Rotating Equipment Measurement
Rotating Equipment Measurement
Download as pdf or txt
At a glance
Powered by AI
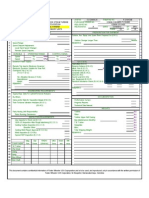
The document outlines the important measurements that need to be taken of rotating equipment to properly design a mechanical seal installation. It emphasizes that seals must be tailored to the specific equipment dimensions.
The main sections covered include where to take measurements, recording data, measuring equipment and accuracy, measurements and checks for different equipment types, retrofits, upgrades, and a stuffing box and sleeve data sheet.
The document indicates that typical measurements for a centrifugal pump include the shaft, seal chamber bore, spigot location, direction of rotation, PCD/bolt studs, and flush connections. Tolerances and checks are also discussed.
You might also like
- Ford Think Service Manual - Section 2 ChassisDocument41 pagesFord Think Service Manual - Section 2 ChassisDennis Jason AntiNo ratings yet
- Rotating Equipment Codes and StandardsDocument2 pagesRotating Equipment Codes and StandardsWong Da100% (11)
- Skin Effect Current Tracing - Installation Manual PDFDocument27 pagesSkin Effect Current Tracing - Installation Manual PDFYoung-seok Hwang100% (1)
- Car Dolly Illustrsated Parts DiagramDocument36 pagesCar Dolly Illustrsated Parts DiagramMike Wienhold100% (4)
- Jphil Bolting and Unbolting Procedure Rev 1Document21 pagesJphil Bolting and Unbolting Procedure Rev 1Mark Darrel AranasNo ratings yet
- Overview of Rotating Equipment PDFDocument96 pagesOverview of Rotating Equipment PDFAiyappa Devraj100% (8)
- Rotating Equipment Reliability PDFDocument8 pagesRotating Equipment Reliability PDFAmal Ka100% (1)
- Rotating Equipment Chapter 6Document19 pagesRotating Equipment Chapter 6Mohamad Sleiman100% (1)
- Introduction To Jig & Fixture Design by KempsterDocument54 pagesIntroduction To Jig & Fixture Design by Kempstersk9145100% (10)
- Green WallDocument11 pagesGreen WallMilan LončarNo ratings yet
- Installation Guidelines - Rotating EquipmentDocument18 pagesInstallation Guidelines - Rotating EquipmentSherif Adel100% (5)
- Guide To Measure Rotating EquipmentDocument18 pagesGuide To Measure Rotating EquipmentMDRNo ratings yet
- Rotating Equipment Knowledge2Document20 pagesRotating Equipment Knowledge2SingSareblakKanaManah100% (1)
- Rotating Equipment Study Material - GEDPDocument15 pagesRotating Equipment Study Material - GEDPahmdeidNo ratings yet
- Rotating Equipment Start Up Operation Maintenance TroubleshootingDocument4 pagesRotating Equipment Start Up Operation Maintenance TroubleshootingGhulam MurtazaNo ratings yet
- Standard Overhauling Procedure of Single Stage Horizontal Centrifugal PumpDocument3 pagesStandard Overhauling Procedure of Single Stage Horizontal Centrifugal PumpNilesh Gohel100% (1)
- Rotating Equipment Chapter 3 PumpsDocument125 pagesRotating Equipment Chapter 3 PumpsMamdouhAlhanafy100% (4)
- Rotating Equipment (Driven Items)Document292 pagesRotating Equipment (Driven Items)Faisal Dilbagh100% (1)
- Pump Maintenance Procedures 1Document7 pagesPump Maintenance Procedures 1Shraddha Raut100% (1)
- Mechanical Workshop Presenters: Chris Akpan & Adeboye ODocument143 pagesMechanical Workshop Presenters: Chris Akpan & Adeboye OAnie EkpenyongNo ratings yet
- Introduction To Rotating Equipment MaintenanceDocument456 pagesIntroduction To Rotating Equipment MaintenanceJShearer97% (62)
- Reverse Dial Indicator MethodDocument14 pagesReverse Dial Indicator MethodvinothenergyNo ratings yet
- Mechanical Seals Failure, Causes and Its RemediesDocument26 pagesMechanical Seals Failure, Causes and Its RemediesFaruque Khan Yumkhaibam100% (10)
- Training On Alignment of Rotating EquipmentDocument21 pagesTraining On Alignment of Rotating EquipmentJayant SagadeNo ratings yet
- PUMP TrainingDocument130 pagesPUMP TrainingTirta Budiawan100% (9)
- 03b3 - Equipment (Rotating Pumps)Document34 pages03b3 - Equipment (Rotating Pumps)John Lexmar LeynesNo ratings yet
- Steam Turbine Inspection Bhel PDFDocument26 pagesSteam Turbine Inspection Bhel PDFReda Nari100% (1)
- Pump Maintenance PDFDocument9 pagesPump Maintenance PDFkamel100% (1)
- Recip. Compressor TestingDocument10 pagesRecip. Compressor TestingS DasNo ratings yet
- 04 Rotating Equipment PDFDocument82 pages04 Rotating Equipment PDFViswanathPvNo ratings yet
- Siemens Rotating Machinery GuideDocument191 pagesSiemens Rotating Machinery GuideSathish Kumar100% (1)
- Pump and Compressor 2Document52 pagesPump and Compressor 2SaravananRamasamy100% (5)
- Pump MaintenanceDocument83 pagesPump MaintenanceSiva Kumar Tutika100% (3)
- Rim and Face - Alignment KnowledgeDocument19 pagesRim and Face - Alignment Knowledgevj kumar100% (2)
- Rotating EquipmentDocument235 pagesRotating EquipmentpraSHANT2331100% (5)
- Vertical PumpsDocument27 pagesVertical Pumpsmersium100% (2)
- Mechanical Seal Products and Services CatalogueDocument64 pagesMechanical Seal Products and Services Cataloguetankerstar100% (2)
- Mechanical Seal Presentation (2009)Document28 pagesMechanical Seal Presentation (2009)LelosPinelos123100% (6)
- Condition Monitoring For Steam Turbines Part IIDocument31 pagesCondition Monitoring For Steam Turbines Part IIidigiti100% (1)
- Mechanical Seal PresentationDocument48 pagesMechanical Seal Presentationsathesh100% (8)
- Recip. Comp ECDPDocument51 pagesRecip. Comp ECDPSkydriver Paul100% (1)
- Top 5 Rotating Equipment Engineer Interview Questions With AnswersDocument8 pagesTop 5 Rotating Equipment Engineer Interview Questions With Answerswinarnob100% (1)
- Centrifugal Pump InspectionDocument33 pagesCentrifugal Pump InspectionAbhi Nandana100% (1)
- Api 611 5Th Edition General " Purpose Steam Turbine Existing TurbineDocument1 pageApi 611 5Th Edition General " Purpose Steam Turbine Existing TurbineAlejandro GilNo ratings yet
- IndusInd Bank LEGEND Credit Card NewDocument1 pageIndusInd Bank LEGEND Credit Card Newrushikesh.fundsutraNo ratings yet
- Mechanical Seal ReplacementDocument21 pagesMechanical Seal ReplacementshahjahanhashimaliNo ratings yet
- EQPT-02-21 Pipe Strain For Rotating EquipmentDocument2 pagesEQPT-02-21 Pipe Strain For Rotating EquipmentAmanSharmaNo ratings yet
- Overhaul of Centrifugal Gas CompressorDocument61 pagesOverhaul of Centrifugal Gas CompressorAvinash Kulkarni100% (1)
- Centrifugal Compressor TestingDocument9 pagesCentrifugal Compressor TestingEnergy 2Green100% (1)
- JHON CRANE 2152037 Barrier FluidsDocument19 pagesJHON CRANE 2152037 Barrier Fluidstotalquality100% (3)
- Centrifugal PumpsDocument30 pagesCentrifugal PumpsNitish NairNo ratings yet
- Centrifugal Pump MaintenanceDocument32 pagesCentrifugal Pump Maintenancemersium100% (3)
- ChecklistDocument2 pagesChecklistdassayevNo ratings yet
- Visual Inspection of Large Electric GeneratorsDocument31 pagesVisual Inspection of Large Electric GeneratorskknifNo ratings yet
- JIG For ESP E - CE-RDE Installation (User Manual) - XNKS - Rev.01Document20 pagesJIG For ESP E - CE-RDE Installation (User Manual) - XNKS - Rev.01greensupply.salesNo ratings yet
- Installation, Operation and Maintenance of Airflex@ CM Marine ClutchDocument12 pagesInstallation, Operation and Maintenance of Airflex@ CM Marine Clutchaiyubi2No ratings yet
- Manufacturing Sun Cartridge Cavities: Tooling CheckDocument5 pagesManufacturing Sun Cartridge Cavities: Tooling CheckxxshNo ratings yet
- DOP 202 - Rev 2Document83 pagesDOP 202 - Rev 2Fernando AybarNo ratings yet
- 18 Visual InspectionDocument31 pages18 Visual InspectionanilscoobNo ratings yet
- Manual Rosemount Annubar Flowmeter Series Part 3 en 88154 PDFDocument4 pagesManual Rosemount Annubar Flowmeter Series Part 3 en 88154 PDFeduryuNo ratings yet
- DOP 206 - Rev 4Document12 pagesDOP 206 - Rev 4Fernando AybarNo ratings yet
- Xerox Workcenter 123,128,133Document1,176 pagesXerox Workcenter 123,128,133González Oviedo GabrielNo ratings yet
- Overhead SetDocument5 pagesOverhead SetHussain AhmedNo ratings yet
- Vertical and Horizontal Recirculator Packages: Form 120-200 IOM (MAR 2010)Document44 pagesVertical and Horizontal Recirculator Packages: Form 120-200 IOM (MAR 2010)botaratoNo ratings yet
- DesignSpark Mechanical GuidebookDocument94 pagesDesignSpark Mechanical Guidebookcipiripi14100% (1)
- 11-5k Annular BOP Operation Manual-Shaffer TypeDocument19 pages11-5k Annular BOP Operation Manual-Shaffer TypeDaniel RinconNo ratings yet
- M SP2000 en PDFDocument54 pagesM SP2000 en PDFChia Sze KiatNo ratings yet
- Freightliner Coronado Maintenance ManualDocument10 pagesFreightliner Coronado Maintenance Manualdaryl100% (36)
- Massey Ferguson 7465 TRACTOR Service Parts Catalogue Manual (Part Number 1637443)Document15 pagesMassey Ferguson 7465 TRACTOR Service Parts Catalogue Manual (Part Number 1637443)bvk2980022No ratings yet
- Bolts, Screw, Nut - Terminology and Nomenclature. ISO1891 - 1979 (E - F - R)Document66 pagesBolts, Screw, Nut - Terminology and Nomenclature. ISO1891 - 1979 (E - F - R)tkcn tvNo ratings yet
- Design of Pelletizing Machine (Balling Disc) : January 2015Document5 pagesDesign of Pelletizing Machine (Balling Disc) : January 2015VIETBKA GAMEPlAYNo ratings yet
- Breakaway Coupling DrawingDocument2 pagesBreakaway Coupling DrawingpmwtechnicaldeptNo ratings yet
- Piping JointsDocument25 pagesPiping JointstowiwaNo ratings yet
- Automatic Recognition of FastenersDocument35 pagesAutomatic Recognition of FastenersMarios KNo ratings yet
- Wellhead Systems Rod AccessoriesDocument18 pagesWellhead Systems Rod Accessoriesbuat unduhNo ratings yet
- Model E180 CatalogDocument2 pagesModel E180 CatalogThomas StempienNo ratings yet
- Massey Ferguson MF 187 COMBINE Parts Catalogue Manual Instant DownloadDocument27 pagesMassey Ferguson MF 187 COMBINE Parts Catalogue Manual Instant Downloadgabeaden26No ratings yet
- PD 6705-3 - 2009Document28 pagesPD 6705-3 - 2009Pedro Baltazar100% (1)
- Nordlock DimensionsDocument16 pagesNordlock DimensionsAce Industrial SuppliesNo ratings yet
- 200WX Owner's Guide and Installation InstructionsDocument24 pages200WX Owner's Guide and Installation InstructionscristianocalheirosNo ratings yet
- Tajima TFGN 2007.06Document79 pagesTajima TFGN 2007.06alsubhantraders937No ratings yet
- 2.thread GaugesDocument28 pages2.thread GaugesAshlin SreedharNo ratings yet
- Fundermax Exterior Technic 2011gb Web PDFDocument88 pagesFundermax Exterior Technic 2011gb Web PDFarchpavlovicNo ratings yet
- Arduped PDFDocument17 pagesArduped PDFPrakash Duraisamy100% (1)
- LHM 420Document432 pagesLHM 420Mohamed El Gamal100% (1)
- MK Factory EquipmentDocument152 pagesMK Factory EquipmentironalejanNo ratings yet
- Build A Better Stirling Engine PDFDocument15 pagesBuild A Better Stirling Engine PDFseo tolhuinNo ratings yet
- Price ListDocument24 pagesPrice ListMark O'NeillNo ratings yet
- Week 15 Hardware and IronmongeryDocument45 pagesWeek 15 Hardware and IronmongeryShiela marie De guiaNo ratings yet
- Mesc 772701.002.1Document1 pageMesc 772701.002.1mb.pipingNo ratings yet