
Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economy
Uploaded by
varatharajan g rCopyright:
Available Formats
Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economy
Uploaded by
varatharajan g rOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economy
Uploaded by
varatharajan g rCopyright:
Available Formats
Commissioning of the First
Ammonia-Urea Complex
A Challenging Venture for the Vietnamese Economy
D. Cimarelli, S. Sridharan
Technip Italy
Phung Anh Tuan
Petrovietnam
INTRODUCTION ership of Technip Italy. Technip Italy scope of work is
overall project management, basic design, training and
T he Phu My Fertilizer Plant is the first large
size industrial chemical plant ever built in
Vietnam. Plant owner is Petrovietnam, the
Vietnam state company for oil, gas, petrochemicals
and fertilizers. The Plant is located in Phu My, in the
commissioning of the whole Fertilizer Plant, detailed
engineering, procurement of ammonia unit and steam
and power generation units.
Samsung Engineering scope of work is construction
and pre-commissioning of the whole Fertilizer Plant,
Industrial Zone of Baria - Vung Tau province. detailed engineering and procurement of urea unit,
The plant uses natural gas as feedstock. utilities generation and off-site units.
The nameplate capacity is 2200 MTPD of Prilled Urea
with a Biuret content of less than 1% wt, while the
nameplate capacity of Ammonia plant is 1350 MTPD PROJECT SCOPE
with 99.9% purity.
Haldor Topsøe A/S is the process licensor for ammo- The Contract between Petrovietnam and the Con-
nia technology while BASF is the licensor for the CO2 sortium Technip Italy and Samsung is a LSTK EPCC
removal section. Contract (Engineering, Procurement, Construction and
Snamprogetti is the process licensor for urea technol- Commissioning) including the following facilities and
ogy. services.
The main contractor is a consortium between Technip – Ammonia Plant producing 1350 MTPD of ei-
Italy and Samsung Engineering Korea under the lead- ther refrigerated ammonia to storage or hot
ammonia to Urea Plant and 1650 MTPD of
2005 57 AMMONIA TECHNICAL MANUAL
Ammonia Block Diagram
Carbon Dioxide at ammonia nameplate capac-
ity; 1790 MTPD at Front End over capacity
– Urea Plant producing 2200 MTPD (Name-
Plate capacity, over capacity 2385 MTPD) of
Prilled Urea.
– Power & Steam Generation facilities (22 MW,
a portion of which is exported, & 50 MTPH of
40 barg steam)
– Utilities and Off-sites facilities
– Buildings
– Project Management & Control
– Basic & Detailed Engineering
– Procurement, including Catalyst & Chemicals
– Transportation – Urea Purification & Medium Pressure CO2 &
– Soil improvement NH3 Recovery
– Construction – Urea Purification & Low Pressure CO2 & NH3
– Commissioning, including Performance Test Recovery
Runs – Urea Concentration
– Training (Overseas: Licensors, similar Am- – Urea Prilling
monia and Urea Plants, Operation & Mainte- – Urea Waste Water Treatment
nance for Main Machinery) – Urea Flare & Venting
– Supervising (Construction & Commissioning)
– Owner’s Resident Engineers in Contractor’s Urea Block Diagram
Home Office
Owner provided river water intake with associated
facilities, river water pumping station, and intercon- CARBONATE
RECYCLE
CARBONATE
RECYCLE
necting piping up to battery limits. CO 2
L.P.
M.P.
H.P. DEC. AND UREA VACUUM UREA PRILLING
DEC. AND
SYNTHESIS RECOVERY CONC. SECTION
RECOVERY
PLANT CONFIGURATION SECTION
SECTION
SECTION SOL. SECTION SOL.
UREA
UREA UREA
PRODUCT
The plant consists of the following units: SOL. SOL.
NH3
– Ammonia Plant PROCESS
CONDENSATE
– Urea Plant TREATMENT
SECTION
H2O
– Utilities
– Off-sites Utilities
– Others – Auxiliary Steam Generation
Within each plant the following sections can be – Gas Turbine Power Generation & WHRB
identified: – Raw water
Ammonia Plant Sections – Potable water
– Desulphurization, Reforming & CO Conver- – Demineralized Water
sion – Cooling Tower Water
– CO2 Removal & Methanation – Fresh Cooling Water
– Compressors and Drivers – Fire Fighting system
– Synthesis Loop – Instrument & Service air
– Refrigeration Circuit – Liquid Nitrogen Plant and Nitrogen distribu-
– Ammonia & Hydrogen Recovery tion
– Process Condensate Stripping – Fuel gas
Urea Plant Sections
– CO2 Compression
– Urea Synthesis
– High Pressure CO2 & NH3 Recovery
AMMONIA TECHNICAL MANUAL 58 2005
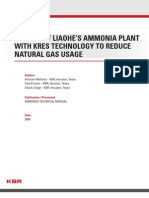
FERTILIZER PLANT CONFIGURATION
AMMONIA AMMONIA AMMONIA
UNIT STORAGE DISPATCHING
1350 MTPD 35000 M3 85 M3/H
UREA UNIT UREA BULK UREA BAGGING & UREA STORAGE
2200 MTPD STORAGE PALLETIZING 10000 MT
150000 MT 6x800 BAGS/H PALLETIZED
& DISPATCHING
POWER & STEAM HP&LP FUEL GAS STEAM & BFW FLARE
GENERATION SYSTEMS SYSTEM SYSTEMS
22 MW / 50 MT/H 140 MT/H / 330 MT/H
RAW WATER FIRE WATER POTABLE WATER DEMI WATER & MIX
SYSTEM SYSTEM SYSTEM BEDS SYSTEMS
300 M3/H 900 M3/H 45 M3/D 3x150 & 200 M3/H
RIVER WATER COOLING TOWER FRESH COOLING
SYSTEM (OWNER) WATER SYSTEM WATER SYSTEM
3000 M3/H 30000 M3/H 15000 M3/H
SERVICE & NITROGEN
INSTRUMENT AIR SYSTEM
SYSTEMS 4200 NM3/H 1000 NM3/H
SEWER & STORM WASTE WATER
WATER SYSTEMS SYSTEMS
ADMINISTRATION ELECTRICAL DCS & CONTROL
BUILDINGS SYSTEM SYSTEM
2005 59 AMMONIA TECHNICAL MANUAL
Off-Sites at low steam to carbon ratio, can be applied, and the
– Cold Ammonia Storage & Loading energy consumption is minimized.
– Urea Bulk Storage & Handling Compression
– Urea Bagging & Palletizing
The air compression is done by means of a two-
– Flares
casing centrifugal compressor. The refrigeration of the
– Waste Water Treatments
synthesis loop is done by means of a one-casing cen-
– Sewage & Storm-Water
trifugal compressor. The make-up gas is compressed in
Others
a two-casing centrifugal compressor. Part of the sec-
– Buildings
ond casing forms the re-circulation compressor. The
– Electrical System
compressors are driven by steam turbines.
– DCS & Control Systems
Ammonia Synthesis Loop
The Topsøe low energy loop is based on the Top-
MAIN PROCESS FEATURES søe S-200 radial flow converter with indirect cooling
between the beds and operating at 135 Barg.
This chapter describes the process features of the
Waste heat recovery is made by generation of 110
main and most critical units:
Barg steam.
– Ammonia unit
The make-up gas is added to the loop upstream of
– Urea unit
the last chiller to remove traces of carbon dioxide and
– Steam & Power unit
water vapor by co-condensation so that the risk of poi-
– Cooling water unit
soning the synthesis catalyst with these compounds is
eliminated without the use of molecular sieves.
Ammonia Unit Purge gas is drawn from the loop after the second
The ammonia unit process layout is based on Top- cold exchanger where the gas has its maximum content
søe low energy technology that is briefly described of inerts. The purge gas is first routed to the ammonia
below. recovery and then to hydrogen recovery membrane
unit.
Steam Reforming
The Topsøe steam reformer is a side-wall-fired re- Urea Unit
former with radiant burners ensuring a good control of
the tube wall temperatures allowing operation at a very The urea unit process layout is based on Snampro-
high average heat flux without the risk of ‘hot spots’ getti technology that is basically a total recycle strip-
on the tube surface. ping process using excess ammonia as the self-
The Topsøe steam reformer has been used in more stripping agent for carbon dioxide in an in-tube falling
than 150 plants demonstrating a high degree of reli- film exchanger (stripper with bi-metallic tubes) operat-
ability both with respect to trouble-free operation and ing at the urea reactor pressure.
mechanical durability. The secondary reformer, in- The separated carbon dioxide and ammonia are re-
cluding nozzle burner, follows the primary reformer. combined as ammonium carbamate at urea reactor
The Reformed Gas heat is recovered in the Waste Heat pressure and are returned, without pumping, to the re-
Boiler 1 by generating 110 barg steam. A 110 barg actor for conversion to urea.
steam super-heater follows the WHB 1. Approximately 85% of the carbon dioxide feed is
The shift section comprises high and low tempera- converted into urea within the high-pressure synthesis
ture shift converters. Shifted gas heat is recovered in loop and only about 15% of it must be pumped back to
the WHB 2 by generating 110 Barg steam. the reactor as ammonium carbonate solution from
Carbon Dioxide Removal lower pressure.
The high NH3/CO2 ratio used in the process (3.3 to
Combined physical and chemical absorption (aM- 3.6), combined with a temperature of 188 to 190°C
DEA process from BASF) has been chosen for the and a pressure of approximately 156 barg, permits a
carbon dioxide removal. conversion yield in the reactor of 63%, giving also
When the aMDEA process is used, all low-energy very high flexibility and operability.
features of the ammonia process, including reforming
AMMONIA TECHNICAL MANUAL 60 2005
The large excess of ammonia: Steam & Power system
– minimizes corrosion problems and therefore Auxiliary Steam & Power Generation systems are
using a minimum amount of passivation air fully integrated with ammonia and urea units in order
– combined with the use of zirconium in the to minimize energy consumption. Power generation
stripper permits operation at a temperature of (22 MW) is done by means of turbo-gas generator with
more than 200°C and “close-in” operation of waste heat recovery generating 50 MTPH of 40 barg
the synthesis loop for several days and allows steam. An auxiliary boiler (140 MTPH of 40 barg
lower unit turndown steam) is also provided for start up and to close plant
– reduces the tendency of biuret formation in steam balance.
the system
– allows working with low CO2 concentration
Cooling Water unit
solutions in the recovery sections
Every effort has been also made in the design of The unit includes the following systems:
the plant to avoid pollution problems coming from the
following sources: – Cooling Towers
– Ammonia from inert vents – Cooling Tower Water Pumps
– Ammonia and urea in liquid effluents
– Urea dust in the exhaust air from prilling – Plate Heat Exchangers
tower – Fresh Cooling Water Pumps
In order to minimize emissions the following has – Expansion Vessel
been implemented:
– Water scrubbing is provided for all the vents – Chemicals dosing packages
to recover the ammonia in the inerts.
– A liquid effluent treatment system fully- Cooling towers use brackish river water to make
integrated into the process is provided to re- up the evaporation, blow-down and drift losses.
cover ammonia and carbon dioxide (by distil- Due to the high content of chlorides(18000 ppm)
lation) and to eliminate the urea (by hydroliza- in river water, cooling tower cycles of concentration is
tion). The purified process condensate is kept to a value of 1.2.
reused as boiler feed water. Circulating cooling tower water is directly used in
– The natural draught prilling tower minimizes all turbine and ammonia condensers, made of titanium.
emissions of urea dust to the atmosphere Process heat in ammonia, urea and utilities units of
(lower than 40 mg/Nm3 of air without any de- the plant is removed by fresh cooling water circulating
dusting system. in a closed circuit and in turn cooled down in a bank of
– Sulfuric acid can be added to the urea melt in plate heat exchangers by means of the circulation cool-
order to block free ammonia as ammonium ing tower water.
sulfate and minimize ammonia emissions from Circulating cooling tower water is conditioned by
prilling tower top. dosing suitable chemicals.
– A low pressure flare system is provided. The The operating parameters for the Ammonia/Urea
flare stack collects the process vents where Plant cooling water users are as follows :
possible NH3 emission may be expected dur-
ing abnormal operating condition. Cooling Tower water ∆T = 9oC
– A vent system has been provided to collect Circulation rate 30000 m3/h
safety valve discharges. The vent is located on
prilling tower top to help gas dispersion. The Fresh Cooling water ∆T = 9oC
gas is non-combustible due to the content of Circulation rate 15000 m3/h
CO2 and steam. Interlock systems have been
implemented to minimize discharge flow rates
in order not to have dangerous concentration
of ammonia at ground in the worst expected
weather conditions.
2005 61 AMMONIA TECHNICAL MANUAL
PROJECT PHASES Due to the tight schedule and the shortage of experi-
enced people at the site adhering the construction
schedule was a difficult task. A very detailed program
Plant Design with delivery, construction, pre-commissioning and
commissioning activities was developed. Critical path
It was very important that, during basic engineer- control by updating the master schedule was made. A
ing phase, all the project teams (Technip, Samsung, tailored Inspection, Testing & Plan System were estab-
Owner, PMC, Certifying Agent) could centralize (in lished to assure and control the construction quality.
Rome Technip Italy offices) the experienced man- Unit/System wise completion procedure was applied.
power resources to finalize project specification, in-
quiries of long-lead critical items and to issue P&ID’s, Training
equipment specifications, plant layout and to attend
Hazop sessions. The presence of Owner’s Engineers The contractual scope of work also included the
speeded up approval of documents and contributed to comprehensive training of more than 700 customer
finalize project documents, also improving, at the same personnel who would staff the Complex.
time, the team building. The close cooperation, among Technip Italy developed a set of added-value per-
all involved parties, during this critical phase was fun- formance improvement solutions in line with Pet-
damental to create a thorough knowledge of the project rovietnam’s massive organizational and learning re-
for the personnel of the Owner, Petrovietnam. quirements.
Detailed design has been developed in Rome and After conducting a systematic analysis of envi-
in Seoul according to the splitting of the scope of the ronmental and organizational factors that revealed the
work. full extent of Petrovietnam’s organizational and human
3D Computer Aided Drafting (CAD) integrated performance needs, Technip project management team
design was used for all engineering disciplines, with and customer managers identified a set of training so-
walk-through model features. Plant design review was lutions designed to develop organizational and work-
done by going through the 3D model checking oper- force performance tightly linked to the Fertilizer Com-
ability, accessibility, maintenance spaces, safety dis- plex’s business goals:
tances, emergency routes, etc. – Provision of expertise to Petrovietnam in re-
AIM DIRECTA electronic document management spect of organizational development, person-
system, including filing, has been used to ensure a nel selection & recruitment, and their subse-
continuous real-time link between the engineering cen- quent in-house orientation/pre-learning
ters and the job-site – Training of key management and technical
IN-TOOL procedure was used for optimized in- staff outside Vietnam at similar ammonia and
strumentation engineering management urea producing plants in Indonesia and India,
In-house developed automated procedure has been equipment manufacturer workshops in Europe
used for field material management. and Far East, and process licensor engineering
centers in Denmark (Haldor Topsøe) and Italy
Procurement (Snamprogetti)
– Training of all personnel (management, opera-
The prompt preparation of the project specification tions, maintenance, technical support) at the
as described above allowed a very fast procurement Phu My plant site during the phases of plant
campaign, especially for critical and long delivery construction and pre-commissioning
items. Technip Italy and Samsung inquired separately – Supply of a dynamic Operator Training Simu-
for bulk material, such as instrumentation and piping lator (OTS) to develop process control and
valves, but purchasing was centralized so to have troubleshooting skills in a realistic, risk-free
faster delivery and, above all, uniform supply to the learning environment
Owner. – Supply of a real-time Management Informa-
tion System (MIS) to convert process and
Construction plant data into business information for man-
agement decision-making
Construction activities have been performed as
much as possible with Vietnamese Sub-Contractors.
AMMONIA TECHNICAL MANUAL 62 2005
The management of the systematic design, the de- Important milestones
velopment of these solutions and the timing of the de-
livery of each solution, to meet the workforce avail- • 10 April 2004 Start of commissioning activity
ability requirements of the Fertilizer Complex project - first steam and feed natural gas to primary
schedule, was spread over a period of 24 months reformer
Deployment of each training solution inside and • 20-29 April 2004 – Time taken to stabilize the
outside Vietnam was supported by detailed logistical entire front end of the plant up to methanator
planning (physical facilities, travel and accommoda- at 100 % for the very first time was 9 days (as
tion, visas, learning documentation, secretarial ser- one continuous start-up step).
vices, protective clothing & gear, etc) which gave • 22 May 2004 – First ammonia production
stakeholders more time to concentrate on the job at • Time to produce first ammonia from the
hand: the systematic development of enabling per- first feed barring shutdown days is 11 days.
formance to meet the Complex’s organizational and This includes 65 hours of ammonia converter
performance goals. catalyst reduction time and 36 hours of Low
Petrovietnam’s managers now have an organiza- temperature Shift catalyst reduction.
tional model upon which they can build, and use as a • 13-22 May 2004 – On a continuous basis after
basis for future plant investments in the petrochemical synthesis gas compressor and turbine were
sector. They also have organizational tools to bridge normalized, the time taken to achieve the first
Vietnam’s business and industrial culture with the de- ammonia production from cold start of the
mands of international cooperation. primary reformer was 9 days.
In human resource terms, Petrovietnam now boasts • 29 May 2004-5 June 2004 – Time taken to
a nucleus of young, motivated technical managers and stabilize the entire ammonia plant including
discipline specialists who over time will reinforce and ammonia and hydrogen recovery units at 100
disseminate their acquired knowledge, skills and com- % for the very first time was 7 days (as one
petence throughout the Fertilizer Complex, the Pet- continuous start-up step).
rovietnam organization, and the Vietnamese economy. • 13÷16 June 2004 – Completion of interim
performance test of ammonia plant at 101 %
Commissioning rate fulfilling the performance guarantee val-
ues and ratified by Haldor Topsøe Site Proc-
The Phu My Fertilizer Plant (PMFP) was success- ess manager.
fully commissioned, stabilized, performance test guar- • 26-28 August 2004 – Stable run of the am-
antees fulfilled and handed over to the owner on 21st, monia plant as part of the entire complex run.
September 2004.
• 29 August 2004-2 September 2004 – Final
From the start of commissioning of ammonia plant
performance test of the ammonia plant as part
(10 April 2004) to the completion of all test runs of the
of the entire complex run fulfilling all guaran-
entire PMFP, to the satisfaction and acceptance of the
tee values shown in brackets.
owner, the time taken is 5 months and six days. This
is, no doubt, an excellent achievement for a project of
this size.
Ammonia Plant Commissioning
The 1350 MTPD Topsøe ammonia plant has been
stabilized, just after commissioning at 102 % with eve-
rything in perfect shape, practically straight lines in
DCS screen with no alarms appearing over a day’s op-
eration and requiring practically no human interven-
tion.
During the entire intensive commissioning (and
pre-commissioning) period till the hand-over to the
owner, there were no safety-related incidents/accidents
and dangerous environmental releases/ accidents
2005 63 AMMONIA TECHNICAL MANUAL
6
No. of Trips 3
IS-1
Non IS-1
2
0
April May June July August Septem ber
IS-1 4 6 1 0 0 0
Non IS-1 0 0 0 3 1 2
PMFP Vietnam Ammonia Plant Trip History
35
30 5
25 13
15
20
Days
15
27
17
10
18
16
5
4
0 M ay /
J u ly Aug. Sept
June
R un days 5 13 15 17
D o w n t im e d a y s 27 18 16 4
M o n th
PMFP Vietnam Urea Plant
Downtime History
AMMONIA TECHNICAL MANUAL 64 2005
Ammonia plant at Name-Plate capacity Achievements
96 + 6 hours test Many achievements were realized during the
course of commissioning of the ammonia plant, the
Ammonia production, MTPD as 100 % NH3 most notable of which are listed below:
1371 (1350)
CO2 production, MTPD as 100 % CO2 1. Complete absence of safety/environmental re-
1659 (1650) lated accidents.
Energy = Feed & Fuel minus HPS export, GJ/MT NH3 2. Relatively very short time - 11 days - to pro-
27.99 (28.8, LHV) duce the first ammonia.
Net specific Energy Consumption GJ/MT NH3 3. Very fast and robust optimization of the am-
30.25 (31.15) monia plant at a stable 102 %. Time taken was 7
days.
NOx in flue gas Primary reformer stack, ppm vol
4. Very fast S200 ammonia converter (HTAS)
30.4 (100)
catalyst reduction – 65 hours.
CO2 production for Urea rate at 108%, MTPD CO2
5. No plant trips due to process upsets and oper-
1813 (1790) ating errors though there were spurious primary
with MTPD NH3 reformer trips due to instrument and electrical
1359 (1350) faults.
6. No primary reformer trip due to furnace
Reasons for success draught in spite of severe winds, rain and loss of
The success story of ammonia plant was achieved off gas to the furnace (fluctuations were totally
principally due to the following: eliminated due to modification carried out on the
impulse lines of draught transmitters and stable
1. Intensive and sustained hard work, “never say good performance from John Zink burners).
die” attitude, of a very small but effective and 7. Optimal stabilization of 108/40 barg steam
knowledgeable team of commissioning staff (14). letdown system activation on trip of synthesis gas
2. Concerted hard work by instrument and me- compressor in the very first instance.
chanical maintenance staff and DCS engineer in 8. Build-up of a very cohesive and strong com-
collaboration with ammonia commissioning man- missioning group as demonstrated below:
ager. - The successful commissioning was achieved
3. The effervescence and high positive energy of with a bare minimum number of operation
commissioning team that could motivate all the staff, 2÷3 field supervisors and 2 DCS super-
people to achieve the final objective with success. visors per 12 hours shift.
4. The strength of the Topsøe process. - Two primary reformer trips occurred in the
5. Consistent and very good ability to procure same 12 hour shift due to electrical fault on
quality critical plant equipment (and in time) that induced draft fan motor – After the first trip,
performed very well in spite of the initial plant the front end of the plant was re-started (hot
trips. start-up) in less than 8 hours and when the
6. Excellent refractory dry out of primary re- plant tripped again, the plant was safely iso-
former cold collector and secondary reformer en- lated. This shows the tenacity and the techni-
sured the complete absence of hot spots, catastro- cal strength of the group.
phic refractory failure and fouling in waste heat - After the first ammonia production was
boilers. achieved and converter catalyst reduction
7. The auxiliary steam boiler was so responsive completed by 25 May 2004, four consecutive
in times of steam crisis that an additional 80 TPH primary reformer trips occurred (25-29 May
of steam could be raised in 2-3 minutes time, very 2004) due to electrical and instrument faults.
much needed in a steam reforming process. Each time, after the total trip, the entire am-
8. The shutdowns caused by either spurious trips monia plant was started and stabilized in 12
or equipment problems were converted into oppor- hours time without any abnormalities or proc-
tunity shutdowns to carry out valuable corrective ess parameter excursions.
maintenance work.
2005 65 AMMONIA TECHNICAL MANUAL
- Stabilization of ammonia production in less 24 August 2004 – Urea plant restarted.
than 3 hours at 102 % after a secondary re- 26-28 August 2004 – Stable run of the urea plant
former trip. Secondary reformer trip is one of (100 % rate) as part of the entire complex run com-
the most difficult to handle due to steam im- pleted.
balance. However, with the steam system so 29 August-1 September 2004 – Final perform-
well stabilized, all the three steam turbine ance test of the urea plant (100% rate) as part of the
driven synthesis gas, process air and ammonia entire complex run was successfully completed, fulfill-
refrigeration compressors were running in no ing all guarantee values shown in brackets.
load condition with the auxiliary boiler being 2 September 2004 – Final performance test of the
taken up to the maximum load of 140 TPH urea plant at 108% rate for 6 hours and 120% rate of
from 60 TPH in ~ 3 minutes time. prilled urea production for 6 hours duration were suc-
- Excellent trouble-shooting and problem solv- cessfully completed.
ing ability ensured that the right modifications 3-21 September 2004 – Urea plant was running at
were judiciously implemented, either before 100% rate with a few plant shutdowns.
the problem occurred or immediately after the 21 September 2004 – Operation and maintenance
occurrence of a problem. of the Urea plant and the entire complex was handed
9. Last but not the least, a very steady and opti- over to the owner operators, PVFCCo at 24.00 hours
mized ammonia plant and technical knowledge (22 Sept. 00.00 hours).
through practical training was effectively trans-
ferred to the Vietnamese operation staff as demon- Urea plant at Name-Plate capacity
strated by their confident take-over of the plant to 96 hours test
operate on their own. Urea production, MTPD Urea
Urea Plant Commissioning 2225 (2200)
A very small team of a commissioning manager Urea product quality
and 11 field and DCS supervisors carried out the - Nitrogen 46.4 % wt (46.3 min)
commissioning of the urea plant. - Biuret 0.994 % wt (1.0 max)
Like in ammonia plant during the entire intensive - Moisture 0.39 % wt (0.4 max)
commissioning (and pre-commissioning) period till the Prill size
hand-over to the owner, there were no safety-related - 1.4÷2.8 mm 93.7 % wt (90 min)
incidents/accidents and dangerous environmental re- - < 1mm 1.02 % (2 max)
leases/ accidents. Temperature
The important milestones achieved and the de- 55 (65 max)
tailed main events histories are outlined in the follow- NH3 consumption, MT/MT Urea
ing paragraphs. 0.5674 (0.568)
Important milestones and Achievement CO2 consumption, MT/MT Urea
30 May 2004 - CO2 compressor was started and 0.7347 (0.735)
loaded successfully up to the rated pressure for the Steam consumption, MT/MT Urea
first time. Also, ammonia and CO2 were fed to the urea 0.935 T/T of urea (1.2 max)
reactor for the first time (Start of urea plant commis- Net specific Energy Consumption GJ/MT Urea
sioning). 3.456 (4.04)
3 June 2004 - Feed was cut-in to the reactor. Ammonia from prilling tower, mg/NM3 air
4 June 2004 – Entire urea plant including prilling 24.87 (35 max)
was stabilized at 50 % rate and the first prilled urea Urea dust from prilling tower, mg/NM3 air
production commenced at 00.30 hours. 30.68 (50 max)
13 July-10 August 2004 – During this period, the Urea in treated process condensate, ppm wt
plant was stabilized at 85÷100% rate of prill produc- 0.49 (5 max)
tion. A steady 100 % plant rate was achieved on 15 NH3 in treated process condensate, ppm wt
July 2004. 0.65 (5 max)
12-23 August 2004 – Plant was shutdown to pre-
pare the plant for the final performance test.
AMMONIA TECHNICAL MANUAL 66 2005
Urea plant at 108 % capacity old urea plant. Before taking over the Phu My Fertil-
6 hours test izer Plant, the fresh graduates went through a rigorous
Urea production (daily average), MTPD Urea training program provided by the Contractor. They
2393 (2385) were also assigned to perform on-the-job duties to as-
Urea product quality sist the Contractor team during commissioning, start
- Nitrogen 46.41 % wt (46.3 min) up as well as trouble-shooting of the plant, which
- Biuret 0.97 % wt (1.0 max) lasted for nearly one year until the hand over. Due to
- Moisture 0.39 % wt (0.4 max) such extensive training and the experience gained from
Prill size working alongside the Contractor team, the Vietnam-
- 1.4÷2.8 mm 93.45 % wt (90 min) ese personnel are now able to safely operate the Phu
- < 1mm 1.0% (2 max) My Fertilizer Plant and ensure safety of the workers
Ammonia from prilling tower, mg/NM3 air and surrounding community.
27.8 (35 max) On February 2005, the Plant was shutdown for two
days (16-18 February) to carry out corrective works
Urea dust from prilling tower, mg/NM3 air
(punch list items), some maintenance jobs were also
29.3 (50 max)
undertaken.
Urea in treated process condensate, ppm wt
To improve the reliability of mechanical seals of
0.88 (5 max) the carbamate pumps, many tests and experiments
NH3 in treated process condensate, ppm wt have been carried out by both Ebara (the pump ven-
0.52 (5 max) dor) and Tanken (the seal vendor), with the assistance
of PVFCCo, to select the optimum material and de-
Urea prilling tower at 120 % capacity sign. Seals with different designs have been put into
6 hours test actual operation at Phu My on various occasions. The
Urea production (daily average), MTPD Urea final mechanical seal design that gave the pumps more
2742 (2640) reliable performance, was successfully tested as fol-
lows:
1. Balance factor was reduced from 67.5% to
Plant Operation after Take over 65.1%.
2. Seal ring was finished with SiC mirror face.
On 21st September 2004, the staff of the end user
3. Carbon ring material: F20.
Petrovietnam Fertilizer & Chemicals Company
4. Bore sleeve designed with baffle.
(PVFCCo.) took over the operations and maintenance
5. Clearance between rotary seat and bore sleeve
of the Phu My Fertilizer Plant. Since then, the
was reduced.
PVFCCo. staff consisting mostly of young operators,
Every chemical plant experiences shutdowns due
have safely operated the plant at an average capacity
to various causes. The Phu My Fertilizer Plant is not
utilization of 90% in the first year of operation. By the
an exception. Some shutdowns have been experienced
end of March 2005, the Plant has produced 370,000
since the take-over but this is to be expected for the
metric tons of urea prills, not including 76,000 tons
first plant of its kind in Vietnam. The root causes were
obtained during the commissioning phase. The urea
classified into categories as the followings:
made by the Phu My Fertilizer Plant meets both design
1. Mis-operation.
specifications and Vietnamese standards of quality.
2. Improper maintenance.
The fertilizer is widely accepted in the domestic mar-
3. External causes (from sources outside the di-
ket and is used throughout Vietnam for growing rice
rect control of PVFCCo. such as natural gas sup-
and other valuable crops. Given the young age and in-
ply).
experience of the PVFCCo. staff, this is a very re-
4. Instrumentation.
markable achievement, indeed, when compared to urea
5. Unknown causes.
plants in other parts of the world that achieve 90-95%
capacity with highly experienced staff.
An analysis of the instrumentation-related shut-
The PVFCCo. staff consists of approximately 750
downs shows that there are 6 categories of instrument
Vietnamese assisted by 50 expatriates. The Vietnam-
failures, listed below.
ese personnel consist of mostly fresh technical school
graduates and a few experienced people from another
2005 67 AMMONIA TECHNICAL MANUAL
-Control valve malfunction – 2 events (11%) of the Plant operations. Since taking over the Phu My
-False signals from transmitters – 4 events (22%) Fertilizer Plant, the plant personnel have earned a very
-Undetermined PLC failure – 2 events (11%) high safety performance record. No accident or inju-
-PLC software failure – 4 events (22%) ries occurred and no ammonia leaks occurred during
-PLC hardware failure – 2 events (11%) plant startups.
-Unknown instrument cause – 4 events (22%)
When shutdowns occurred due to control valve CONCLUSIONS
malfunctions and PLC hardware failures (i.e. a burned-
The commissioning and stabilization of the entire
out PLC card) were easily resolved being the problem
complex of Phu My Fertilizer Project has been a good
obvious and easy to fix by inexperienced staff. The
success. The end user, PVFCCo (Owner operator) has
false signals, PLC software failures and unknown
recognized this fact by their confident take over of the
causes are normally more difficult to resolve as they
operation and maintenance of the complex.
could not be tested, reproduced or verified after the
No doubt, some problems were faced during the
shutdowns occurred.
course of the project. The success has been achieved
In these cases the solution of the problem was
by the concerted effort of the entire Technip Italy and
reached with the common efforts of the plant staff, the
Samsung Project Teams who stood tall when problems
EPC Contractor and/or the systems vendor.
arose and solved them in a very timely and precise
However, in almost all shutdown cases, IS-1 (Pri-
manner. The client, Petrovietnam displayed very good
mary Reformer trip) of the ammonia plant did not take
understanding and cooperated very well.
place. Also the urea plant was started-up with the “bot-
Take over of the Phu My Fertilizer Plant repre-
tled-in” condition (i.e. the urea reactor was full). As a
sents many important issues to Vietnam. First, it sig-
result, the Plant operation was resumed quickly when-
nals the end of dependence on fertilizer imports. Be-
ever one shutdown occurred. The Plant shutdowns,
fore now, Vietnam had to import all the fertilizer that
eventually turned out to be “golden opportunities” for
is used throughout the country. Second, the Phu My
operation staff to gain case-by-case practical experi-
Fertilizer Plant represents a break in Vietnam’s de-
ence and build-up confidence in operating and trouble
pendence on foreign suppliers of finished products.
shooting the Plant. The chart below indicates the Plant
Third, the people of Vietnam now have opportunities
average uptime of approximately 86% since the hand
for long term, stable employment. In addition to pro-
over. Positively, the uptime has been gradually im-
viding valuable fertilizer for Vietnam’s agricultural in-
proved as shown by the trend. During the uptime, the
dustry the Phu My Fertilizer Plant will also be the
Plant is normally run at 103%. capacity.
100% source of experienced operation manpower for future
90% chemical plants that will be built in Vietnam.
80% This includes a second fertilizer plant in Ca Mau
70% and at least two oil refineries.
60%
The prospects for Vietnam are great. There will be
50%
many new experiences and opportunities that arise
40%
from the Phu My Fertilizer Plant. But through it all the
30%
people of Vietnam will gain a modern and thriving
20%
10%
economy, long term job opportunities and financial
0%
rewards for many years to come. The Phu My Fertil-
Oct 2004 Nov 2004 Dec 2004 Jan 2005
MONTHLY PLANT UPTIME
Feb 2005 * Mar 2005
izer Plant marks the beginning of a new era of indus-
Plant uptime analysis after the hand over trial and economic development for the people of
Vietnam.
Note: * In February, the two days planned shut-
down accounts for 7% uptime lost.
In addition to the safety shutdown systems, safety
and emergency response training for all operation staff
have been continuously conducted as an integral part
AMMONIA TECHNICAL MANUAL 68 2005
Ammonia Plant
Urea Plant
Steam & Power Generation
2005 69 AMMONIA TECHNICAL MANUAL
You might also like
- Challenges in Commissioning and Operation of OASE Solvent SystemsNo ratings yetChallenges in Commissioning and Operation of OASE Solvent Systems10 pages
- Corrosion Damage in Waste Heat Boilers Major Root Causes and Remediation100% (1)Corrosion Damage in Waste Heat Boilers Major Root Causes and Remediation10 pages
- Olmi Urea Stripper & Carbamate Condenser LeafletNo ratings yetOlmi Urea Stripper & Carbamate Condenser Leaflet6 pages
- Optimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter BasketNo ratings yetOptimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter Basket12 pages
- Purge Gas Purification and Recovery in Ammonia Plants: Process DescriptionNo ratings yetPurge Gas Purification and Recovery in Ammonia Plants: Process Description5 pages
- Borsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationNo ratings yetBorsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To Operation15 pages
- Failure of Inner Shell of Double Walled Atmospheric Ammonia Tank100% (1)Failure of Inner Shell of Double Walled Atmospheric Ammonia Tank9 pages
- UFC-85 Plants For Urea Fertilizer Projects: Recommended Dosage100% (1)UFC-85 Plants For Urea Fertilizer Projects: Recommended Dosage8 pages
- Ammonia Plant Benchmarking - Historic ProgressNo ratings yetAmmonia Plant Benchmarking - Historic Progress8 pages
- Midterm Exam - Business Planning & Cost Accounting0% (1)Midterm Exam - Business Planning & Cost Accounting8 pages
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singh100% (1)Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singh10 pages
- 2000 Development of The ACES 21 ProcessNo ratings yet2000 Development of The ACES 21 Process17 pages
- "The Comparison of Stamicarbon and Saipem Urea Technology": October 2016No ratings yet"The Comparison of Stamicarbon and Saipem Urea Technology": October 201611 pages
- Reactor Kinetics of Urea Formation: November 2015100% (1)Reactor Kinetics of Urea Formation: November 201521 pages
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitNo ratings yetNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Strait12 pages
- Carry Over Problems in CO Removal Units: Problem DefinitionNo ratings yetCarry Over Problems in CO Removal Units: Problem Definition10 pages
- TATA Ammonia Plant: Design Features and Operating ExperienceNo ratings yetTATA Ammonia Plant: Design Features and Operating Experience17 pages
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEONo ratings yetAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEO33 pages
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettNo ratings yetFailure of LP Flash Drum Packing Bed Support: Geoff Blewett10 pages
- Revamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageNo ratings yetRevamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas Usage10 pages
- "New Reforming Concepts For Large Scale NH Plants": Paper Abstract100% (1)"New Reforming Concepts For Large Scale NH Plants": Paper Abstract17 pages
- 06 Ammonia Synthesis Catalyst in Action - March 2015No ratings yet06 Ammonia Synthesis Catalyst in Action - March 201549 pages
- Chapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)100% (2)Chapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)9 pages
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsNo ratings yetCatalyst Catastrophes II: John Brightling and DR Mike Roberts12 pages
- Aiche-36-021Equipment Performance of Ammonia100% (1)Aiche-36-021Equipment Performance of Ammonia9 pages
- Aiche 36 012problematic Low Temperature ShiftNo ratings yetAiche 36 012problematic Low Temperature Shift10 pages
- Catacarb Section, Dawood Hercules Fertilizers Limited100% (2)Catacarb Section, Dawood Hercules Fertilizers Limited16 pages
- 2007 The TOYO Urea Granulation TechnologyNo ratings yet2007 The TOYO Urea Granulation Technology14 pages
- Shift Conversion Catalysts - Operating ManualNo ratings yetShift Conversion Catalysts - Operating Manual39 pages
- Four Challenges For Nickel Steam-Reforming Catalysts100% (2)Four Challenges For Nickel Steam-Reforming Catalysts8 pages
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2No ratings yet2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 215 pages
- Project Databank: Oil, Gas and Petrochemical Projects - EgyptNo ratings yetProject Databank: Oil, Gas and Petrochemical Projects - Egypt1 page
- Petronas Rapid Project Nur Syaira A19be0200 3sbeqNo ratings yetPetronas Rapid Project Nur Syaira A19be0200 3sbeq1 page
- 2001 Latest Urea Technology For Improving Performance and Product Quality PDFNo ratings yet2001 Latest Urea Technology For Improving Performance and Product Quality PDF20 pages
- Aspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA SheetNo ratings yetAspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA Sheet1 page
- The Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron ParrNo ratings yetThe Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron Parr5 pages
- Consideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer ServiceNo ratings yetConsideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer Service9 pages
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerNo ratings yetPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringer6 pages
- Technical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. MadhavanNo ratings yetTechnical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. Madhavan12 pages
- Engro's Experience With Implementation of A S-300 Converter During A Normal T/ANo ratings yetEngro's Experience With Implementation of A S-300 Converter During A Normal T/A10 pages
- Assuring The Safety of Ammonia Plant Vessels and Piping Using API RP 579No ratings yetAssuring The Safety of Ammonia Plant Vessels and Piping Using API RP 57911 pages
- Revamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-ToolseeNo ratings yetRevamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-Toolsee7 pages
- Pressure Drop Improvements in A Fixed Bed ReactorNo ratings yetPressure Drop Improvements in A Fixed Bed Reactor10 pages
- Properties and Microstructures of Outlet Manifold Components100% (1)Properties and Microstructures of Outlet Manifold Components12 pages
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. WilliamsNo ratings yet50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williams9 pages
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractNo ratings yetWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstract16 pages
- Legionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. VerduijnNo ratings yetLegionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. Verduijn15 pages
- Bimetallic and Alloy Welds in HP Hydrogen and Nitrogen ServiceNo ratings yetBimetallic and Alloy Welds in HP Hydrogen and Nitrogen Service18 pages
- High Temperature Service Equipment and Piping Maintenance in Plant100% (1)High Temperature Service Equipment and Piping Maintenance in Plant22 pages
- Risk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. SmallwoodNo ratings yetRisk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. Smallwood8 pages
- Lifetime Assessment of NH - Plants: Approach For Lifetime ExtensionNo ratings yetLifetime Assessment of NH - Plants: Approach For Lifetime Extension12 pages
- Failure of Ammonia-1 Natural Gas Compressor TrainNo ratings yetFailure of Ammonia-1 Natural Gas Compressor Train9 pages
- Conversion of Sulfinol To BASF' S Amdea: SM ® SM SMNo ratings yetConversion of Sulfinol To BASF' S Amdea: SM ® SM SM12 pages
- Radar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea PlantsNo ratings yetRadar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea Plants10 pages
- Facing The Demand of Reformed Gas Boilers of Big Capacity: Leonardo Presciuttini and Domenico LippolisNo ratings yetFacing The Demand of Reformed Gas Boilers of Big Capacity: Leonardo Presciuttini and Domenico Lippolis13 pages
- Experience of Energy Saving and Naphtha To Gas Conversion Projects at IFFCONo ratings yetExperience of Energy Saving and Naphtha To Gas Conversion Projects at IFFCO16 pages
- Advancements in Compression Technology For Syn Gas Applications Efficiency and ReliabilityNo ratings yetAdvancements in Compression Technology For Syn Gas Applications Efficiency and Reliability7 pages
- Ethics Desk Reference For Counselors Second Edition Barnett 2024 Scribd Download100% (2)Ethics Desk Reference For Counselors Second Edition Barnett 2024 Scribd Download84 pages
- Selection and Analysis For Hydraulic Rotary Apparatus of The Deck Hydraulic CraneNo ratings yetSelection and Analysis For Hydraulic Rotary Apparatus of The Deck Hydraulic Crane4 pages
- Analysis of Lubricating Grease: Standard Test Methods ForNo ratings yetAnalysis of Lubricating Grease: Standard Test Methods For11 pages
- Petition For Writ of Habeas CorpusSAMPLENo ratings yetPetition For Writ of Habeas CorpusSAMPLE5 pages
- Assignment On Social Responsibilities of BankNo ratings yetAssignment On Social Responsibilities of Bank8 pages
- Hatch Cover Inspection Condition Survey Report IGNo ratings yetHatch Cover Inspection Condition Survey Report IG8 pages




















































































































- Challenges in Commissioning and Operation of OASE Solvent SystemsChallenges in Commissioning and Operation of OASE Solvent Systems
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediation
- Optimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter BasketOptimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter Basket
- Purge Gas Purification and Recovery in Ammonia Plants: Process DescriptionPurge Gas Purification and Recovery in Ammonia Plants: Process Description
- Borsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationBorsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To Operation
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankFailure of Inner Shell of Double Walled Atmospheric Ammonia Tank
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosage
- Midterm Exam - Business Planning & Cost AccountingMidterm Exam - Business Planning & Cost Accounting
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singh
- "The Comparison of Stamicarbon and Saipem Urea Technology": October 2016"The Comparison of Stamicarbon and Saipem Urea Technology": October 2016
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Strait
- Carry Over Problems in CO Removal Units: Problem DefinitionCarry Over Problems in CO Removal Units: Problem Definition
- TATA Ammonia Plant: Design Features and Operating ExperienceTATA Ammonia Plant: Design Features and Operating Experience
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEO
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettFailure of LP Flash Drum Packing Bed Support: Geoff Blewett
- Revamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageRevamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas Usage
- "New Reforming Concepts For Large Scale NH Plants": Paper Abstract"New Reforming Concepts For Large Scale NH Plants": Paper Abstract
- 06 Ammonia Synthesis Catalyst in Action - March 201506 Ammonia Synthesis Catalyst in Action - March 2015
- Chapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)Chapter Two Feasibility Study 2.0 Methods of Producing Ammonium Sulphate, ( (NH) SO)
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsCatalyst Catastrophes II: John Brightling and DR Mike Roberts
- Catacarb Section, Dawood Hercules Fertilizers LimitedCatacarb Section, Dawood Hercules Fertilizers Limited
- Four Challenges For Nickel Steam-Reforming CatalystsFour Challenges For Nickel Steam-Reforming Catalysts
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 22008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2
- Project Databank: Oil, Gas and Petrochemical Projects - EgyptProject Databank: Oil, Gas and Petrochemical Projects - Egypt
- 2001 Latest Urea Technology For Improving Performance and Product Quality PDF2001 Latest Urea Technology For Improving Performance and Product Quality PDF
- Aspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA SheetAspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA Sheet
- The Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron ParrThe Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron Parr
- Consideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer ServiceConsideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer Service
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringer
- Technical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. MadhavanTechnical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. Madhavan
- Engro's Experience With Implementation of A S-300 Converter During A Normal T/AEngro's Experience With Implementation of A S-300 Converter During A Normal T/A
- Assuring The Safety of Ammonia Plant Vessels and Piping Using API RP 579Assuring The Safety of Ammonia Plant Vessels and Piping Using API RP 579
- Revamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-ToolseeRevamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-Toolsee
- Properties and Microstructures of Outlet Manifold ComponentsProperties and Microstructures of Outlet Manifold Components
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williams50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williams
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstract
- Legionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. VerduijnLegionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. Verduijn
- Bimetallic and Alloy Welds in HP Hydrogen and Nitrogen ServiceBimetallic and Alloy Welds in HP Hydrogen and Nitrogen Service
- High Temperature Service Equipment and Piping Maintenance in PlantHigh Temperature Service Equipment and Piping Maintenance in Plant
- Risk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. SmallwoodRisk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. Smallwood
- Lifetime Assessment of NH - Plants: Approach For Lifetime ExtensionLifetime Assessment of NH - Plants: Approach For Lifetime Extension
- Conversion of Sulfinol To BASF' S Amdea: SM ® SM SMConversion of Sulfinol To BASF' S Amdea: SM ® SM SM
- Radar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea PlantsRadar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea Plants
- Facing The Demand of Reformed Gas Boilers of Big Capacity: Leonardo Presciuttini and Domenico LippolisFacing The Demand of Reformed Gas Boilers of Big Capacity: Leonardo Presciuttini and Domenico Lippolis
- Experience of Energy Saving and Naphtha To Gas Conversion Projects at IFFCOExperience of Energy Saving and Naphtha To Gas Conversion Projects at IFFCO
- Advancements in Compression Technology For Syn Gas Applications Efficiency and ReliabilityAdvancements in Compression Technology For Syn Gas Applications Efficiency and Reliability
- Ethics Desk Reference For Counselors Second Edition Barnett 2024 Scribd DownloadEthics Desk Reference For Counselors Second Edition Barnett 2024 Scribd Download
- Selection and Analysis For Hydraulic Rotary Apparatus of The Deck Hydraulic CraneSelection and Analysis For Hydraulic Rotary Apparatus of The Deck Hydraulic Crane
- Analysis of Lubricating Grease: Standard Test Methods ForAnalysis of Lubricating Grease: Standard Test Methods For