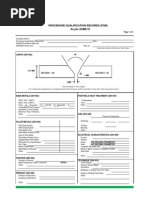
Procedure Qualification Records (PQR)
Procedure Qualification Records (PQR)
Download as pdf or txt
You might also like
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- AWWA M11 - 5th EditionDocument309 pagesAWWA M11 - 5th Editionlinesh3No ratings yet
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- WPS Format For ASME IX - PQR-AllDocument3 pagesWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- WpsDocument6 pagesWpsabhishek198327No ratings yet
- (Atkinson 2000) Artikel Fundamental Aspects of Hot Isostatic Pressing - An OverviewDocument20 pages(Atkinson 2000) Artikel Fundamental Aspects of Hot Isostatic Pressing - An OverviewChristian MohammadNo ratings yet
- FB-MultiPier Example PDFDocument152 pagesFB-MultiPier Example PDFEliNo ratings yet
- WPS & PQR of Ravindra KumarDocument4 pagesWPS & PQR of Ravindra Kumartripatipankaj023No ratings yet
- PQRDocument2 pagesPQRalokbdas100% (2)
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- WPSDocument3 pagesWPSPRAMARAONo ratings yet
- PQR 005-50-NLG PWHT (Icas)Document2 pagesPQR 005-50-NLG PWHT (Icas)Atilio BarriosNo ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- Smaw E316-16 (WPS+PQR) EditableDocument5 pagesSmaw E316-16 (WPS+PQR) Editablek v swarna deelipanNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- 1.911.032 WPQ Smaw Astm A36Document1 page1.911.032 WPQ Smaw Astm A36Felipe Carrasco sepulvedaNo ratings yet
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- Base Metals (Qw-403) Postweld Heat Treatment (Qw-407)Document2 pagesBase Metals (Qw-403) Postweld Heat Treatment (Qw-407)beyNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (2)
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- Final PQRDocument130 pagesFinal PQRAhamed Naufal CaNo ratings yet
- WPQT CertificateDocument104 pagesWPQT CertificateMaged Lotfy Abdel-aal100% (3)
- 2005-05 - WPS & PQR C5Document6 pages2005-05 - WPS & PQR C5misthahNo ratings yet
- Welder Qualification Record: Sub Contractor QC Lthe QC ClientDocument4 pagesWelder Qualification Record: Sub Contractor QC Lthe QC ClientZaidiNo ratings yet
- PRN005Document2 pagesPRN005beyNo ratings yet
- PQR Asme BlankDocument3 pagesPQR Asme Blankamirul8686No ratings yet
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Document2 pagesQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghNo ratings yet
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- WPS-PQR Gr. CF8MDocument9 pagesWPS-PQR Gr. CF8Mansarmulla711No ratings yet
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)surjithkocherilNo ratings yet
- STD PQR Format PDFDocument2 pagesSTD PQR Format PDFvinothNo ratings yet
- STD PQR Format PDFDocument2 pagesSTD PQR Format PDFvinoth100% (1)
- ASME IX - PQR-All PDFDocument3 pagesASME IX - PQR-All PDFThe Welding Inspections CommunityNo ratings yet
- Wps Magi Tig Exemple PDFDocument6 pagesWps Magi Tig Exemple PDFJaime PatrónNo ratings yet
- Ahp 2X660 (WPS) )Document17 pagesAhp 2X660 (WPS) )Hema NandhNo ratings yet
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- Iqwq Ce1091 VPWLD D7 4590 - ADocument120 pagesIqwq Ce1091 VPWLD D7 4590 - Ajacksonbello34No ratings yet
- WPS Gtaw) - 47Document2 pagesWPS Gtaw) - 47Dharmendra BhardwajNo ratings yet
- PRN004Document2 pagesPRN004beyNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- Suggested Weldin Lr. VijDocument4 pagesSuggested Weldin Lr. Vijmallik017100% (2)
- PQR ForDocument3 pagesPQR ForAkash Singh TomarNo ratings yet
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- QW 483 - PQR (Gtaw+smaw) 04.01.17Document8 pagesQW 483 - PQR (Gtaw+smaw) 04.01.17Srikant GanjiNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber67% (3)
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- WPQ Is 2062 Angad Chauhan W3 - 1GDocument2 pagesWPQ Is 2062 Angad Chauhan W3 - 1Gprod4150% (1)
- WPS - 3G - 7018Document2 pagesWPS - 3G - 7018tripathipradhumna7No ratings yet
- P1 to P1 GTAW 5265 (1)Document7 pagesP1 to P1 GTAW 5265 (1)iswarkumarsahoo894No ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- Zamil Process Equipment Company: Preliminary Welding Procedure Specification (PWPS)Document1 pageZamil Process Equipment Company: Preliminary Welding Procedure Specification (PWPS)Mohammad MushtaqNo ratings yet
- WPQTDocument1 pageWPQTyousab creator2No ratings yet
- Advanced Electric Drives: Analysis, Control, and Modeling Using MATLAB / SimulinkFrom EverandAdvanced Electric Drives: Analysis, Control, and Modeling Using MATLAB / SimulinkNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Heat Exc PPTDocument54 pagesHeat Exc PPTdasnaresh123fptNo ratings yet
- Hoop TensionDocument4 pagesHoop TensionKristin Brienne Leander-Renomeron100% (1)
- Septic Genie Installation InstructionsDocument3 pagesSeptic Genie Installation InstructionsGary McKayNo ratings yet
- EagleBurgmann Statotherm SSTC-TAL 9592 P enDocument1 pageEagleBurgmann Statotherm SSTC-TAL 9592 P enkeyur1109No ratings yet
- SECTION 03 41 00 Structural Precast Concrete Part 1 - GeneralDocument16 pagesSECTION 03 41 00 Structural Precast Concrete Part 1 - Generalraja qammarNo ratings yet
- Dry Joint of Precast Bridges FEM ModelDocument12 pagesDry Joint of Precast Bridges FEM ModelTamaduianu IoanNo ratings yet
- Types of Pipe Fittings in Plumbing SystemDocument7 pagesTypes of Pipe Fittings in Plumbing SystemJoanne DawangNo ratings yet
- Massachusetts Institute of Technology 2.006 Thermal-Fluids Engineering IIDocument5 pagesMassachusetts Institute of Technology 2.006 Thermal-Fluids Engineering IIMH MerhiNo ratings yet
- List of VendorDocument8 pagesList of Vendornishath100% (1)
- Method Statement For Remmoal of Paint Using ChemicalDocument4 pagesMethod Statement For Remmoal of Paint Using ChemicalSumedhaSampathNo ratings yet
- Mathura School OfferDocument1 pageMathura School OffersalesNo ratings yet
- Process Design and SimulationDocument5 pagesProcess Design and SimulationChemical EngineeringNo ratings yet
- Electrical Load ScheduleDocument7 pagesElectrical Load Scheduleahrielahrt14No ratings yet
- Sa Ami 000 Hdai 370120 - 1 - Standard Details For Sanitary ManholeDocument1 pageSa Ami 000 Hdai 370120 - 1 - Standard Details For Sanitary Manholemohamed esmailNo ratings yet
- Chapter 10 TimberDocument4 pagesChapter 10 TimberSimeon WoyesaNo ratings yet
- Band Beam TheoryDocument26 pagesBand Beam TheoryHuzaifa zafer100% (1)
- Technical Data Sheet For HSL-3 Heavy Duty Anchor Technical Information ASSET DOC 2331111Document11 pagesTechnical Data Sheet For HSL-3 Heavy Duty Anchor Technical Information ASSET DOC 2331111Fer VFNo ratings yet
- Drilled Shaft Inspector's ChecklistDocument5 pagesDrilled Shaft Inspector's ChecklistJohn ShaneNo ratings yet
- EIM NC II - CBC (Core Competencies Only)Document18 pagesEIM NC II - CBC (Core Competencies Only)silverlutetiumNo ratings yet
- Relief Valves (RH4 Series) : Catalog 4131-RH Revised, April 2001Document6 pagesRelief Valves (RH4 Series) : Catalog 4131-RH Revised, April 2001Azhar AhmadNo ratings yet
- ZJU Presentation LongDocument127 pagesZJU Presentation LongjoseNo ratings yet
- Duplex Stainless Steel Welding - Best PracticesDocument4 pagesDuplex Stainless Steel Welding - Best Practicesjosemiguelzu100% (1)
- Work List For Elevator Maintenance: MajalengkaDocument1 pageWork List For Elevator Maintenance: MajalengkaDadan HamdanNo ratings yet
- 15 TMSS 02 R0Document0 pages15 TMSS 02 R0renjithas2005No ratings yet
- Romblon State University College of Engineering and Technology Department of Mechanical Engineering Main CampusDocument7 pagesRomblon State University College of Engineering and Technology Department of Mechanical Engineering Main CampusJhon Ciryl M. CalayNo ratings yet
- Fire Rated Door Inspection Check ListDocument3 pagesFire Rated Door Inspection Check ListDP CORPORATIONNo ratings yet
- Mustang Series M116 or M6116 (Globe), M1116 or M61116 (Angle) Specification SheetDocument1 pageMustang Series M116 or M6116 (Globe), M1116 or M61116 (Angle) Specification SheetWattsNo ratings yet