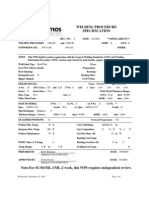
Weld Procedure Specification (WPS) : According To Asme Ix &
Weld Procedure Specification (WPS) : According To Asme Ix &
Download as doc, pdf, or txt
You might also like
- Draft WPS For Carbon Steel PipeDocument2 pagesDraft WPS For Carbon Steel Pipeabet_singkong893057% (7)
- Weekly Welder Repair Rate MonitoringDocument15 pagesWeekly Welder Repair Rate MonitoringSiddiqui Abdul Khaliq100% (1)
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (2)
- Wps SawDocument2 pagesWps Sawdevendrasingh2021100% (10)
- Aluminium WPSDocument2 pagesAluminium WPSAnonymous yCpjZF1rF100% (1)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (3)
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (3)
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Welder ListDocument2 pagesWelder ListYulian Adhriansyah100% (1)
- Electrode SelectionDocument1 pageElectrode SelectionMel gibsonNo ratings yet
- DHGDocument1 pageDHGjahanNo ratings yet
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
- Weld Procedure Specification (WPS) : According To Asme IxDocument1 pageWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- PIPING WPS and PQRDocument5 pagesPIPING WPS and PQRshibaprasad0115No ratings yet
- PQR Babbit SCDocument34 pagesPQR Babbit SCagustinusNo ratings yet
- GWAW Welding SpecificationDocument2 pagesGWAW Welding SpecificationSaurabh GuptaNo ratings yet
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)Njoku ChijiokeNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- PQR FC-12-22Document2 pagesPQR FC-12-22cycsi02No ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- WPS PJBDocument7 pagesWPS PJBMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- PQR FC-19-23Document2 pagesPQR FC-19-23cycsi02No ratings yet
- PQR FC-19-23.1Document2 pagesPQR FC-19-23.1cycsi02No ratings yet
- WPS NewDocument13 pagesWPS NewMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specification: Monday, April 27, 2009 Page 1 of 2Document2 pagesWelding Procedure Specification: Monday, April 27, 2009 Page 1 of 2srb metallurgNo ratings yet
- PQR PDFDocument2 pagesPQR PDFNjoku ChijiokeNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- WPS & PQRDocument7 pagesWPS & PQRRanjan KumarNo ratings yet
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad Daniel100% (2)
- APL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - IxDocument2 pagesAPL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - Ixmc160403810 Usman AliNo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Procedure Qualification Record (PQR) Khewari Development ProjectDocument2 pagesProcedure Qualification Record (PQR) Khewari Development Projectsar sarNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- PQR UpdatedDocument2 pagesPQR UpdatedameeruldumNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationMark Jason M. BrualNo ratings yet
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- MHC Conveying System Private Limited: JOINTS (QW-402)Document3 pagesMHC Conveying System Private Limited: JOINTS (QW-402)Lipika GayenNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Mig Welding Mastery PDFDocument31 pagesMig Welding Mastery PDFCarlos SosaNo ratings yet
- Wps Sa106 Grbeil Gtaw SmawDocument5 pagesWps Sa106 Grbeil Gtaw SmawRajmahesh DakhoreNo ratings yet
- Drawing For Lubrication MillDocument2 pagesDrawing For Lubrication MillDeepakNo ratings yet
- Accredited Compentency Assessors As of July 2022Document10 pagesAccredited Compentency Assessors As of July 2022Mark TepaceNo ratings yet
- Kiln Consumable SpareDocument2 pagesKiln Consumable SpareAMCFC BlueNo ratings yet
- Welding (Cadet Training)Document41 pagesWelding (Cadet Training)Kyaw Bhone WinNo ratings yet
- Episode 607: Specific Heat Capacity: Changes Phase From A Solid To A Liquid or Liquid To A GasDocument19 pagesEpisode 607: Specific Heat Capacity: Changes Phase From A Solid To A Liquid or Liquid To A GasMuhamadMarufNo ratings yet
- PQR Fcaw SmawDocument2 pagesPQR Fcaw SmawMIGUEL ANGELNo ratings yet
- Welding CodeDocument14 pagesWelding CodeKureiNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- Weld WeightDocument10 pagesWeld WeightDivyesh PatelNo ratings yet
- Practice 6 - Questions - CSWIPDocument12 pagesPractice 6 - Questions - CSWIPravichandran0506100% (1)
- EnerVal TehniCki KatalogDocument18 pagesEnerVal TehniCki KatalogHasim BenziniNo ratings yet
- Smaw PDFDocument10 pagesSmaw PDFArizapatazoNo ratings yet
- Basic Welding Knowledge and TechniquesDocument2 pagesBasic Welding Knowledge and Techniquesapi-390592034No ratings yet
- FDLA - Fan Coil Ducto Daitsu - Rev.1 PDFDocument52 pagesFDLA - Fan Coil Ducto Daitsu - Rev.1 PDFVictor Hugo Castillo Aguirre0% (1)
- Data Film IIWDocument2 pagesData Film IIWelektromekanik 2014No ratings yet
- Eo Weld Fitting 4100e001Document11 pagesEo Weld Fitting 4100e001sandeepNo ratings yet
- Flow Temp. Controller 2 (Cased) PAC-IF031B-E: Installation ManualDocument36 pagesFlow Temp. Controller 2 (Cased) PAC-IF031B-E: Installation ManualAttila BalazsNo ratings yet
- SP, Robacta 280 (42,0415,0145), 20150716 - TOCHA 301Document18 pagesSP, Robacta 280 (42,0415,0145), 20150716 - TOCHA 301saub.maintNo ratings yet
- Ahp 2X660 (WPS) )Document17 pagesAhp 2X660 (WPS) )Hema NandhNo ratings yet
- Electrode Selection Excel ChartDocument2 pagesElectrode Selection Excel ChartHamid MansouriNo ratings yet
- E Joint Factor 2 PDFDocument1 pageE Joint Factor 2 PDFMohamed ElsayedNo ratings yet
- ITP-Steel Structure NewDocument5 pagesITP-Steel Structure NewPrasanta ParidaNo ratings yet
- BV Fillet Welding SIzeDocument5 pagesBV Fillet Welding SIzeGede Bayu AryaNo ratings yet