara AzamNo ratings yet
- ST 720 ST 726 High Range Conductivity Temperature Sensor DataSheetDocument3 pagesST 720 ST 726 High Range Conductivity Temperature Sensor DataSheetSujith Panikkadan unnikrishnanNo ratings yet
- Causation Statham ReviewDocument2 pagesCausation Statham ReviewMilan MatejicNo ratings yet
- GSM Based Fault Monitoring SystemDocument23 pagesGSM Based Fault Monitoring SystemSanjana Singh100% (1)
- Warehouse Management Systems and Logistics ManagementDocument1 pageWarehouse Management Systems and Logistics ManagementSanjay RamuNo ratings yet
- Geo Certificate rf2-2021 Tensar Re500Document9 pagesGeo Certificate rf2-2021 Tensar Re500samiNo ratings yet
- International StrategyDocument34 pagesInternational StrategymanicatewatiaNo ratings yet
- Liquid Vapor Equilibrium Evaporation CondensationDocument1 pageLiquid Vapor Equilibrium Evaporation CondensationNurulThaqifah BaharumNo ratings yet
- DBA Cipriano Catherine Kris - Article Review Mang InasalDocument10 pagesDBA Cipriano Catherine Kris - Article Review Mang InasalRosel CIprianoNo ratings yet
- I Arrive For My Interview With Chloe Kelling and IDocument7 pagesI Arrive For My Interview With Chloe Kelling and IKellyNo ratings yet
- Assembling, Simulating, and Recording Robot Videos As An Effort To Motivate Middle School Students and Teachers of Science in Bengkulu ProvinceDocument11 pagesAssembling, Simulating, and Recording Robot Videos As An Effort To Motivate Middle School Students and Teachers of Science in Bengkulu ProvinceIAES International Journal of Robotics and AutomationNo ratings yet