
Ammonia Plant Benchmarking - Historic Progress
Ammonia Plant Benchmarking - Historic Progress
Uploaded by
varatharajan g rCopyright:
Available Formats
Ammonia Plant Benchmarking - Historic Progress
Ammonia Plant Benchmarking - Historic Progress
Uploaded by
varatharajan g rOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
Ammonia Plant Benchmarking - Historic Progress
Ammonia Plant Benchmarking - Historic Progress
Uploaded by
varatharajan g rCopyright:
Available Formats
Ammonia Plant Benchmarking –
Historic Progress
Benchmarking is a standard of excellence against which other similar things are measured. It is a
process of comparing. Measuring performance and knowing how you stand in relation to others can
define opportunity and create the incentive to improve.
This paper presents the development of benchmarking in the ammonia industry since the mid-1960s
along with the historic trends in operating factor downtime and outages. Current benchmarking prac-
tices are outlined with a description of measurements important for managing manufacturing excel-
lence.
Gerald P. Williams
Plant Surveys International, Inc. (PSI)
can see how well you are doing. This process is
called benchmarking and it allows comparison of
Benchmarking the various elements of manufacturing excellence
against others. Quantitative measures are used so
A
production facility realizes a maximum
profit when all elements of manufactur- individual plant performance can be ranked.
ing excellence are achieved. When oper- .
ating at maximum production, fixed By comparing your ranking and where you stand
costs per tonne of product are at their lowest. in relation to average and best demonstrated per-
This directly translates into higher profit as more formance you can define the “gap”. With this in-
production is being made at variable cost. formation you can identify opportunities for im-
provement. If you are on the high end of the
The ultimate goal is to operate the facility at performance scale, this is useful to know that
maximum capacity at all times. This means never your programs are successful. No matter where
shutting down and maintaining maximum pro- you are on a particular performance curve, you
duction every hour of every day of every year. need to assess whether this is acceptable and, if
Of course no plant has ever done this, but some not, what you can do to about it.
plants have greater success than others in ap-
proaching this goal. In real life equipment fails, Benchmarking also plays an important role in
manufacturing problems arise, power failures oc- Continuous Improvement as practiced by leading
cur, not enough demand for the product, etc. manufacturers. By participating in periodic ben-
chmarking, a plant can track its progress in
All plants face these issues so it is helpful to achieving its goals.
compare your performance with others so you
2008 333 AMMONIA TECHNICAL MANUAL
Evolution in the Fertilizer Industry were presented at the Ammonia Safety Sympo-
sium in Los Angeles.
The genesis of benchmarking in the ammonia in-
dustry began shortly after the advent of the large The international based survey was again con-
tonnage single-train centrifugal ammonia plants ducted in 1986 with 136 plants in 40 countries
in the mid 1960’s. This innovative technology participating.
employed a number of new equipment applica-
tions to handle the high volume, pressure, and The Fertiliser Association of India (FAI) began
temperature of the new process demands. As the collecting data on downtime in ammonia plants
number of new plants began to proliferate, so did in the 1970s. A presentation of downtime in In-
the operational problems typically associated dian ammonia and urea plants for the 1993-1996
with the introduction of new technology. In time, operating period was presented at the 1999 Seat-
most of these problems were resolved with im- tle Washington Ammonia Safety Symposium.
provements in equipment design, catalysts, in- Another presentation followed for the 1996-1999
strumentation, process features, etc. period at the 2002 Montreal Canada Ammonia
Safety Symposium. At the 2004 Ammonia Safety
To document the extent of these problems in the Symposium, they presented on-stream and en-
late 1960s, it was suggested that a survey of the ergy efficiency analysis for their ammonia and
causes of ammonia plant shutdowns be con- urea plants for the 2002-2003 period.
ducted and the results presented at the AIChE
Ammonia Safety Symposium. Allied Chemical In 1996 PSI was formed and conducted a fee-
with two of the new designed plants in operation based ammonia plant benchmarking for the
provided support for the survey. 1994-1996 operating period. Up until this time,
previous surveys presented plant performance
This first survey involved 22 plants in the USA data in various ways but did not specifically
and Canada. All plant shutdowns were listed for compare each plants performance relative to the
the 28-month period beginning January 1969. others. Reports were now customized for each
Each plant listed each shutdown along with the company to show the results for their plant(s)
outage time and reason for the shutdown. From compared to the other un-named participants (in
this data operating factors were determined and all benchmarking projects each company’s data
the causes of shutdowns were categorized. and results are treated confidentially). Content
was expanded so as to approach a “full” account-
Results were presented at the 1971 Ammonia ing of manufacturing excellence. This included
Symposium in Atlantic City and provided insight expanded safety coverage, productive capacity
to the mechanical problems causing the most performance, personnel and maintenance staffing
downtime and contributing to multiple shut- and issues, and other performance related data
downs. Equipment failures accounted for 59% of (see Table 2 below for details).
the downtime and 59% of the shutdowns
Interest in this comprehensive style of bench-
Two similar surveys followed for the 1971-1972 marking continued and subsequent ammonia
and 1973-1976 operating periods. These were al- plant benchmarking projects were periodically
so presented at the Ammonia Safety Symposia. conducted (see Table 1 below).
In 1982 the survey became international with 102
ammonia plants from 24 countries participating.
Results from the 1977-1981 operating period
AMMONIA TECHNICAL MANUAL 334 2008
EFMA and IFA
Table 1 – Benchmarking History(1)
Product Period Type Organizer In 1999 the European Fertilizer Manufacturers
Survey Projects Association (EFMA) contracted PSI to bench-
Ammonia 1969- Causes of AIChE/
1970 Shutdowns Allied Chemical mark the energy efficiency performance of its
Ammonia 1971- Causes of AIChE/ member ammonia plants for the 1998 operating
1972 Shutdowns CFCA &Allied period. This proved to be useful and they decided
Chemical
Ammonia 1973- Causes of AIChE/
to continue this practice. For the 2000 operating
1976 Shutdowns Allied Chemical period the EFMA ammonia plants added carbon
Ammonia 1977- Causes of AIChE/ dioxide emissions to the benchmarking. Another
1981 Shutdowns Allied & Exxon
such benchmark was made in 2004.
Ammonia 1982- Causes of AIChE/
1985 Shutdowns Allied & Consult-
ants Meanwhile the International Fertilizer Industry
Ammonia 1993- Downtime FAI Association (IFA) contracted PSI to conduct its
& Urea 1996
Ammonia 1996- Downtime FAI first ammonia energy efficiency and carbon diox-
& Urea 1999 ide emissions benchmark for the 2002-2003 op-
Ammonia 2002- Downtime & FAI erating period.
& Urea 2003 Energy Effi-
ciency
Benchmarking Projects EFMA and IFA are now coordinating their am-
Ammonia 1994- Full PSI monia plant benchmarkings and a current ben-
1996 chmarking for the 2006-2007 operating period
Ammonia 1997- Full PSI
1998 will be completed this year. They expect to con-
Ammonia 1998 Energy EFMA tinue periodic benchmarking and track progress
Ammonia 2000 Energy & EFMA from previous benchmarkings.
CO2
Ammonia 2000- Full PSI
2001 IFA’s vision is as follows:
Ammonia 2002- Energy & IFA
2003 CO2
Ammonia 2004 Energy & EFMA
Energy efficiency in the mass production of ni-
CO2 trogen-based fertilizer products has been signifi-
Ammonia 2005 Full PSI cantly improved since its inception in the early
Ammonia 2006- Energy & EFMA 20th century – and many modern ammonia units
2007 CO2
Ammonia 2006- Energy & IFA are approaching the theoretical minimum of en-
2007 CO2 ergy consumption. Nevertheless, other facilities
Urea 1999- Full PSI are not yet equipped with the most advanced
2000
Urea 2002- Full PSI
technologies, suggesting that global energy con-
2003 sumption (and resulting CO2 emissions) by the
Urea 2005- Full PSI industry can be further reduced through the wid-
2006
er uptake of Best Available Technology – thus
Methanol 1997 Full ICI Katalco
Methanol 1999- Full Kvaerner Process & increasing the profitability of individual plants
2000 Davy Process Tech- across the globe and reducing the overall “car-
nology bon footprint” of the industry.
Note 1: Partial list of benchmarking projects: some minor ones not
listed and there may be some others not known to the author.
In order to assess this potential, IFA conducts an
industry-wide survey to estimate energy effi-
ciency and CO2 emissions in ammonia produc-
tion - with the objectives of improving member
knowledge of plant performance, assessing plant
2008 335 AMMONIA TECHNICAL MANUAL
efficiency relative to industry averages and iden-
tifying opportunities for improvement. Table 2 - Common Measurements Used In Benchmark-
ing Manufacturing Excellence
On-stream Performance
The results are also valuable to IFA with regards • Operating factor – Downtime (dpy) & Outages (spy)
to its interaction with international policy mak- • Business factor – Downtime (dpy) & Outages (spy)
ers (the United Nations, OECD, International • Service factor – Downtime (dpy) & Outages (spy)
Energy Agency…). They allow us to demonstrate • Reliability factor – Downtime (dpy) & Outages (spy)
• Longest Run Time
concretely the industry’s significant progress in Production Capacity Performance
this domain. With regard to climate change and • Maximum Demonstrated Rate (MDR)
the discussions on reducing carbon emissions af- • Maximum Production Time (MPT)
ter the United Nations' Kyoto Protocol expires in • Rate Loss Time (RLT)
• Capacity Utilization Factor (CUF)
2012, the fertilizer industry has a major oppor- • Rate Utilization Factor (RUF)
tunity to contribute to the process, both by pro- • Capacity Upgrading
moting further technological advancements that • Production Quantity – Current Period
will reduce energy consumption and by demon- • Production Record
Energy Efficiency Performance
strating the industry’s resolve to conduct its • Feedstock
business in a sustainable manner by striving for • Fuel
greater efficiency and lower carbon dioxide • Electricity
emissions. • Net Energy Efficiency
CO2 Generation and Emissions
• Total CO2 Generated
Recovered CO2
Other Processes •
• Total CO2 Emissions
Safety
Two methanol benchmarking projects were com- • Fatalities
pleted in the past decade. This first was spon- • Loss Time Injuries
sored by ICI-Katalco and a later one sponsored • Explosions & Ruptures
• Environmental Incidents
by Kvaerner Process & Davy Process Technol-
Maintenance
ogy (See Table 2 – Benchmarking History). • Routine Maintenance Man-hours - Actual
• Routine Maintenance Man-hours – Budgeted
Since 1999, PSI has conducted 3 urea plant ben- • Turnaround Downtime – Current Period
chmarkings. • Last Turnaround Downtime
Miscellaneous
• Normal Startup Time
Other Related Information
Measuring Performance • Effect of plant age, technology, and plant size on vari-
ous performance measurements.
The typical performance measurements used in a • Causes and Classification of Outages
full benchmarking are listed on Table 2. On- • Catalyst Usage and Performance
stream performance is measured in several ways • Personnel Staffing
• Special Programs
to assess business, service demand, and reliabil- • Product Quality
ity effectiveness. Similarly, production capacity
performance is compared in several ways to a Notes:
plant’s maximum demonstrated production rate dpy – days per year
spy – no. of shutdowns per year
(MDR).
The first section of a benchmarking report is
normally devoted to comparing individual plant
performance. An example of reporting ABC
Company’s ammonia plant operating factor per-
AMMONIA TECHNICAL MANUAL 336 2008
formance is shown below. All performance mea- Operating Factor % = Uptime X 100
surements are sequentially listed. Total Time
Operating Factor Downtime Uptime All Downtime
days / year
Total Time
110
100 Survey Plants
90
ABC Plants To maximize productivity, plants strive for an
80 operating factor of 100% where there are no out-
r
70
ages for equipment failures, maintenance turn-
/y 60
s
y
a 50
arounds, inventory control, etc. Realistically, a
d
40 100% operating factor is not achievable for peri-
30 ods much more than 1 or 2 years.
20
10
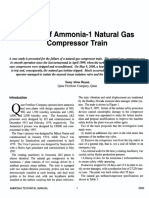
0 Fig. 1 - Ammonia Plant
0 5 10 15 20 25 30 35 40 45 50
Operating Factor Downtime History
Plant No.
80
70.1
r
Y 70
/
s
y 60 55.2
a 50.0 49.5
D 50 45.5
Downtime -
e
m 37.8
ti 40 31.1
33.8
Your Plant(s) dpy Rank Quartile n
w
o 30
29.5
D
20
ABC Ammonia 1 1.4 6 1Q 10
ABC Ammonia 2 16.9 16 2Q 0
I II III IV V VI VII VIII IX
Survey No.
Survey Statistics Downtime dpy
Average 32.9
Operating factor can also be expressed as down-
Average - 1st Quartile 2.1 time days per year (dpy). Fig. 1 shows the oper-
Average - Upper Half 10.5 ating factor downtime history of large tonnage
centrifugal compression ammonia plants since
Highest 0.0 the first survey beginning in 1969. Until the mid-
Lowest 105.1 1990s the average operating factor downtime
was more than 45 days per year. In Survey V
Each plant’s rank and quartile placement is (1982-1985) operating downtime rose to 70.1
shown. The statistics for all plants participating days per year due to an unusual spike in inven-
in the benchmarking are listed. Upper half and tory control and feedstock curtailment downtime
upper quartile averages are usually given. This in many plants.
can be used as a target for improvement for some
plants. By the mid-1990s a dramatic improvement in
operating factor downtime was realized. In Sur-
vey VI (1994-1996) operating downtime dropped
Operating Factor History to a record 29.5 dpy and has averaged 33.1 dpy
Operating Factor (also called on-stream Factor) since then. This improvement resulted from sev-
is the percentage of the year that a plant is oper- eral factors including better process technology
ating and producing ammonia. The operating fac- along with improved operational and mainte-
tor is computed by subtracting all the plant nance programs and equipment reliability. These
downtime hours from the number of hours in a improvements are reflected in the equipment
year (365 x 24 = 8,760 hrs). failure downtime, which averaged 21.6 dpy be-
fore the mid-1990s and 12.9 dpy since then. Si-
2008 337 AMMONIA TECHNICAL MANUAL
milarly, maintenance turnaround downtime Conclusion
dropped from 19.1 to 13.0 dpy.
Benchmarking has evolved and become an im-
A summary of the past ammonia plant surveys is portant tool in measuring manufacturing excel-
shown in Table 3 below with the operating pe- lence as evidenced by its increasing popularity. It
riod and the number of participating large ton- is an essential component of Continuous Im-
nage single train plants. The first three surveys provement as practiced by leading companies.
included only North American plants; subsequent
surveys were worldwide and included most
countries except for the Former Soviet Union and
References
China. 1. Sawyer, J.G., Williams, G.P., and Clegg, J.W., "Causes
of Shutdowns in Ammonia Plants" in CEP Technical Man-
Table 3 – List of Ammonia Sur- ual, Ammonia Plant Safety, vol. 14, pp. 62-66, AIChE,
veys New York (1972).
Survey Period No. of 2. Williams, G.P., and Sawyer, J.G., "What Causes Am-
No. Plants[1] monia Plant Shutdowns?" in CEP Technical Manual, Am-
I 1969-1970 22 monia Plant Safety, vol. 16, pp. 4—9, AIChE, New York
II 1971-1972 27 (1974) and in Chemical Engineering Progress, vol. 70, no.
III 1973-1976 30 2, pp. 45-49, February 1974.
IV 1977-1981 88 3. Williams, G.P., "Causes of Ammonia Plant Shutdowns"
V 1982-1985 93 in CEP Technical Manual, Ammonia Plant Safety, vol. 20,
VI 1994-1996 89 pp. 123—128, AIChE, New York (1978) and in Chemical
VII 1997-1998 95 Engineering Progress, vol. 74, no. 9, pp. 88—92, Septem-
VIII 2000-2001 55 ber 1978.
IX 2005 50 4. Williams, G.P., and Hoehing, W.W., "Causes of Ammo-
[1] – Includes singe train centrifugal
nia Plant Shutdowns" in Chemical Engineering Progress,
compression plants; reciprocating
compression plants omitted. vol. 79, no. 3, pp. 11—30, March 1983.
5. Williams, G. P., W. W. Hoehing and R. G. Byington,
“Causes of Ammonia Plant Shutdowns - Survey V” in CEP
Technical Manual, Ammonia Plant Safety, vol. 27 and in
Fig. 2 - Ammonia Plant Plant/Operations Progress, vol. 7, no. 2, pp. 99 - 107,
Operating Factor Shutdown History April, 1988.
12
10.7
6. “Worldwide Ammonia Plant Benchmarking Study, 1994
r 10
Y
9.5 9.2 – 1996”, Plant Surveys International, Inc. multi-client ben-
/ 8.5 8.3
.
o
N 8
-
chmarking report, December 1997.
s 6.0
n
w 6
o
5.7 5.7 5.9
7. “Worldwide Ammonia Plant Benchmarking Study, 1997
d
t
u 4
h
– 1998”, Plant Surveys International, Inc. multi-client ben-
S
2 chmarking report, December 1999.
0 8. “Worldwide Ammonia Plant Benchmarking Study, 2000
I II III IV V
Survey No.
VI VII VIII IX
- 2001”, Plant Surveys International, Inc. multi-client ben-
chmarking report, November 2002.
9. “Worldwide Ammonia Plant Benchmarking Study,
2005”, Plant Surveys International, Inc. multi-client ben-
chmarking report, November 2002.
Fig. 2 shows the history of operating factor shut- 10. “Energy Efficiency Benchmarking of EFMA Ammonia
downs. These have shown great improvement Plants – 1998”, European Fertilizer Manufacturer’s Asso-
falling by 3.4 shutdowns per year (spy) from 9.2 ciation, June 2001.
spy before the mid-1990s to a 5.8 spy average 11. “Energy Efficiency and CO2 Emissions Benchmarking
– EFMA Ammonia Plants, 2000”, European Fertilizer
since then.
Manufacturer’s Association, Sept. 2001.
12. “Energy Efficiency and CO2 Emissions Benchmarking
– EFMA Ammonia Plants, 2004”, European Fertilizer
Manufacturer’s Association, Dec. 2005.
AMMONIA TECHNICAL MANUAL 338 2008
13. “Energy Efficiency and CO2 Emissions Benchmarking
– EFMA Ammonia Plants, 2005-2006”, European Fertil-
izer Manufacturer’s Association, In Publication.
14. “Energy Efficiency and CO2 Emissions Benchmarking
– IFA Ammonia Plants, 2002-2003”, International Fertil-
izer Industry Association, Dec. 2004.
15. “Energy Efficiency and CO2 Emissions Benchmarking
– IFA Ammonia Plants, 2005-2006”, International Fertil-
izer Industry Association, In Publication.
16. “Worldwide Urea Plant Benchmarking Study 1999 –
2000”, Plant Surveys International, Inc. multi-client ben-
chmarking report, November 2001.
17. “Worldwide Urea Plant Benchmarking Study 2002 –
2003”, Plant Surveys International, Inc. multi-client ben-
chmarking report, December 2004.
18. “Worldwide Urea Plant Benchmarking Study 2005 –
2006”, Plant Surveys International, Inc. multi-client ben-
chmarking report, Nov. 2007.
19. “Worldwide Methanol Plant Benchmarking Study”, Gerald P. Williams
joint ICI Katalco/Plant Surveys International multi-client Plant Surveys International, Inc. (PSI)
benchmarking report, February 1998.
20. “Methanol Plant Benchmarking Study 1999 – 2000”,
1664 E. Florence Blvd. Suite 4-502
Plant Surveys International, Inc. sponsored by Kvaerner Casa Grande, AZ 85222
Process and Davy Process Technology, December 2001. psibenchmark@hotmail.com
21. “Downtime in Indian Ammonia and Urea Plants”, S. 1-804-586-6658 (tel.)
Nand, Fertiliser Association of India (FAI), Ammonia 1-520-423-3366 (fax)
Safety Symposium Technical Manual, 2000.
22. “Performance Evaluation of Indian Ammonia and Urea
Plants”, S. Nand, B. Swaminathan, Manish Goswami, and
V. Sood, Fertiliser Association of India (FAI), Ammonia
Safety Symposium Technical Manual, 2002.
23. “On-stream and Energy Efficiency of Indian Ammonia
and Urea Plants – An Analysis”, S. Nand & Manish Gos-
wami, Fertiliser Association of India (FAI), Ammonia
Safety Symposium Technical Manual, 2000.
2008 339 AMMONIA TECHNICAL MANUAL
AMMONIA TECHNICAL MANUAL 340 2008
You might also like
- Corrosion Damage in Waste Heat Boilers Major Root Causes and Remediation100% (1)Corrosion Damage in Waste Heat Boilers Major Root Causes and Remediation10 pages
- Consider Practical Conditions For Vacuum Unit ModelingNo ratings yetConsider Practical Conditions For Vacuum Unit Modeling6 pages
- Failure of Inner Shell of Double Walled Atmospheric Ammonia Tank100% (1)Failure of Inner Shell of Double Walled Atmospheric Ammonia Tank9 pages
- UFC-85 Plants For Urea Fertilizer Projects: Recommended Dosage100% (1)UFC-85 Plants For Urea Fertilizer Projects: Recommended Dosage8 pages
- 2020 Book Teaching Climate Change With Etwinning EN100% (1)2020 Book Teaching Climate Change With Etwinning EN31 pages
- Conventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalNo ratings yetConventional Ammonia Plant Revamp With Purifier: Rajesh Aggarwal12 pages
- Technical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. MadhavanNo ratings yetTechnical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. Madhavan12 pages
- Economic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsNo ratings yetEconomic Evaluation of NGL Recovery Process Schemes For Lean Feed Compositions10 pages
- Strange Operation Experience in Synloop Boiler Ends in Extensive Repair of Ammonia Converter CartridgeNo ratings yetStrange Operation Experience in Synloop Boiler Ends in Extensive Repair of Ammonia Converter Cartridge14 pages
- At 05415 WP Acid Gas Cleaning Using Amine Solvents 2019 1125No ratings yetAt 05415 WP Acid Gas Cleaning Using Amine Solvents 2019 112563 pages
- Modeling & Simulation of Secondary ReformerNo ratings yetModeling & Simulation of Secondary Reformer8 pages
- Gas Cleaning - Pressure Swing AdsorptionNo ratings yetGas Cleaning - Pressure Swing Adsorption15 pages
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsNo ratings yetCatalyst Catastrophes II: John Brightling and DR Mike Roberts12 pages
- Carbon Formation Issues in SMR (Steam Methane Reformer)No ratings yetCarbon Formation Issues in SMR (Steam Methane Reformer)8 pages
- Accelerated Corrosion in Benfield Absorber100% (3)Accelerated Corrosion in Benfield Absorber12 pages
- Experience of Ammonia Converter With Catalyst Leakage and RepairsNo ratings yetExperience of Ammonia Converter With Catalyst Leakage and Repairs11 pages
- Methyldiethanolamine As A Solvent For Gas Desulfurization100% (1)Methyldiethanolamine As A Solvent For Gas Desulfurization66 pages
- Ammonia How Much Catalyst Is Needed ForNo ratings yetAmmonia How Much Catalyst Is Needed For10 pages
- Steady State Chemical Process SimulationNo ratings yetSteady State Chemical Process Simulation20 pages
- Comparison of Several Packings For CO2 Chemical Absorption in A Packed ColumnNo ratings yetComparison of Several Packings For CO2 Chemical Absorption in A Packed Column7 pages
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. WilliamsNo ratings yet50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williams9 pages
- Continuous Heat Stable Salts Removal From Amine SolutionsNo ratings yetContinuous Heat Stable Salts Removal From Amine Solutions12 pages
- P Psa S G E P: Olybed Ystems FOR AS Xtraction and UrificationNo ratings yetP Psa S G E P: Olybed Ystems FOR AS Xtraction and Urification2 pages
- Centrifugal Compressor Construction and Testing50% (2)Centrifugal Compressor Construction and Testing10 pages
- Energy Conversion and Management: Haris Ishaq, Curran CrawfordNo ratings yetEnergy Conversion and Management: Haris Ishaq, Curran Crawford20 pages
- Catalytic Reforming: 2011 Refining Processes Handbook100% (1)Catalytic Reforming: 2011 Refining Processes Handbook3 pages
- Assuring The Safety of Ammonia Plant Vessels and Piping Using API RP 579No ratings yetAssuring The Safety of Ammonia Plant Vessels and Piping Using API RP 57911 pages
- "New Reforming Concepts For Large Scale NH Plants": Paper Abstract100% (1)"New Reforming Concepts For Large Scale NH Plants": Paper Abstract17 pages
- Air Coolers Versus Shell-And-tube Water Coolers67% (3)Air Coolers Versus Shell-And-tube Water Coolers8 pages
- Process Safety in The Fertilizer Industry, A New Focus: Fertiliser Production and Process RisksNo ratings yetProcess Safety in The Fertilizer Industry, A New Focus: Fertiliser Production and Process Risks12 pages
- Revamping Concepts For Urea Plants by Hans Van Den TillaartNo ratings yetRevamping Concepts For Urea Plants by Hans Van Den Tillaart31 pages
- Steam Methane Reforming Reaction Process Intensification by Using A ReactorNo ratings yetSteam Methane Reforming Reaction Process Intensification by Using A Reactor14 pages
- Aiche 36 012problematic Low Temperature ShiftNo ratings yetAiche 36 012problematic Low Temperature Shift10 pages
- Carry Over Problems in CO Removal Units: Problem DefinitionNo ratings yetCarry Over Problems in CO Removal Units: Problem Definition10 pages
- Review of Small Stationary Reformers For Hydrogen Production100% (1)Review of Small Stationary Reformers For Hydrogen Production52 pages
- Failure of 110 Bar WHB's Due To Poor Quality Boiler Feed WaterNo ratings yetFailure of 110 Bar WHB's Due To Poor Quality Boiler Feed Water9 pages
- Design Basis: 2.1. Processing ObjectivesNo ratings yetDesign Basis: 2.1. Processing Objectives12 pages
- Amine Systems: Corrosion Overview, Impact of Solids On The Corrosion-Fouling CycleNo ratings yetAmine Systems: Corrosion Overview, Impact of Solids On The Corrosion-Fouling Cycle23 pages
- Amine Degradation in CO2 Service - HuntsmanNo ratings yetAmine Degradation in CO2 Service - Huntsman16 pages
- Foam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsNo ratings yetFoam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and Concentrations6 pages
- Mechanical Integrity:: Fixed Equipment Standards & Recommended Practices100% (1)Mechanical Integrity:: Fixed Equipment Standards & Recommended Practices36 pages
- Aspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA SheetNo ratings yetAspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA Sheet1 page
- Consideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer ServiceNo ratings yetConsideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer Service9 pages
- Engro's Experience With Implementation of A S-300 Converter During A Normal T/ANo ratings yetEngro's Experience With Implementation of A S-300 Converter During A Normal T/A10 pages
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerNo ratings yetPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringer6 pages
- The Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron ParrNo ratings yetThe Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron Parr5 pages
- Bimetallic and Alloy Welds in HP Hydrogen and Nitrogen ServiceNo ratings yetBimetallic and Alloy Welds in HP Hydrogen and Nitrogen Service18 pages
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractNo ratings yetWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstract16 pages
- Pressure Drop Improvements in A Fixed Bed ReactorNo ratings yetPressure Drop Improvements in A Fixed Bed Reactor10 pages
- Revamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-ToolseeNo ratings yetRevamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-Toolsee7 pages
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyNo ratings yetCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economy13 pages
- High Temperature Service Equipment and Piping Maintenance in Plant100% (1)High Temperature Service Equipment and Piping Maintenance in Plant22 pages
- Properties and Microstructures of Outlet Manifold Components100% (1)Properties and Microstructures of Outlet Manifold Components12 pages
- Legionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. VerduijnNo ratings yetLegionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. Verduijn15 pages
- Experience of Energy Saving and Naphtha To Gas Conversion Projects at IFFCONo ratings yetExperience of Energy Saving and Naphtha To Gas Conversion Projects at IFFCO16 pages
- Lifetime Assessment of NH - Plants: Approach For Lifetime ExtensionNo ratings yetLifetime Assessment of NH - Plants: Approach For Lifetime Extension12 pages
- Risk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. SmallwoodNo ratings yetRisk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. Smallwood8 pages
- Advancements in Compression Technology For Syn Gas Applications Efficiency and ReliabilityNo ratings yetAdvancements in Compression Technology For Syn Gas Applications Efficiency and Reliability7 pages
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitNo ratings yetNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Strait12 pages
- Conversion of Sulfinol To BASF' S Amdea: SM ® SM SMNo ratings yetConversion of Sulfinol To BASF' S Amdea: SM ® SM SM12 pages
- Radar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea PlantsNo ratings yetRadar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea Plants10 pages
- Failure of Ammonia-1 Natural Gas Compressor TrainNo ratings yetFailure of Ammonia-1 Natural Gas Compressor Train9 pages
- Facing The Demand of Reformed Gas Boilers of Big Capacity: Leonardo Presciuttini and Domenico LippolisNo ratings yetFacing The Demand of Reformed Gas Boilers of Big Capacity: Leonardo Presciuttini and Domenico Lippolis13 pages
- Methodology For Product Carbon Footprint Calculation100% (2)Methodology For Product Carbon Footprint Calculation17 pages
- INSTA January 2021 Current Affairs Quiz QuestionsNo ratings yetINSTA January 2021 Current Affairs Quiz Questions20 pages
- India's Electric Mobility TransformationNo ratings yetIndia's Electric Mobility Transformation58 pages
- How Different Forms of Energy Are HarnessedNo ratings yetHow Different Forms of Energy Are Harnessed6 pages
- 9.1 Composition & Evolution of The Earth's Atmosphere QPNo ratings yet9.1 Composition & Evolution of The Earth's Atmosphere QP15 pages
- Debate Between Development Paradigm and Environment ParadigmNo ratings yetDebate Between Development Paradigm and Environment Paradigm13 pages
- Ebbing of The Guardian: A Dissection of The Law Protecting The Ozone LayerNo ratings yetEbbing of The Guardian: A Dissection of The Law Protecting The Ozone Layer9 pages
- Net Zero Energy Building (Nzeb) : Presented By: Abdur Rasheed, Abu Huraira & Mohd Khalid RazaNo ratings yetNet Zero Energy Building (Nzeb) : Presented By: Abdur Rasheed, Abu Huraira & Mohd Khalid Raza23 pages
- Part I. Phonetics: Unit 9 - Preserving Environment Worksheet No. 3No ratings yetPart I. Phonetics: Unit 9 - Preserving Environment Worksheet No. 36 pages
- Environmental Pollution and Its SollutionsNo ratings yetEnvironmental Pollution and Its Sollutions23 pages
- What's The Carbon Cost of Your JewelleryNo ratings yetWhat's The Carbon Cost of Your Jewellery15 pages
















































































































- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediation
- Consider Practical Conditions For Vacuum Unit ModelingConsider Practical Conditions For Vacuum Unit Modeling
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankFailure of Inner Shell of Double Walled Atmospheric Ammonia Tank
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosage
- 2020 Book Teaching Climate Change With Etwinning EN2020 Book Teaching Climate Change With Etwinning EN
- Conventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalConventional Ammonia Plant Revamp With Purifier: Rajesh Aggarwal
- Technical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. MadhavanTechnical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. Madhavan
- Economic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsEconomic Evaluation of NGL Recovery Process Schemes For Lean Feed Compositions
- Strange Operation Experience in Synloop Boiler Ends in Extensive Repair of Ammonia Converter CartridgeStrange Operation Experience in Synloop Boiler Ends in Extensive Repair of Ammonia Converter Cartridge
- At 05415 WP Acid Gas Cleaning Using Amine Solvents 2019 1125At 05415 WP Acid Gas Cleaning Using Amine Solvents 2019 1125
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsCatalyst Catastrophes II: John Brightling and DR Mike Roberts
- Carbon Formation Issues in SMR (Steam Methane Reformer)Carbon Formation Issues in SMR (Steam Methane Reformer)
- Experience of Ammonia Converter With Catalyst Leakage and RepairsExperience of Ammonia Converter With Catalyst Leakage and Repairs
- Methyldiethanolamine As A Solvent For Gas DesulfurizationMethyldiethanolamine As A Solvent For Gas Desulfurization
- Comparison of Several Packings For CO2 Chemical Absorption in A Packed ColumnComparison of Several Packings For CO2 Chemical Absorption in A Packed Column
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williams50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williams
- Continuous Heat Stable Salts Removal From Amine SolutionsContinuous Heat Stable Salts Removal From Amine Solutions
- P Psa S G E P: Olybed Ystems FOR AS Xtraction and UrificationP Psa S G E P: Olybed Ystems FOR AS Xtraction and Urification
- Energy Conversion and Management: Haris Ishaq, Curran CrawfordEnergy Conversion and Management: Haris Ishaq, Curran Crawford
- Catalytic Reforming: 2011 Refining Processes HandbookCatalytic Reforming: 2011 Refining Processes Handbook
- Assuring The Safety of Ammonia Plant Vessels and Piping Using API RP 579Assuring The Safety of Ammonia Plant Vessels and Piping Using API RP 579
- "New Reforming Concepts For Large Scale NH Plants": Paper Abstract"New Reforming Concepts For Large Scale NH Plants": Paper Abstract
- Process Safety in The Fertilizer Industry, A New Focus: Fertiliser Production and Process RisksProcess Safety in The Fertilizer Industry, A New Focus: Fertiliser Production and Process Risks
- Revamping Concepts For Urea Plants by Hans Van Den TillaartRevamping Concepts For Urea Plants by Hans Van Den Tillaart
- Steam Methane Reforming Reaction Process Intensification by Using A ReactorSteam Methane Reforming Reaction Process Intensification by Using A Reactor
- Carry Over Problems in CO Removal Units: Problem DefinitionCarry Over Problems in CO Removal Units: Problem Definition
- Review of Small Stationary Reformers For Hydrogen ProductionReview of Small Stationary Reformers For Hydrogen Production
- Failure of 110 Bar WHB's Due To Poor Quality Boiler Feed WaterFailure of 110 Bar WHB's Due To Poor Quality Boiler Feed Water
- Amine Systems: Corrosion Overview, Impact of Solids On The Corrosion-Fouling CycleAmine Systems: Corrosion Overview, Impact of Solids On The Corrosion-Fouling Cycle
- Foam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsFoam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and Concentrations
- Mechanical Integrity:: Fixed Equipment Standards & Recommended PracticesMechanical Integrity:: Fixed Equipment Standards & Recommended Practices
- Aspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA SheetAspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA Sheet
- Consideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer ServiceConsideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer Service
- Engro's Experience With Implementation of A S-300 Converter During A Normal T/AEngro's Experience With Implementation of A S-300 Converter During A Normal T/A
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringer
- The Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron ParrThe Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron Parr
- Bimetallic and Alloy Welds in HP Hydrogen and Nitrogen ServiceBimetallic and Alloy Welds in HP Hydrogen and Nitrogen Service
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstract
- Revamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-ToolseeRevamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-Toolsee
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economy
- High Temperature Service Equipment and Piping Maintenance in PlantHigh Temperature Service Equipment and Piping Maintenance in Plant
- Properties and Microstructures of Outlet Manifold ComponentsProperties and Microstructures of Outlet Manifold Components
- Legionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. VerduijnLegionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. Verduijn
- Experience of Energy Saving and Naphtha To Gas Conversion Projects at IFFCOExperience of Energy Saving and Naphtha To Gas Conversion Projects at IFFCO
- Lifetime Assessment of NH - Plants: Approach For Lifetime ExtensionLifetime Assessment of NH - Plants: Approach For Lifetime Extension
- Risk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. SmallwoodRisk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. Smallwood
- Advancements in Compression Technology For Syn Gas Applications Efficiency and ReliabilityAdvancements in Compression Technology For Syn Gas Applications Efficiency and Reliability
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Strait
- Conversion of Sulfinol To BASF' S Amdea: SM ® SM SMConversion of Sulfinol To BASF' S Amdea: SM ® SM SM
- Radar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea PlantsRadar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea Plants
- Facing The Demand of Reformed Gas Boilers of Big Capacity: Leonardo Presciuttini and Domenico LippolisFacing The Demand of Reformed Gas Boilers of Big Capacity: Leonardo Presciuttini and Domenico Lippolis
- Methodology For Product Carbon Footprint CalculationMethodology For Product Carbon Footprint Calculation
- 9.1 Composition & Evolution of The Earth's Atmosphere QP9.1 Composition & Evolution of The Earth's Atmosphere QP
- Debate Between Development Paradigm and Environment ParadigmDebate Between Development Paradigm and Environment Paradigm
- Ebbing of The Guardian: A Dissection of The Law Protecting The Ozone LayerEbbing of The Guardian: A Dissection of The Law Protecting The Ozone Layer
- Net Zero Energy Building (Nzeb) : Presented By: Abdur Rasheed, Abu Huraira & Mohd Khalid RazaNet Zero Energy Building (Nzeb) : Presented By: Abdur Rasheed, Abu Huraira & Mohd Khalid Raza
- Part I. Phonetics: Unit 9 - Preserving Environment Worksheet No. 3Part I. Phonetics: Unit 9 - Preserving Environment Worksheet No. 3