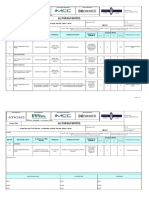
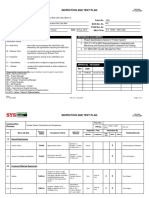
N0579-TJN-ET-SI0008 - R02 ITP For AIS Installation
N0579-TJN-ET-SI0008 - R02 ITP For AIS Installation
Download as docx, pdf, or txt
You might also like
- Itp Brickwork and BlockworkDocument2 pagesItp Brickwork and Blockworkapi-37225181050% (2)
- Inspection Test PlanDocument6 pagesInspection Test PlanMOST PASON100% (1)
- Itp Installation of 11kv HV Switchgear Rev.00Document2 pagesItp Installation of 11kv HV Switchgear Rev.00syed fazluddin100% (1)
- ITP For Plumbing & Drainage SystemDocument97 pagesITP For Plumbing & Drainage Systemmagdi badran100% (7)
- Inspection-Test-plan For Block WorkDocument3 pagesInspection-Test-plan For Block WorkAbdulrahman Alkilani100% (2)
- SynopsisDocument4 pagesSynopsisPiyusha JainNo ratings yet
- N0579-TJN-ET-SI0003 - R02 ITP For Oil Immersed Main TransformerDocument9 pagesN0579-TJN-ET-SI0003 - R02 ITP For Oil Immersed Main TransformerAbat SayekeyevNo ratings yet
- N0579-TJN-ET-SI0001 - R02 ITP For Grounding InstallationDocument12 pagesN0579-TJN-ET-SI0001 - R02 ITP For Grounding InstallationAbat SayekeyevNo ratings yet
- N0579-TJN-ET-SI0006 - R01 ITP For Lighting System InstallationDocument12 pagesN0579-TJN-ET-SI0006 - R01 ITP For Lighting System InstallationAbat SayekeyevNo ratings yet
- Qa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Document3 pagesQa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Ali Haider100% (1)
- FFA Checklist & ITP Air OutletsDocument7 pagesFFA Checklist & ITP Air OutletsWaqar KhanNo ratings yet
- NE1-00-QC-SEC-ITP- WVQ(C)-00001 ITP of PILE TEST FOR AUXILIARY PVDocument5 pagesNE1-00-QC-SEC-ITP- WVQ(C)-00001 ITP of PILE TEST FOR AUXILIARY PVengrrahman3135No ratings yet
- Itp For Plumbing Amp Drainage SystemDocument98 pagesItp For Plumbing Amp Drainage Systemtristan guarinoNo ratings yet
- 7) ITP For Wiring Accessories InstallationDocument1 page7) ITP For Wiring Accessories Installationislam mohamedNo ratings yet
- 00-GE-EQA-001 (Rev.a) Site Inspection and Test Plan For Electrical and I&C WorkDocument12 pages00-GE-EQA-001 (Rev.a) Site Inspection and Test Plan For Electrical and I&C WorkAbdul Mohid SheikhNo ratings yet
- Itp for Plumbing Amp Drainage System CopyDocument97 pagesItp for Plumbing Amp Drainage System Copyhey youNo ratings yet
- Inspection & Test Plan (Itp)Document6 pagesInspection & Test Plan (Itp)Pahlevi MattasanNo ratings yet
- FFA Checklist & ITP Hot Water Solar System InstallationDocument7 pagesFFA Checklist & ITP Hot Water Solar System InstallationWaqar KhanNo ratings yet
- Electrostatic Precipitator Installation: Field Inspection & Test Plan (F-Itp) : 1: 16-Feb-10Document40 pagesElectrostatic Precipitator Installation: Field Inspection & Test Plan (F-Itp) : 1: 16-Feb-10Alif Rahmat FebriantoNo ratings yet
- L.V Power Cable Installation 01.09.2020Document7 pagesL.V Power Cable Installation 01.09.2020Ahmad DagamsehNo ratings yet
- Inspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyDocument8 pagesInspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyAhmad DagamsehNo ratings yet
- Inspection and Test Plan: Linolium Sheet InstallationDocument1 pageInspection and Test Plan: Linolium Sheet Installationmoytabura96No ratings yet
- NE1-00-QC-SEC-ITP-UZJ(C)-00001-01Document7 pagesNE1-00-QC-SEC-ITP-UZJ(C)-00001-01engrrahman3135No ratings yet
- Inspection and Test Plan: Tile WorksDocument2 pagesInspection and Test Plan: Tile WorksAlvene Tagoc100% (2)
- Inspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyDocument4 pagesInspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyAhmad DagamsehNo ratings yet
- CHW2204-00-EL-ITP-7301 RevA Inspection and Test Plan For Electrical and Lighting SystemDocument19 pagesCHW2204-00-EL-ITP-7301 RevA Inspection and Test Plan For Electrical and Lighting SystemThẩm Trần Thanh PhongNo ratings yet
- PM210014-TCC000-FI3-00003 - 00 - IFA - ITP For Static Equipment Installation - Rev 01Document73 pagesPM210014-TCC000-FI3-00003 - 00 - IFA - ITP For Static Equipment Installation - Rev 01problematic NymphNo ratings yet
- NE1-10-QC-SEC-ITP-BAU(E)-00001 ITP of grounding device installation for PT1 Solar FieldDocument6 pagesNE1-10-QC-SEC-ITP-BAU(E)-00001 ITP of grounding device installation for PT1 Solar Fieldengrrahman3135No ratings yet
- Inspection & Test Plan: Area/LocationDocument2 pagesInspection & Test Plan: Area/LocationRoshan ThomasNo ratings yet
- Combined Socket ITPDocument4 pagesCombined Socket ITPAhmad DagamsehNo ratings yet
- 0000100324/17-Civil Inspection and Test Plan: 0000100324/17 03-100000-0000100324 - FTC-CIV-ITP-xxxxxxDocument1 page0000100324/17-Civil Inspection and Test Plan: 0000100324/17 03-100000-0000100324 - FTC-CIV-ITP-xxxxxxMeshaal ALBalharithNo ratings yet
- J910-DH02-P10ZEN-040007 - (AHF) Field ITP For Bund Wall Work For Ash Handling Facilities - Rev.ADocument18 pagesJ910-DH02-P10ZEN-040007 - (AHF) Field ITP For Bund Wall Work For Ash Handling Facilities - Rev.Arudi sarifudinNo ratings yet
- S-000-1676-0001V - 11 - ITP For Piping WorkDocument47 pagesS-000-1676-0001V - 11 - ITP For Piping WorkVO DINH TRI100% (2)
- 5) ITP For Installation of LV Power Cables and WiresDocument2 pages5) ITP For Installation of LV Power Cables and Wiresislam mohamedNo ratings yet
- Itp Installation of Ats Panel Rev.00Document2 pagesItp Installation of Ats Panel Rev.00syed fazluddinNo ratings yet
- 25045-A1000-18-ITP-E-004r004 - ITP For Underfloor RacewayDocument8 pages25045-A1000-18-ITP-E-004r004 - ITP For Underfloor RacewaymsmkhanNo ratings yet
- 4.1i Inspection &test PlanDocument8 pages4.1i Inspection &test PlanISAACNo ratings yet
- Itp Transfer Tower - Xls (Bvi Comment)Document52 pagesItp Transfer Tower - Xls (Bvi Comment)Alif Rahmat FebriantoNo ratings yet
- Inspection and Testing Plan For ErectionDocument2 pagesInspection and Testing Plan For Erectionjerome pillienNo ratings yet
- 25045-A1000-18-ITP-E-006r004 - ITP For Installation of Building Wires and CablesDocument12 pages25045-A1000-18-ITP-E-006r004 - ITP For Installation of Building Wires and CablesmsmkhanNo ratings yet
- M Storm Drainage System IC M SDS 00Document2 pagesM Storm Drainage System IC M SDS 00achusanachuNo ratings yet
- Inspection and Test Plan 2Document3 pagesInspection and Test Plan 2EdNo ratings yet
- ITP - Distribution TransformerDocument6 pagesITP - Distribution TransformerOsman Abdout100% (2)
- Instrument J.BOX ITP 01.09.2020Document2 pagesInstrument J.BOX ITP 01.09.2020Ahmad DagamsehNo ratings yet
- Inspected by QCP Approval 1-APC 1-Employer APC 2 - DAR 2-Engineer DAR 3 - Contractor NEGEMCO 4 - Vendor 5 - Third PartyDocument2 pagesInspected by QCP Approval 1-APC 1-Employer APC 2 - DAR 2-Engineer DAR 3 - Contractor NEGEMCO 4 - Vendor 5 - Third PartyAhmad DagamsehNo ratings yet
- ITPDocument11 pagesITPMohammad Hadoumi Saldan100% (2)
- NSC-400-CE-3220-ITP-02-A-Transmission Line Conductor - Stringing & InstallationDocument2 pagesNSC-400-CE-3220-ITP-02-A-Transmission Line Conductor - Stringing & InstallationElisco Pher SalmasanNo ratings yet
- Cathodic Protection & AC/DC Interference Mitigation Installation, Inspection & Test Plan (ITP)Document10 pagesCathodic Protection & AC/DC Interference Mitigation Installation, Inspection & Test Plan (ITP)wei gao100% (1)
- Itp For Painting - FDocument5 pagesItp For Painting - FMudabbir HussainNo ratings yet
- ITP Boiler InstallationDocument6 pagesITP Boiler InstallationSetyahadi WinartoNo ratings yet
- Me - Itp - Binh Nguyen Project - Electrical (Final)Document184 pagesMe - Itp - Binh Nguyen Project - Electrical (Final)binhnguyen dmtNo ratings yet
- Grounding Installation Inspection and Test Plan ITPDocument2 pagesGrounding Installation Inspection and Test Plan ITPtristan guarinoNo ratings yet
- Attach-1 ITP For Belt Conveyor InstallationDocument7 pagesAttach-1 ITP For Belt Conveyor InstallationSukalyan BasuNo ratings yet
- Qic-Qsp-Uni-Tdr-Itp-0418 (3) Rev001Document1 pageQic-Qsp-Uni-Tdr-Itp-0418 (3) Rev001Ragab EisaNo ratings yet
- Att. G.01 Typical SAT For IPVS - v2Document14 pagesAtt. G.01 Typical SAT For IPVS - v2mumoremuNo ratings yet
- Itp For Ug PipelineDocument3 pagesItp For Ug PipelineJustin Alwar100% (1)
- Tjc-Itp-Cwp-040506-L-2090Document6 pagesTjc-Itp-Cwp-040506-L-2090resky marantinanNo ratings yet
- SA04C2-00-WG-I-00111-A - ITP Steel Structure - ErectionDocument4 pagesSA04C2-00-WG-I-00111-A - ITP Steel Structure - ErectionABAID ULLAHNo ratings yet
- The Sarbanes-Oxley Section 404 Implementation Toolkit: Practice Aids for Managers and AuditorsFrom EverandThe Sarbanes-Oxley Section 404 Implementation Toolkit: Practice Aids for Managers and AuditorsNo ratings yet
- Codification of Statements on Standards for Attestation Engagements, January 2018From EverandCodification of Statements on Standards for Attestation Engagements, January 2018No ratings yet
- NJS-DEC-QAC-ITP-007-01_ITP for Substation Steel StructureDocument9 pagesNJS-DEC-QAC-ITP-007-01_ITP for Substation Steel StructureAbat SayekeyevNo ratings yet
- N0579-TJN-ET-MS0001 - R02 Method Statement For Grounding InstallationDocument19 pagesN0579-TJN-ET-MS0001 - R02 Method Statement For Grounding InstallationAbat SayekeyevNo ratings yet
- N0579-TJN-ET-MS0003 - R03 Method Statement For Oil Immersed Main TransformerDocument25 pagesN0579-TJN-ET-MS0003 - R03 Method Statement For Oil Immersed Main TransformerAbat Sayekeyev0% (1)
- N0658-S3e-La-Pc0103 Rev00b General Layout of SubstationDocument1 pageN0658-S3e-La-Pc0103 Rev00b General Layout of SubstationAbat SayekeyevNo ratings yet
- N0579-TJN-ET-MS0005 - R03 Method Statement For AIS InstallationDocument22 pagesN0579-TJN-ET-MS0005 - R03 Method Statement For AIS InstallationAbat SayekeyevNo ratings yet
- Savants GeniusDocument5 pagesSavants Geniuslya silvanaNo ratings yet
- Data Structure - WikipediaDocument21 pagesData Structure - WikipediaAditya MoreNo ratings yet
- Koodankulam Anti-Nuclear Movement: A Struggle For Alternative Development?Document17 pagesKoodankulam Anti-Nuclear Movement: A Struggle For Alternative Development?Rajiv PonniahNo ratings yet
- USDA Forest Service Glossary English Spanish.Document83 pagesUSDA Forest Service Glossary English Spanish.Isabel Guzmán100% (1)
- PN M150 Oil Analysis Kit enDocument2 pagesPN M150 Oil Analysis Kit enZoe Fii Barbata100% (1)
- Inclusive Assessment 2: Case Study: 17712170 Samuel LinnenbankDocument4 pagesInclusive Assessment 2: Case Study: 17712170 Samuel Linnenbankapi-321156981No ratings yet
- To Base Plates of Hollow Sections Columns: Conference PaperDocument9 pagesTo Base Plates of Hollow Sections Columns: Conference PaperMisgun SamuelNo ratings yet
- National University-Nazareth School Senior High SchoolDocument22 pagesNational University-Nazareth School Senior High SchoolPINKY CUARESMANo ratings yet
- Modern Physics and Quantum Mechanics Mod-2 PDFDocument28 pagesModern Physics and Quantum Mechanics Mod-2 PDFShreyas SeshadriNo ratings yet
- 2025 Sun OnlyDocument57 pages2025 Sun OnlyLivius 3D PrintNo ratings yet
- OperationsManagement (Responses) - Form Responses 1Document1 pageOperationsManagement (Responses) - Form Responses 1rock the rockNo ratings yet
- 1 Success StoriesDocument4 pages1 Success StoriesCampos OlgaNo ratings yet
- Intelectual AbilitiesDocument4 pagesIntelectual AbilitiesAmasso Nib NedalNo ratings yet
- RD Sharma Class 12 Maths Solutions Chapter 19 Indefinite IntegralsDocument205 pagesRD Sharma Class 12 Maths Solutions Chapter 19 Indefinite IntegralsSwamiraj ShewaleNo ratings yet
- Tesla S Big MistakeDocument9 pagesTesla S Big MistakejoetylorNo ratings yet
- Reading Comprehension SkillsDocument3 pagesReading Comprehension SkillsBryan AndrewNo ratings yet
- RT9Document12 pagesRT9phantanthao80No ratings yet
- (ThichTiengAnh.Com) done 52. Đề thi thử THPT QG môn Anh trường THPT chuyên Hùng Vương Gia Lai lần 1 năm 2019 có lời giải chi tiếtDocument27 pages(ThichTiengAnh.Com) done 52. Đề thi thử THPT QG môn Anh trường THPT chuyên Hùng Vương Gia Lai lần 1 năm 2019 có lời giải chi tiếtTram NguyenNo ratings yet
- Part 2 - Time Complexity of Recursive AlgorithmsDocument10 pagesPart 2 - Time Complexity of Recursive Algorithmsf2021266018No ratings yet
- Tugas Kelompok 7 Peran Penyuluh PDFDocument12 pagesTugas Kelompok 7 Peran Penyuluh PDFPutrisintiaNo ratings yet
- ANALISIS JURNAL PICO & VRA AYI SUMIATIDocument17 pagesANALISIS JURNAL PICO & VRA AYI SUMIATIputraNo ratings yet
- Tactical Research: Practices For Thinking (Oneself) Differently Emma CockerDocument10 pagesTactical Research: Practices For Thinking (Oneself) Differently Emma CockeremmacockerNo ratings yet
- Ms Word MCQDocument25 pagesMs Word MCQRAJAN GUPTANo ratings yet
- Science AnswersDocument4 pagesScience AnswersJocelyn Baliwag-Alicmas Banganan BayubayNo ratings yet
- ME Tools For Mid Year BreakDocument3 pagesME Tools For Mid Year BreakLoidaCarameNo ratings yet
- Af-S 105mm f2,8d G VR MicroDocument118 pagesAf-S 105mm f2,8d G VR MicroAmin SantanaNo ratings yet
- Mother Board Error CodeDocument5 pagesMother Board Error CodeTamil SelvanNo ratings yet
- Narrative Report Ndep Get High On Grades Not On DrugsDocument8 pagesNarrative Report Ndep Get High On Grades Not On DrugsKynah AmorNo ratings yet
- Tripura Public Service Commission Tripura Public Service CommissionDocument2 pagesTripura Public Service Commission Tripura Public Service CommissionsamadarchakrabortyNo ratings yet