Fired Heater Control
Fired Heater Control
Download as pdf or txt
You might also like
- Esteem - The Fired Heater CompanyDocument49 pagesEsteem - The Fired Heater CompanymonugeniNo ratings yet
- 4-Way Diverter Valve PDFDocument6 pages4-Way Diverter Valve PDFnadeemNo ratings yet
- Performance of One Unit Inlet Shell Side Outlet Inlet Tube Side OutletDocument4 pagesPerformance of One Unit Inlet Shell Side Outlet Inlet Tube Side OutletMohammad Mehdi JafariNo ratings yet
- Stilling Well PDFDocument13 pagesStilling Well PDFRitesh VishambhariNo ratings yet
- Ceramic Forming TechniquesDocument26 pagesCeramic Forming TechniquesBorith pangNo ratings yet
- Flow Induced Vibrations in Boiler Systems With Low NO BurnersDocument13 pagesFlow Induced Vibrations in Boiler Systems With Low NO BurnersJHON ANGEL VARGAS HUAHUASONCCONo ratings yet
- Exxon IP 10-10-2 General Purpose Gear UnitsDocument3 pagesExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaNo ratings yet
- Velan Delayed Coker ValvesDocument12 pagesVelan Delayed Coker ValvesIslam Hosny MohamedNo ratings yet
- Sealless Centrifugal Pumps (Amendments/Supplements To Api 685)Document30 pagesSealless Centrifugal Pumps (Amendments/Supplements To Api 685)sfar yassineNo ratings yet
- Saes L 140 PDFDocument13 pagesSaes L 140 PDFsamsurendran_mech4020100% (1)
- 60.35-001 - 1994 Pressure GuagesDocument3 pages60.35-001 - 1994 Pressure GuagespradeepNo ratings yet
- Guide For Loading and Unloading of Cryogenic Liquid TankersDocument14 pagesGuide For Loading and Unloading of Cryogenic Liquid Tankersmohsin husen BargirNo ratings yet
- Spears Butterfly Check ValvesDocument2 pagesSpears Butterfly Check ValvesDaniel FloresNo ratings yet
- CLASS 252050: DEP 31.38.01.12-Gen Class 252050, Rev. M Page 1 of 12Document12 pagesCLASS 252050: DEP 31.38.01.12-Gen Class 252050, Rev. M Page 1 of 12SaguesoNo ratings yet
- Qatar Petroleum Ngl-1 Operating Manual: Vol: 1 Sec.: 6 1Document29 pagesQatar Petroleum Ngl-1 Operating Manual: Vol: 1 Sec.: 6 1varatharajan g rNo ratings yet
- Dirty Service Anti-Cavitation Trim (DST) : Bulletin 80.2:021Document4 pagesDirty Service Anti-Cavitation Trim (DST) : Bulletin 80.2:021Datt NguyenNo ratings yet
- Management of Hot Spots in Refractory Lined High Temperature EquipmentDocument8 pagesManagement of Hot Spots in Refractory Lined High Temperature EquipmentALEJANDRO FIGUEROANo ratings yet
- Heat Exchangers: Group PracticeDocument42 pagesHeat Exchangers: Group Practicemulldoctor1No ratings yet
- Engineering Standard: IPS-E-PR-745Document40 pagesEngineering Standard: IPS-E-PR-745Nhiệt điện Hải Phòng Công ty Cổ phầnNo ratings yet
- Process Safety Check List 2Document2 pagesProcess Safety Check List 2renjithv_4No ratings yet
- 3.5. 5701F Rev 0Document19 pages3.5. 5701F Rev 0sumit kumarNo ratings yet
- Impulse Tubing InstrumentsDocument2 pagesImpulse Tubing InstrumentssuhailfarhaanNo ratings yet
- ISA TR84.07 Gas DetectorsDocument106 pagesISA TR84.07 Gas DetectorsSheik BenasudeenNo ratings yet
- Quartzoid Bulb DetectorDocument6 pagesQuartzoid Bulb DetectorKirankumar BoddalaNo ratings yet
- GAPS Guidelines: Electrostatic PrecipitatorsDocument4 pagesGAPS Guidelines: Electrostatic PrecipitatorsAsad KhanNo ratings yet
- Steam-Injected GT ExerciseDocument9 pagesSteam-Injected GT ExerciseYinka AkinkunmiNo ratings yet
- Etsl T 2012Document7 pagesEtsl T 2012waqar ahmadNo ratings yet
- Applied Thermal Engineering: E.W. Zavaleta-Aguilar, J.R. Simões-MoreiraDocument9 pagesApplied Thermal Engineering: E.W. Zavaleta-Aguilar, J.R. Simões-MoreiraB rgNo ratings yet
- International Bechtel Co. LTDDocument6 pagesInternational Bechtel Co. LTDmostafaNo ratings yet
- Possible Failure Mechanisms BabcockDocument10 pagesPossible Failure Mechanisms Babcockanh thoNo ratings yet
- Fired HeatersDocument7 pagesFired HeatersDevansh PandyaNo ratings yet
- CLASS 252120: DEP 31.38.01.12-Gen Class 252120, Rev. H Page 1 of 10Document10 pagesCLASS 252120: DEP 31.38.01.12-Gen Class 252120, Rev. H Page 1 of 10SaguesoNo ratings yet
- BE-WI-248-01-F29 Datasheet Rupture DiscDocument3 pagesBE-WI-248-01-F29 Datasheet Rupture Discmika cabelloNo ratings yet
- V. Drainage Offshore Installation: Offshore Platform Drain SchematicDocument3 pagesV. Drainage Offshore Installation: Offshore Platform Drain SchematicYves Junior KeediNo ratings yet
- CLASS 11441: DEP 31.38.01.15-Gen Class 11441, Rev. K Page 1 of 15Document15 pagesCLASS 11441: DEP 31.38.01.15-Gen Class 11441, Rev. K Page 1 of 15SaguesoNo ratings yet
- Hazop - Net PDFDocument9 pagesHazop - Net PDFPalash DeyNo ratings yet
- Safety and Reliability Ammonia Plant ESD SystemDocument13 pagesSafety and Reliability Ammonia Plant ESD SystemhenriquezrsNo ratings yet
- Welker 2Document2 pagesWelker 2faradbNo ratings yet
- U-00034-PR-BOD-0001 - Rev.ADocument41 pagesU-00034-PR-BOD-0001 - Rev.AthinhviproNo ratings yet
- Spe 77-133 2017Document7 pagesSpe 77-133 2017윤규섭No ratings yet
- Glossary of Boiler Terms and DefinitionsDocument27 pagesGlossary of Boiler Terms and DefinitionsmadodandembeNo ratings yet
- Burner Management SystemDocument11 pagesBurner Management SystemMaurthi Uppalapati100% (1)
- Relief Valve and Control ValveDocument27 pagesRelief Valve and Control Valveanayo100% (1)
- Fisher Cryogenic ValveDocument12 pagesFisher Cryogenic ValvePratik PatelNo ratings yet
- Welker - Retractable ProbeDocument2 pagesWelker - Retractable ProbeGolfkung PairojNo ratings yet
- ImmersionDocument164 pagesImmersionsvpd2006No ratings yet
- Asco Series 314 Exida Sil Certificate 2016Document2 pagesAsco Series 314 Exida Sil Certificate 2016AkoKhalediNo ratings yet
- Shell DEP 44.24.32.30-Gen.Document29 pagesShell DEP 44.24.32.30-Gen.Manoj ChitreNo ratings yet
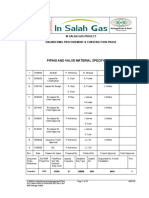
- Piping and Valve Material Specification: in Salah Gas Project Engineering Procurement & Construction PhaseDocument18 pagesPiping and Valve Material Specification: in Salah Gas Project Engineering Procurement & Construction PhasetariqNo ratings yet
- Oxygen Sensor Zirconia Vs TDLSDocument20 pagesOxygen Sensor Zirconia Vs TDLSRaymundus Rizki DomoNo ratings yet
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 pagesFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNo ratings yet
- Aln FP Esa Mec SPC 2200 - D028.1Document24 pagesAln FP Esa Mec SPC 2200 - D028.1ahmed.njahNo ratings yet
- Testing and Maintenance of Steam TrapsDocument5 pagesTesting and Maintenance of Steam Trapsthunderpedro100% (1)
- Specification Att - 3-4 - A642-000-16-54-TS-0001 Spec For Equip Noise LimitDocument5 pagesSpecification Att - 3-4 - A642-000-16-54-TS-0001 Spec For Equip Noise LimitAvinash ShuklaNo ratings yet
- HAZOP Case Study ExampleDocument4 pagesHAZOP Case Study ExampleanushaNo ratings yet
- Lokring Fitting Guide Rev1Document7 pagesLokring Fitting Guide Rev1John DryNo ratings yet
- CLASS 251031: DEP 31.38.01.12-Gen Class 251031, Rev. L Page 1 of 13Document13 pagesCLASS 251031: DEP 31.38.01.12-Gen Class 251031, Rev. L Page 1 of 13Sagueso100% (1)
- Ab 036180 001Document1 pageAb 036180 001narutothunderjet216No ratings yet
- Checklist For Arrangement and Detail of Drum InternalsDocument5 pagesChecklist For Arrangement and Detail of Drum InternalsRamalingam PrabhakaranNo ratings yet
- Evaluating Hydrogen Rich Fuel Gas FiringDocument4 pagesEvaluating Hydrogen Rich Fuel Gas FiringVenkatesh Kumar RamanujamNo ratings yet
- Performance Improvements at The Boardman Coal PlantDocument15 pagesPerformance Improvements at The Boardman Coal PlantindiaNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-43Document2 pages01.hazards of Trapped Pressure & Vacuum-43rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-10Document2 pages01.hazards of Trapped Pressure & Vacuum-10rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-18Document2 pages01.hazards of Trapped Pressure & Vacuum-18rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-40Document2 pages01.hazards of Trapped Pressure & Vacuum-40rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-17Document2 pages01.hazards of Trapped Pressure & Vacuum-17rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-9Document2 pages01.hazards of Trapped Pressure & Vacuum-9rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-46Document2 pages01.hazards of Trapped Pressure & Vacuum-46rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-38Document2 pages01.hazards of Trapped Pressure & Vacuum-38rahulNo ratings yet
- Empirical Process ControlDocument12 pagesEmpirical Process Controlrahul100% (1)
- 5 Temperature Measurement Mistakes With RtdsDocument17 pages5 Temperature Measurement Mistakes With RtdsrahulNo ratings yet
- D/P Transmitter Missteps Venturi or Flow Nozzle?Document4 pagesD/P Transmitter Missteps Venturi or Flow Nozzle?rahulNo ratings yet
- Core Experiment 2 Potato OsmometerDocument2 pagesCore Experiment 2 Potato Osmometerabhinab.nairNo ratings yet
- TMR2001A - TMH2001B Rev102013 enDocument20 pagesTMR2001A - TMH2001B Rev102013 enstefanovicana1No ratings yet
- Extractors for estimating plant available silicon from potential silicon fertilizer sourcesDocument12 pagesExtractors for estimating plant available silicon from potential silicon fertilizer sourcesngobaochanNo ratings yet
- UNIT1 Question Bank EDDocument7 pagesUNIT1 Question Bank EDsuganya1190No ratings yet
- Asme 2153Document1 pageAsme 2153Varma DantuluriNo ratings yet
- Cic7ed ch1 Answers PDFDocument4 pagesCic7ed ch1 Answers PDFWaqar AhmadNo ratings yet
- Gas Sweetening ProcessesDocument9 pagesGas Sweetening ProcessesAjaykumarNo ratings yet
- X-Roc Multibond LX: Multi-Purpose Primer and Mortar AdditiveDocument2 pagesX-Roc Multibond LX: Multi-Purpose Primer and Mortar AdditiveAmr RagabNo ratings yet
- General Chemistry Week 6-7Document10 pagesGeneral Chemistry Week 6-7angelalouise435No ratings yet
- Bio Gas AD DesignsDocument134 pagesBio Gas AD DesignsJayant SisodiaNo ratings yet
- Basic Welding TermsDocument2 pagesBasic Welding TermsJelena MitrovicNo ratings yet
- 9701 w06 Ms 4Document6 pages9701 w06 Ms 4Hubbak KhanNo ratings yet
- HALOALKANES Quiz SheetDocument6 pagesHALOALKANES Quiz Sheetnajifaahmed223No ratings yet
- WRC 541Document150 pagesWRC 541Ganesh Patil100% (4)
- CORROSION - Admixture CONLIFE For Rust Proof CONCRETEDocument4 pagesCORROSION - Admixture CONLIFE For Rust Proof CONCRETERAJESHWARRAO BANDARINo ratings yet
- JAC-12th (SCIENCE) NEW SYLLABUSDocument2 pagesJAC-12th (SCIENCE) NEW SYLLABUSdwotta913No ratings yet
- Physical-Science11 Q1 MODULE-6 Edited 08082020Document31 pagesPhysical-Science11 Q1 MODULE-6 Edited 08082020Roseman Tumaliuan100% (1)
- Chemistry Q and ADocument5 pagesChemistry Q and AJOANNA MARIE SUAREZNo ratings yet
- McClements 2002, Theoretical Prediction of Emulsion ColorDocument27 pagesMcClements 2002, Theoretical Prediction of Emulsion ColorkateNo ratings yet
- Solvent Cement For Bonding Flexible PVCDocument2 pagesSolvent Cement For Bonding Flexible PVCWaleed Khalid100% (2)
- HydraulicsDocument85 pagesHydraulicsdfranciscoNo ratings yet
- Hydroprocessing: Hydrocracking & HydrotreatingDocument45 pagesHydroprocessing: Hydrocracking & HydrotreatingRobin ZwartNo ratings yet
- Guia Seleccion Metal AporteDocument2 pagesGuia Seleccion Metal AporteDAEL CASTRO VILLAMIZARNo ratings yet
- Ejesm V15i4 3Document7 pagesEjesm V15i4 3Xile LeadNo ratings yet
- November 2007Document24 pagesNovember 2007Ashish ShuklaNo ratings yet
- Fundamentals of Heat TransferDocument51 pagesFundamentals of Heat TransferSandeep MishraNo ratings yet
- Test Questionnaire Science 7 - 2nd QuarterDocument2 pagesTest Questionnaire Science 7 - 2nd Quartertrexia autidaNo ratings yet
- Strength of MaterialsDocument3 pagesStrength of MaterialsSai VanumamalaiNo ratings yet
- C in Radioactive Waste For Decommissioning of The Ignalina Nuclear Power PlantDocument8 pagesC in Radioactive Waste For Decommissioning of The Ignalina Nuclear Power PlantAnonymous 1hOgJqwZuzNo ratings yet