Download as pdf or txt
You might also like
- 16-022128 Bluebird 2 - BB2 and BB2e Service ManualDocument398 pages16-022128 Bluebird 2 - BB2 and BB2e Service Manualluis asin100% (1)
- Manual SAB 128-163 MK4 PDFDocument56 pagesManual SAB 128-163 MK4 PDFyoye1968100% (3)
- Solest 220-MSDSDocument5 pagesSolest 220-MSDSshahiffudinNo ratings yet
- CAPITANO MARINER User Jan 2009Document62 pagesCAPITANO MARINER User Jan 2009MatthewNo ratings yet
- Maintenance Engineer PDFDocument4 pagesMaintenance Engineer PDFMasroor RasoolNo ratings yet
- f2000 Tactical & Tactical TRDocument184 pagesf2000 Tactical & Tactical TRLibcad LaberintoNo ratings yet
- Catalog General Rhoss 2008 PDFDocument118 pagesCatalog General Rhoss 2008 PDFCalin Stefanescu100% (1)
- Product Development-Solar Power BankDocument9 pagesProduct Development-Solar Power BankAlaa Makki100% (1)
- IOM Gram HC CompressorsDocument46 pagesIOM Gram HC CompressorsBenito Antonio Formoso LouroNo ratings yet
- VZ / VZL: Refrigeration Compressor Operation, Data & Maintenance ManualDocument60 pagesVZ / VZL: Refrigeration Compressor Operation, Data & Maintenance ManualRaul Huertas100% (1)
- Ariel Compressor Balance SheetDocument130 pagesAriel Compressor Balance Sheetariel.garayNo ratings yet
- SAB 151 Engineering Service and Maintenance Manual 2014.03Document159 pagesSAB 151 Engineering Service and Maintenance Manual 2014.03nikvaanNo ratings yet
- Parker Oil Cross ReferenceDocument3 pagesParker Oil Cross ReferenceWarwick HolthamNo ratings yet
- Er 108 1Document3 pagesEr 108 1DIEGO YECID MILLAN MENDOZANo ratings yet
- ELP End User Rev10Document38 pagesELP End User Rev10hugoheloNo ratings yet
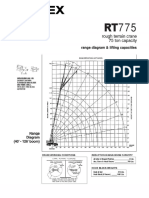
- RT700 Capacity Chart PDFDocument6 pagesRT700 Capacity Chart PDFhenry ariasNo ratings yet
- Manual SULZER CompressorDocument504 pagesManual SULZER CompressorELIECER SANCHEZNo ratings yet
- 2022 TECUMSEH Compressor General Catalogue 2022Document120 pages2022 TECUMSEH Compressor General Catalogue 2022jonnylimNo ratings yet
- ER-63 Fastener Torques For Reciprocating CompressorsDocument8 pagesER-63 Fastener Torques For Reciprocating CompressorsCarlos A. Mantilla J.No ratings yet
- D VipDocument6 pagesD VipClemente Rafael Marval EscalonaNo ratings yet
- York IT Pump Parts and Maintenance ManualDocument18 pagesYork IT Pump Parts and Maintenance ManualMike ErftmierNo ratings yet
- ARO PD15X PE15X 1 5 Inch Metallic Diaphragm Pump ManualDocument8 pagesARO PD15X PE15X 1 5 Inch Metallic Diaphragm Pump ManualVictorJ.JuniorNo ratings yet
- 0173-054 Eng Logo - 2007.02 2014.02Document27 pages0173-054 Eng Logo - 2007.02 2014.02nikvaanNo ratings yet
- SMC-Mk5 Spareparts 2022.03Document62 pagesSMC-Mk5 Spareparts 2022.03Daniel OliveraNo ratings yet
- Grasso 10 Series: Reciprocating Compressors For Industrial RefrigerationDocument2 pagesGrasso 10 Series: Reciprocating Compressors For Industrial RefrigerationÁlex Iván Pilatasíg Y.No ratings yet
- Compresor VilterDocument8 pagesCompresor VilterGonzalezElizaNo ratings yet
- Cooling Tower - SPX Catalog PDFDocument64 pagesCooling Tower - SPX Catalog PDFBruno de RossoNo ratings yet
- Piston Grasso 6 Installation and Maintenance Manual PDFDocument86 pagesPiston Grasso 6 Installation and Maintenance Manual PDFWilson Rodriguez BustamanteNo ratings yet
- TDSH / GDSH / TDSB: Rotary Screw CompressorsDocument56 pagesTDSH / GDSH / TDSB: Rotary Screw CompressorsvadimNo ratings yet
- Ariel Corporation: Kbu/KbzDocument2 pagesAriel Corporation: Kbu/KbzAlfredoNo ratings yet
- Mobil-Branded Refrigeration Lubricant Selection Guide For Industrial SystemsDocument2 pagesMobil-Branded Refrigeration Lubricant Selection Guide For Industrial Systemskskr_44100% (1)
- Orbit Parts List and Ordering InstructionsDocument24 pagesOrbit Parts List and Ordering Instructionskeertiraj09No ratings yet
- Manual Champion Pl70Document32 pagesManual Champion Pl70De Luna BraulioNo ratings yet
- Altronic V Installation Manual (FORM AV II)Document12 pagesAltronic V Installation Manual (FORM AV II)francis_mouille_iiNo ratings yet
- VV450 Parts Manual For CustomerDocument55 pagesVV450 Parts Manual For CustomerRoy F Bastari100% (1)
- Training Handout D25K D45 HydraulicDocument97 pagesTraining Handout D25K D45 HydraulicAslam Kamal AfdhalNo ratings yet
- Ariel Is Pleased To Announce The Production Release of The All New KBK:TDocument2 pagesAriel Is Pleased To Announce The Production Release of The All New KBK:TMUHAMMAD AFNANNo ratings yet
- XRV Compressor Package - Maintenance Schedule: RemarksDocument1 pageXRV Compressor Package - Maintenance Schedule: RemarksfrigoremontNo ratings yet
- 1079Document3 pages1079Mahmoud MohamedNo ratings yet
- Cat Deo Engine Oil Sae 15w-40Document6 pagesCat Deo Engine Oil Sae 15w-40Junard M. Lu HapNo ratings yet
- Model QRNG 370 Model QRNG 370 Model QRNG 370 Model QRNG 370 Model QRNG 370Document22 pagesModel QRNG 370 Model QRNG 370 Model QRNG 370 Model QRNG 370 Model QRNG 370roalcalo_uanNo ratings yet
- 070.250-SPC TDS-TDX 2014-11 Rev 2022-10Document8 pages070.250-SPC TDS-TDX 2014-11 Rev 2022-10Jon GNo ratings yet
- Recold LC 17Document4 pagesRecold LC 17Mehul Bansal100% (1)
- Product List of Compressor Spare PartsDocument5 pagesProduct List of Compressor Spare PartsavicohvacrNo ratings yet
- Chapter 6 Screw CompressorsDocument26 pagesChapter 6 Screw CompressorsHoàngViệtAnhNo ratings yet
- ML18018B641Document702 pagesML18018B641safaa salamNo ratings yet
- Ariel JGR and JGJ CompressorsDocument4 pagesAriel JGR and JGJ CompressorsVladimirNo ratings yet
- RC (U) 6 Installation and Maintenance Manual: Downloaded From Manuals Search EngineDocument86 pagesRC (U) 6 Installation and Maintenance Manual: Downloaded From Manuals Search Enginecesar barria100% (1)
- S70-250 Spl-Dec 2001 TDSH-TDSB 163-355Document56 pagesS70-250 Spl-Dec 2001 TDSH-TDSB 163-355Wills BravoNo ratings yet
- Specifications, Applications, Service Instructions & PartsDocument20 pagesSpecifications, Applications, Service Instructions & Partsfranmolina1212No ratings yet
- ARO 2019 66625 7 2 Inch Metallic PRO SERIES Diaphragm Pump Manual Fluid SectionDocument8 pagesARO 2019 66625 7 2 Inch Metallic PRO SERIES Diaphragm Pump Manual Fluid Sectionmohamed musaNo ratings yet
- JGK-T ArielDocument4 pagesJGK-T Arielrsilayen951No ratings yet
- K ManualDocument132 pagesK ManualAcelino Freitas100% (2)
- Acoplamientos Flexibles TB Wood's P-1690-TBW PDFDocument98 pagesAcoplamientos Flexibles TB Wood's P-1690-TBW PDFfaundesNo ratings yet
- Rotary Screw Compressor Units: Service Parts ListDocument56 pagesRotary Screw Compressor Units: Service Parts Listdfmolina100% (1)
- Cylinder and Packing LubeDocument6 pagesCylinder and Packing LubemadhancairnNo ratings yet
- Base de Datos, Motores, Compresores.Document69 pagesBase de Datos, Motores, Compresores.Argenis JimenezNo ratings yet
- Emerson Air Compressor VISSION 20 - 20Document80 pagesEmerson Air Compressor VISSION 20 - 20Edgar Joel Torres OlórteguiNo ratings yet
- Renewal Parts - YFS Compressor - CNEN - 1213Document100 pagesRenewal Parts - YFS Compressor - CNEN - 1213echillxportNo ratings yet
- Compresor 100 HP KOBELCODocument34 pagesCompresor 100 HP KOBELCOJULIO FOXNo ratings yet
- Aatisbh Sehgal CV PDFDocument5 pagesAatisbh Sehgal CV PDFAnkush SehgalNo ratings yet
- Service Manual2005 UNIT REPAIRDocument35 pagesService Manual2005 UNIT REPAIRNestor RiverosNo ratings yet
- Air Dryer - Maint - Manual - Rev - 1 PDFDocument34 pagesAir Dryer - Maint - Manual - Rev - 1 PDFCristiTancuNo ratings yet
- Cylinder HeadDocument11 pagesCylinder HeadyanoNo ratings yet
- Ac Compressor ServicingDocument25 pagesAc Compressor Servicingsonny1234100% (1)
- Tax Form-22.Document27 pagesTax Form-22.Masroor RasoolNo ratings yet
- Technical Evaluation ReportDocument1 pageTechnical Evaluation ReportMasroor RasoolNo ratings yet
- Spoken English: Reading, Writing, Speaking& ListeningDocument13 pagesSpoken English: Reading, Writing, Speaking& ListeningMasroor RasoolNo ratings yet
- Cost and Performance Characteristics of New Generating Technologies, AnnualDocument4 pagesCost and Performance Characteristics of New Generating Technologies, AnnualMasroor RasoolNo ratings yet
- Succession PlanningDocument16 pagesSuccession PlanningMasroor RasoolNo ratings yet
- Best Practices of Succession Management and Employee RetentionDocument76 pagesBest Practices of Succession Management and Employee RetentionMasroor RasoolNo ratings yet
- Work Order Reported Date Description Asset ParentDocument2 pagesWork Order Reported Date Description Asset ParentMasroor RasoolNo ratings yet
- Top Card Records & Daily Hseq Statistics Log: From November, 2012 Till-To-DateDocument6 pagesTop Card Records & Daily Hseq Statistics Log: From November, 2012 Till-To-DateMasroor RasoolNo ratings yet
- Work Order Reported Date Description Asset ParentDocument2 pagesWork Order Reported Date Description Asset ParentMasroor RasoolNo ratings yet
- The Smart School Franchise KitDocument8 pagesThe Smart School Franchise KitMasroor Rasool100% (2)
- MANUAL START (Controlled Reduce Speed)Document2 pagesMANUAL START (Controlled Reduce Speed)Masroor RasoolNo ratings yet
- Thermostatically Operated Cooling Water Valves Types AVTA and FJVADocument12 pagesThermostatically Operated Cooling Water Valves Types AVTA and FJVAMasroor RasoolNo ratings yet
- Perspectives SmsDocument16 pagesPerspectives SmsMasroor RasoolNo ratings yet
- Multi Vision 2020TG/TA: Digital Transmitters With Remote Seals For Gauge / Absolute Pressure and LevelDocument22 pagesMulti Vision 2020TG/TA: Digital Transmitters With Remote Seals For Gauge / Absolute Pressure and LevelMasroor RasoolNo ratings yet
- Portable Gantry Crane Catalog - DGCRANEDocument22 pagesPortable Gantry Crane Catalog - DGCRANE赵辉100% (1)
- Uh311 Wheeled Unit Pioneering Solutions For You: Technical SpecificationDocument2 pagesUh311 Wheeled Unit Pioneering Solutions For You: Technical SpecificationJulie Ann VeyraNo ratings yet
- Sigma Valve 3 WayDocument2 pagesSigma Valve 3 WayRahimNo ratings yet
- KAthrein RETDocument1 pageKAthrein RETMuthuVelNo ratings yet
- Waterline BrochureDocument2 pagesWaterline BrochureHLYCNo ratings yet
- DP G4 ManualDocument30 pagesDP G4 ManualEdnelson DanielNo ratings yet
- Mpc-10 Installation Manual - 00-02-0938Document15 pagesMpc-10 Installation Manual - 00-02-0938Kurd SkorvskiNo ratings yet
- 3.1 Cargo Ship SafetyDocument8 pages3.1 Cargo Ship SafetyMv HestiaNo ratings yet
- 01 KFR-25GW-NA13 Service ManualDocument36 pages01 KFR-25GW-NA13 Service ManualtaryoNo ratings yet
- 40058-3 Position Sensor Clutch CheckDocument6 pages40058-3 Position Sensor Clutch CheckTun Tun Win Kse100% (1)
- Group 27 Rear Axle: 1. Wheel Hub and Brake Drum 2. Reduction and Differential 3. Limited Slip DifferentialDocument84 pagesGroup 27 Rear Axle: 1. Wheel Hub and Brake Drum 2. Reduction and Differential 3. Limited Slip DifferentialNeoGaraNo ratings yet
- PB-I List of EquipmentsDocument6 pagesPB-I List of EquipmentsButchi BabuNo ratings yet
- 1 Pipe WrenchDocument16 pages1 Pipe Wrenchkent john ballartaNo ratings yet
- Boom and Bucket HidraulicsDocument44 pagesBoom and Bucket HidraulicsSERGIO CARDENAS CASTILLONo ratings yet
- Total StationDocument13 pagesTotal StationBakhtiyar Q.KhawajaNo ratings yet
- Vacuum Unit ManualDocument54 pagesVacuum Unit ManualNurlan ValiyevNo ratings yet
- ABB Schalt-Und SteuerungstechnikDocument17 pagesABB Schalt-Und SteuerungstechnikfathazamNo ratings yet
- Manipulator Manual MotomanDocument81 pagesManipulator Manual MotomanorparraNo ratings yet
- Navy BreachersDocument6 pagesNavy BreachersAlex Abia HereuNo ratings yet
- 7SJ6Document18 pages7SJ6indrajit mondalNo ratings yet
- Panasonic KX-FPC91 Fax MachineDocument84 pagesPanasonic KX-FPC91 Fax MachineParfum CelebruNo ratings yet
- VW Crafter 2f Component Locations EngDocument118 pagesVW Crafter 2f Component Locations EngHugo Emilio Garcia Gonzalez100% (3)
- Integrated Safety Detector Comem RIS2: Bunch of Accessories in One Single DeviceDocument2 pagesIntegrated Safety Detector Comem RIS2: Bunch of Accessories in One Single Devicebellato rangerNo ratings yet
- 30 Hilux (Cont. Next Page) : Power Window (All Door Jam Protection)Document2 pages30 Hilux (Cont. Next Page) : Power Window (All Door Jam Protection)autocomtrucksNo ratings yet
- Cpap - Ventilator - Respiratory - Suction - Nebulizer Product CatalogDocument92 pagesCpap - Ventilator - Respiratory - Suction - Nebulizer Product Catalogvirgini janetNo ratings yet
- 14 Best Arduino Sensor Kits For Beginners in 2018Document29 pages14 Best Arduino Sensor Kits For Beginners in 2018Radismel Salazar FudichelisNo ratings yet