41537TECH Mech
41537TECH Mech
Download as pdf or txt
You might also like
- 2022evergreen Maritime Pneumatic FendersDocument36 pages2022evergreen Maritime Pneumatic FendersArgos Ingeniería S.ANo ratings yet
- 1 s2.0 S138358662201646X MainDocument17 pages1 s2.0 S138358662201646X MainSudeep MukherjeeNo ratings yet
- 01 - Ideal Gas Worksheets KEYDocument6 pages01 - Ideal Gas Worksheets KEYMarina XuNo ratings yet
- Industrial Report of GACPL ProjectDocument79 pagesIndustrial Report of GACPL ProjectRutvi vasoyaNo ratings yet
- Ultrasonic Testing of Pipeline Girth WeldsDocument4 pagesUltrasonic Testing of Pipeline Girth WeldsManoj Kumar InsulkarNo ratings yet
- UKOPA GPG 031 DC Interference Ed 1Document124 pagesUKOPA GPG 031 DC Interference Ed 1Senthil KesavanNo ratings yet
- Eddyfi Technologies Tubing Probes 01Document36 pagesEddyfi Technologies Tubing Probes 01abdNo ratings yet
- Trapped Key Interlock For ValvesDocument7 pagesTrapped Key Interlock For Valvesra9622No ratings yet
- Annexure To SOW 3 STD Specification For Welding and NDT PipingDocument15 pagesAnnexure To SOW 3 STD Specification For Welding and NDT PipingASHISH GORDENo ratings yet
- ID G BU YY0 PRO GN 00 0019 - CCMS Requirement GuidelineDocument38 pagesID G BU YY0 PRO GN 00 0019 - CCMS Requirement GuidelineMuhammad GaneshaNo ratings yet
- Facilities and Information Technology As Key Competitive Forces in Export Garments GrowthDocument18 pagesFacilities and Information Technology As Key Competitive Forces in Export Garments GrowthSayee Prasad KompellaNo ratings yet
- CV - Mai Trieu QuangDocument10 pagesCV - Mai Trieu QuangMai Triệu Quang100% (1)
- Heat Shrinkable Sleeve ProcedureDocument5 pagesHeat Shrinkable Sleeve ProcedureAhmed Men3emNo ratings yet
- Selected Welding Application in Offshore IndustryDocument38 pagesSelected Welding Application in Offshore IndustryzuudeeNo ratings yet
- Onkyo HT r391Document82 pagesOnkyo HT r391Eustalio PelasNo ratings yet
- Natural Corrosion Process and Inhibition by Plant Products at Various Metal in Different Media With Kinetic, Thermodynamic and Elctrochemical ParametersDocument8 pagesNatural Corrosion Process and Inhibition by Plant Products at Various Metal in Different Media With Kinetic, Thermodynamic and Elctrochemical ParametersEditor IJTSRDNo ratings yet
- Weld Defects Cause and RemediesDocument11 pagesWeld Defects Cause and RemediesKarl ManiquezNo ratings yet
- EXMAR Report 2020Document164 pagesEXMAR Report 2020MouadNo ratings yet
- Inert GasDocument18 pagesInert Gassamar karemoreNo ratings yet
- 06-MS-ME - Mechanical Properties of MetalsDocument51 pages06-MS-ME - Mechanical Properties of Metalsfarah Al-zgoulNo ratings yet
- Cam Pressure Training-Level 2-1701061600ZDocument68 pagesCam Pressure Training-Level 2-1701061600Zjaime andres vasquezNo ratings yet
- M49 Boiler Control 2-3Document216 pagesM49 Boiler Control 2-3Ajit PrabhakaranNo ratings yet
- Saic F 2008Document4 pagesSaic F 2008usmanNo ratings yet
- Dresser Pilot PSVDocument72 pagesDresser Pilot PSVKuldeep28883No ratings yet
- NDTDocument9 pagesNDTrajbubl23No ratings yet
- Kupdf WeldingDocument44 pagesKupdf WeldingSamayapuramNo ratings yet
- Anchal Final CM GuideDocument75 pagesAnchal Final CM GuideHarshit Saxena100% (1)
- MSD-PROJ-AK-12-00502 - General Specification 502 - Piping Fabrication Installation and Pressure TestingDocument71 pagesMSD-PROJ-AK-12-00502 - General Specification 502 - Piping Fabrication Installation and Pressure Testingvelap15504No ratings yet
- Pte Apeuni 20220718 Global Monthly en kd54 PDFDocument389 pagesPte Apeuni 20220718 Global Monthly en kd54 PDFNayab FazalNo ratings yet
- Welding Theory Paper-1-1Document8 pagesWelding Theory Paper-1-1peace technicalNo ratings yet
- InspectorDocument4 pagesInspectorPankaj ShrivastvaNo ratings yet
- Pin Brazing - DN80 Ph.1Document14 pagesPin Brazing - DN80 Ph.1Nickath BanuNo ratings yet
- HMT - Course FileDocument16 pagesHMT - Course FileajitsssNo ratings yet
- Design and Development of A Centrifugal Casting Machine For Pistons ProductionDocument21 pagesDesign and Development of A Centrifugal Casting Machine For Pistons ProductionThankgodIsraelNo ratings yet
- Basf - Ape SystemDocument44 pagesBasf - Ape SystemrendroedywibowoNo ratings yet
- ZN Phosphate On Galvanized SteelDocument17 pagesZN Phosphate On Galvanized SteelPiyanunNo ratings yet
- RBI Brochure WebDocument5 pagesRBI Brochure Webmega rahayuNo ratings yet
- Vol I 02 ITBDocument49 pagesVol I 02 ITBDimple SinghNo ratings yet
- Failure Analysis and Risk Management of A Collapsed Large WindDocument19 pagesFailure Analysis and Risk Management of A Collapsed Large WindMArceloNo ratings yet
- Reliance ReportDocument40 pagesReliance ReportKareena GuptaNo ratings yet
- Welding ManualDocument49 pagesWelding ManualMitesh Kumar100% (1)
- Sil PPTDocument53 pagesSil PPTAnshul100% (1)
- Additive Manufacturing PDFDocument21 pagesAdditive Manufacturing PDFArushi AgarwalNo ratings yet
- Method Statement For Cable Tray River CrossingDocument2 pagesMethod Statement For Cable Tray River CrossingDeny Cahyo NNo ratings yet
- Stamigold ReportDocument68 pagesStamigold ReportJoe Martin100% (1)
- 0945 Marine CorrosionDocument46 pages0945 Marine CorrosionAbdul Maabood Hassan AlviNo ratings yet
- Knight-Hennessy Scholars Welcome PacketDocument14 pagesKnight-Hennessy Scholars Welcome PacketRay YudaNo ratings yet
- Meri Pehchaan Client Integration Document v1.1Document32 pagesMeri Pehchaan Client Integration Document v1.1Abhinav GautamNo ratings yet
- Thanh Long Steel ProfileDocument35 pagesThanh Long Steel ProfileHai NguyenNo ratings yet
- Semi Automated Window Cleaning SystemDocument8 pagesSemi Automated Window Cleaning SystemSahil BhartiNo ratings yet
- Manufacture of Duplex Stainless Steel Fittings and ComponentsDocument17 pagesManufacture of Duplex Stainless Steel Fittings and ComponentsYasmine ياسمين100% (1)
- Saic RT 2001Document24 pagesSaic RT 2001munnaNo ratings yet
- Plasma Arc WeldingDocument2 pagesPlasma Arc WeldingSaiful AmreeNo ratings yet
- Position Applied: Rope Access Tec NDT Curriculam VitaeDocument5 pagesPosition Applied: Rope Access Tec NDT Curriculam VitaeKABILAMBIGAI VNo ratings yet
- BMT Lab ManualDocument63 pagesBMT Lab ManualVarmaNo ratings yet
- Edexcel IGCSE Further Pure Mathematics Notes: Work in ProgressDocument78 pagesEdexcel IGCSE Further Pure Mathematics Notes: Work in ProgressTravel UnlimitedNo ratings yet
- Welder Volume-I of II-TTDocument223 pagesWelder Volume-I of II-TTSaroj Kumar SahuNo ratings yet
- STP 547-1973Document79 pagesSTP 547-1973Tim SchouwNo ratings yet
- Esab Electrode Storage RecommendationsDocument22 pagesEsab Electrode Storage RecommendationsDhanush NairNo ratings yet
- Corrosion Assessment of Infrastructure Assets in Coastal SeasDocument12 pagesCorrosion Assessment of Infrastructure Assets in Coastal SeasJasmine EsmanaNo ratings yet
- Welding Procedure SpecificationDocument5 pagesWelding Procedure SpecificationyazNo ratings yet
- S-N DiagramDocument7 pagesS-N DiagrammaheshmbelgaviNo ratings yet
- HCFC-123: Thermodynamic Properties ofDocument36 pagesHCFC-123: Thermodynamic Properties ofGaurav SushrutNo ratings yet
- REVISION PAPER Halo Alkanes and Halo ArenesDocument2 pagesREVISION PAPER Halo Alkanes and Halo ArenesC.Rithanya 10-ANo ratings yet
- List of Space TelescopesDocument14 pagesList of Space Telescopesncl12142No ratings yet
- Chapter 2 Process and Material SelectionDocument12 pagesChapter 2 Process and Material SelectionAli AhsanNo ratings yet
- The Nano World: Group 3Document20 pagesThe Nano World: Group 3Oliver CollantesNo ratings yet
- MN SteelsDocument7 pagesMN SteelsConstanza BravoNo ratings yet
- ME5118 Chap 6Document22 pagesME5118 Chap 6賴柏妤No ratings yet
- MSDS Sikafloor Cure Hard 24Document6 pagesMSDS Sikafloor Cure Hard 24Anonymous GfPSYi4nNo ratings yet
- Determination of Small Amounts of Water in Organic Solvents by Spectrophotometric AnalysisDocument13 pagesDetermination of Small Amounts of Water in Organic Solvents by Spectrophotometric AnalysisLUIS XVNo ratings yet
- TDDocument46 pagesTDNaresh NaniNo ratings yet
- Lecture Note 5 Key Synthesis Steps PDFDocument38 pagesLecture Note 5 Key Synthesis Steps PDFwasit.mNo ratings yet
- 11 - Denture Tablet Blast Off ExemplarDocument5 pages11 - Denture Tablet Blast Off ExemplarHuck KimNo ratings yet
- Project: M4 New Warehouse Building Location: M4 Carcar Works - Km. 36 Brgy. Perrelos, Carcar City Adequacy Check For 3.0m Height CHB Perimeter WallDocument5 pagesProject: M4 New Warehouse Building Location: M4 Carcar Works - Km. 36 Brgy. Perrelos, Carcar City Adequacy Check For 3.0m Height CHB Perimeter WallGrace LagnayoNo ratings yet
- Vlsi Technology Kec 053 1Document2 pagesVlsi Technology Kec 053 1Anonymous eWMnRr70qNo ratings yet
- Soda-Lime and Zoelite MethodDocument4 pagesSoda-Lime and Zoelite MethodcIBIM29No ratings yet
- Earth Science Module 1 Final Edited Grade 11Document22 pagesEarth Science Module 1 Final Edited Grade 11Nicole Mae SumaltaNo ratings yet
- Small Scale Soap Making A Handbook 1986Document80 pagesSmall Scale Soap Making A Handbook 1986mehariiNo ratings yet
- 1st Nungay MergedDocument20 pages1st Nungay MergedGino NungayNo ratings yet
- Unit 3Document11 pagesUnit 317951A2136 K MADHULAALASANo ratings yet
- Gtu PaperDocument1 pageGtu Paperlata sinsinwarNo ratings yet
- Ioqjs Part Test - Iii - I: FiitjeeDocument10 pagesIoqjs Part Test - Iii - I: Fiitjeemanoj kumarNo ratings yet
- IOC Miscellaneous Question BankDocument15 pagesIOC Miscellaneous Question Bankamit tiwariNo ratings yet
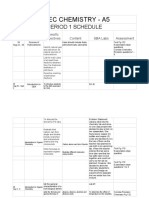
- Csec Chemistry - A5Document17 pagesCsec Chemistry - A5Mencarty DocentNo ratings yet
- Kaur 2019Document21 pagesKaur 2019Prakoso AdiNo ratings yet
- 1 2 3 Properties 4 Different Product From Ipa 5 Different Processes 6 Ipa by Indirect Hydration 7 Process Flow Diagram 8 Uses 9 Safety 10 Toxicology 11 ReferencesDocument12 pages1 2 3 Properties 4 Different Product From Ipa 5 Different Processes 6 Ipa by Indirect Hydration 7 Process Flow Diagram 8 Uses 9 Safety 10 Toxicology 11 ReferencesArpit PatelNo ratings yet
- ICREPEC 2012 - Wear and Electrical Properties of Slip RingsDocument5 pagesICREPEC 2012 - Wear and Electrical Properties of Slip RingsNyoman BagusNo ratings yet
- Assessment of The Impact of An Open DumpsiteDocument6 pagesAssessment of The Impact of An Open DumpsiteKumar VivasNo ratings yet
- Chapter 17 2-4 Entropy 2nd LawDocument77 pagesChapter 17 2-4 Entropy 2nd LawLEINo ratings yet