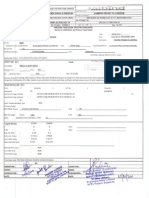
Record of Welder Performance Qualification: Picture
Record of Welder Performance Qualification: Picture
Download as xlsx, pdf, or txt
You might also like
- WPS 03Document2 pagesWPS 03mansoor_an100% (1)
- Lifting Plan For Erection of 2nd To 6th Rev.3Document11 pagesLifting Plan For Erection of 2nd To 6th Rev.3Rhannie Garcia100% (1)
- LOG-003 Rev. 03 Delivery Vehicle and Crane Preventive Maintenance ChecklistDocument3 pagesLOG-003 Rev. 03 Delivery Vehicle and Crane Preventive Maintenance ChecklistRhannie GarciaNo ratings yet
- Forged Steel Gate Valve CalculationsDocument20 pagesForged Steel Gate Valve CalculationsMahendra PatilNo ratings yet
- 16 TOFD Evaluation GuidelineDocument17 pages16 TOFD Evaluation GuidelineMohamed Ibrahim100% (1)
- Welder Cirt TotalDocument78 pagesWelder Cirt TotalNguyễn ChâuNo ratings yet
- Safety Valve Qap 270622Document2 pagesSafety Valve Qap 270622Pavul RajNo ratings yet
- 188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQDocument1 page188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQMuhammad Fitransyah Syamsuar Putra100% (1)
- wqt4 Gmaw 4gDocument2 pageswqt4 Gmaw 4gdevendrasingh202150% (2)
- WPS - 007Document11 pagesWPS - 007MAT-LIONNo ratings yet
- PWPS 013 PRDocument2 pagesPWPS 013 PRRenjith Gopan100% (1)
- Efendimonang@Document19 pagesEfendimonang@albihchoerulNo ratings yet
- Welding Procedure Specification For GTAWDocument9 pagesWelding Procedure Specification For GTAWraja reyhanNo ratings yet
- IP23 - Procedure For Welder Performance QualificationDocument25 pagesIP23 - Procedure For Welder Performance QualificationsajiNo ratings yet
- Nde Map & Nde Procedure (Sudah Di Revisi)Document4 pagesNde Map & Nde Procedure (Sudah Di Revisi)Hardika SambilangNo ratings yet
- WPQDocument1 pageWPQChava TejaNo ratings yet
- State Common Entrance Test Cell: 6006 College of Engineering, PuneDocument37 pagesState Common Entrance Test Cell: 6006 College of Engineering, PunedibuxipakNo ratings yet
- NDT Report - Dovetail WheelsDocument4 pagesNDT Report - Dovetail WheelsOm Ar TanNo ratings yet
- Abdul Muhid WPQRDocument1 pageAbdul Muhid WPQRChandra Bintang W.PNo ratings yet
- Body Flanges On ShellsDocument2 pagesBody Flanges On ShellsPadmanabhan VenkateshNo ratings yet
- Welders Identity Card: Project: Sharjah Cement Factory Customer: PhotoDocument1 pageWelders Identity Card: Project: Sharjah Cement Factory Customer: Photoayoki100% (1)
- Daily Welding Record LPDocument27 pagesDaily Welding Record LProbby moneNo ratings yet
- Class P6A6Document24 pagesClass P6A6SalimNo ratings yet
- GTAW SMAW 6 Inch CSDocument1 pageGTAW SMAW 6 Inch CSKentDemeterioNo ratings yet
- Pt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionDocument1 pagePt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionHaryanto RNo ratings yet
- JNKI-SOP-004-Welder Continuity Procedure - RevisionDocument3 pagesJNKI-SOP-004-Welder Continuity Procedure - RevisionAvishek GuptaNo ratings yet
- Fit-Up and Daily Welding Visual Inspection ReportDocument1 pageFit-Up and Daily Welding Visual Inspection ReportAws AbduljaleelNo ratings yet
- Technics Offshore Engineering Pte LTD: Material & Weld Traceability RecordDocument17 pagesTechnics Offshore Engineering Pte LTD: Material & Weld Traceability RecordHanuman RaoNo ratings yet
- NoticeDocument1 pageNoticeAnirban Sen SharmaNo ratings yet
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocument3 pagesWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNo ratings yet
- BGH GMBH: Armebehandlungszustand Heat de +Document4 pagesBGH GMBH: Armebehandlungszustand Heat de +joegempakNo ratings yet
- WPS Gtaw 2GDocument1 pageWPS Gtaw 2GSachin S. Salunkhe100% (2)
- Asme B16.36 Int PDFDocument3 pagesAsme B16.36 Int PDFRuben Dario Mamani ArellanoNo ratings yet
- WOPQ Form English1Document2 pagesWOPQ Form English1oaperuchenaNo ratings yet
- WPQDocument10 pagesWPQayoki100% (3)
- Plate Rolling Machine WikiDocument1 pagePlate Rolling Machine WikiShawn SimNo ratings yet
- Weld Map Coversheet30rr931Document2 pagesWeld Map Coversheet30rr931SANKET SINGHNo ratings yet
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- QC 64247-1 Contact Plate Inspection ReportDocument2 pagesQC 64247-1 Contact Plate Inspection ReportSenthil KumarNo ratings yet
- Welder Job Clearance Card: Nesma/TanmiaDocument8 pagesWelder Job Clearance Card: Nesma/TanmiaMohamed Reda Hussein Sengar100% (1)
- WPS PQR-05Document10 pagesWPS PQR-05Ranjan KumarNo ratings yet
- Cert Piping W54.5Document2 pagesCert Piping W54.5SANU0% (1)
- Review of WPQDocument27 pagesReview of WPQdcsamaraweeraNo ratings yet
- Pengujian LasDocument51 pagesPengujian LasAriy AntoNo ratings yet
- Asme PQR Gtaw P8Document12 pagesAsme PQR Gtaw P8Boran YelkenciogluNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- A 307Document1 pageA 307GHULAM NABINo ratings yet
- 2024 References of Codes & Standards With Technical KnowledgeDocument19 pages2024 References of Codes & Standards With Technical KnowledgeqcsreekumarNo ratings yet
- NSH-DALM-JERP-WPS-11-P2 Rev.00Document10 pagesNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidNo ratings yet
- Welding Drying OvenDocument2 pagesWelding Drying OvenAsad AliNo ratings yet
- PQRDocument2 pagesPQRRavi KumaranNo ratings yet
- 385 2 Internal Gtaw+SmawDocument2 pages385 2 Internal Gtaw+Smawsubash1688No ratings yet
- SMN-J-PR-00-145 - Rev02 - Re-Instatement, Bolt Tightening Procedure For Piping SystemDocument12 pagesSMN-J-PR-00-145 - Rev02 - Re-Instatement, Bolt Tightening Procedure For Piping Systemono_czeNo ratings yet
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewDocument13 pagesLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiNo ratings yet
- NDT MapDocument1 pageNDT MapJuni OutsaidersNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- Hard Facing Overlay PDF FreeDocument2 pagesHard Facing Overlay PDF Freemayav1No ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Fcaw Wps-001a PDFDocument3 pagesFcaw Wps-001a PDFirfan bari100% (1)
- 2019 Key Changes Section IX PDFDocument55 pages2019 Key Changes Section IX PDFRachel ThompsonNo ratings yet
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- Record of Welder Performance Qualification: PictureDocument2 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- Project Daily Monitoring Sheet: Equipment QtyDocument1 pageProject Daily Monitoring Sheet: Equipment QtyRhannie GarciaNo ratings yet
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Scaffold Inspection Checklist FINALDocument2 pagesScaffold Inspection Checklist FINALRhannie GarciaNo ratings yet
- Lifting Plan For Erection of 2nd To 6th r.1Document10 pagesLifting Plan For Erection of 2nd To 6th r.1Rhannie GarciaNo ratings yet
- Bs Tech: Electrodes Baking and Holding RegisterDocument1 pageBs Tech: Electrodes Baking and Holding RegisterRhannie GarciaNo ratings yet
- General Chemical & Resin Consortium Inc.: No. Description/Item Completed/Done Yes NoDocument1 pageGeneral Chemical & Resin Consortium Inc.: No. Description/Item Completed/Done Yes NoRhannie GarciaNo ratings yet
- Roundness Check Record of 1St Shell CourseDocument1 pageRoundness Check Record of 1St Shell CourseRhannie GarciaNo ratings yet
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNo ratings yet
- Daily Welding Electrodes Control Records: Construction Work Miscellaneous WorkDocument2 pagesDaily Welding Electrodes Control Records: Construction Work Miscellaneous WorkRhannie GarciaNo ratings yet
- MS For ATM Tank Scaffold Rev.1Document11 pagesMS For ATM Tank Scaffold Rev.1Rhannie GarciaNo ratings yet
- MCC - Remaining Works To CompleteDocument1 pageMCC - Remaining Works To CompleteRhannie GarciaNo ratings yet
- Progress Report TargetDocument2 pagesProgress Report TargetRhannie GarciaNo ratings yet
- I and E Industrial System CA Calib 2021Document1 pageI and E Industrial System CA Calib 2021Rhannie GarciaNo ratings yet
- F-PUR-06 Vendor Accreditation Form - Rev03Document6 pagesF-PUR-06 Vendor Accreditation Form - Rev03Rhannie GarciaNo ratings yet
- ProposalDocument1 pageProposalRhannie GarciaNo ratings yet
- Ingenieria Construccion CorpDocument14 pagesIngenieria Construccion CorpRhannie GarciaNo ratings yet
- Feart 07 00261Document17 pagesFeart 07 00261radhiaNo ratings yet
- WP Maximizing Reach in LH Networks With Challenging Fiber ConditionsDocument12 pagesWP Maximizing Reach in LH Networks With Challenging Fiber ConditionsrkkothaNo ratings yet
- 3.stress ReliefDocument2 pages3.stress ReliefRajeevSangamNo ratings yet
- SEPARATIONSDocument13 pagesSEPARATIONSR ZoNo ratings yet
- RPT 2020 Fizik Tingkatan 4 KSSMDocument14 pagesRPT 2020 Fizik Tingkatan 4 KSSMMohamad Shahir Ismail67% (3)
- Welding: Ident No.: 0690709-4Document11 pagesWelding: Ident No.: 0690709-4Şansal DikmenerNo ratings yet
- Introduction To Chemical Engineering For Lecture 5: Flash DistillationDocument10 pagesIntroduction To Chemical Engineering For Lecture 5: Flash DistillationAkmalNo ratings yet
- High Pressure Flange Design 236313199Document133 pagesHigh Pressure Flange Design 236313199Karthikeyan VisvakNo ratings yet
- Chem ActivityDocument6 pagesChem ActivityYuri MonkeyNo ratings yet
- KatalogDocument90 pagesKatalogdev-nullNo ratings yet
- Influencie of Shearing Rate On Interfacial Friction Between Sand and SteelDocument16 pagesInfluencie of Shearing Rate On Interfacial Friction Between Sand and SteelMaríaJosé Toledo ArcicNo ratings yet
- 22KW Hydraulic Power Unit GADocument1 page22KW Hydraulic Power Unit GAGabi GabrielNo ratings yet
- Jenbacher: 1. Key To Module Diagrams and Technical Schema: - 1Document14 pagesJenbacher: 1. Key To Module Diagrams and Technical Schema: - 1Jamil Ahmed100% (1)
- Numerical Simulation of Ground Anchors: Nak-Kyung Kim, Jong-Sik Park, Sung-Kyu KimDocument10 pagesNumerical Simulation of Ground Anchors: Nak-Kyung Kim, Jong-Sik Park, Sung-Kyu KimDANIEKD HJEHEHENo ratings yet
- Lecture 5 Angular MomentumDocument47 pagesLecture 5 Angular MomentumdodifebrizalNo ratings yet
- AASHTO T 27 - Sieve Analysis of Fine and Coarse AggregatesDocument4 pagesAASHTO T 27 - Sieve Analysis of Fine and Coarse AggregatesBambang DwihargonoNo ratings yet
- FLO-2D Reference ManualDocument11 pagesFLO-2D Reference ManualroyerarangoasisNo ratings yet
- Design of Pile FootingDocument7 pagesDesign of Pile FootingFatima Ahmed100% (2)
- SUS302 Vs SUS304Document3 pagesSUS302 Vs SUS304enrico susantoNo ratings yet
- Homework 4Document5 pagesHomework 4Daniel CorzoNo ratings yet
- Forced ConvectionDocument5 pagesForced ConvectionNkoshiEpaphrasShoopalaNo ratings yet
- Rosin Rammler PSDDocument10 pagesRosin Rammler PSDNata IsmailNo ratings yet
- Pharmaceutics - 2020 Practice PaperDocument11 pagesPharmaceutics - 2020 Practice PaperGalata100% (2)
- Table 1. Bending Frequencies Configuration Frequency (HZ) CantileverDocument8 pagesTable 1. Bending Frequencies Configuration Frequency (HZ) CantileverHalit YılNo ratings yet
- Chapter 3: Ionic TransportDocument23 pagesChapter 3: Ionic TransportJayden WangNo ratings yet
- Fracture and Fatigue Analysis of An Agitator Shaft With A Circumferential NotchDocument118 pagesFracture and Fatigue Analysis of An Agitator Shaft With A Circumferential NotchManel MontesinosNo ratings yet
- Hydraulic Turbines: Turbines and That Con Vert Mechanical Energy IntoDocument22 pagesHydraulic Turbines: Turbines and That Con Vert Mechanical Energy IntosaitejaNo ratings yet
- Chapter 3 Callister SolutionDocument19 pagesChapter 3 Callister SolutionErick I BárcenasNo ratings yet