1300 - Ec0313
1300 - Ec0313
Download as pdf or txt
You might also like
- Material TCDocument1 pageMaterial TCgmbakshiNo ratings yet
- Aipi - 03 02 018Document57 pagesAipi - 03 02 018Kenan Sofu100% (3)
- S355J2 Plate MTCDocument2 pagesS355J2 Plate MTCHarminder Kumar100% (2)
- 694Document1 page694Mauricio Ramirez100% (1)
- Inspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Document1 pageInspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5armin heidariNo ratings yet
- 16 MM MS Plate 355 JR - India-MTCDocument1 page16 MM MS Plate 355 JR - India-MTCQc QatarNo ratings yet
- Material Test Certificate: TechnipfmcDocument4 pagesMaterial Test Certificate: TechnipfmcDeipak HoleNo ratings yet
- 1300 EC2192 SignedDocument4 pages1300 EC2192 SignedDeepak HoleNo ratings yet
- 1466 - Ec0044Document5 pages1466 - Ec0044Deipak HoleNo ratings yet
- 1299 - Ec0583Document5 pages1299 - Ec0583Deipak HoleNo ratings yet
- 1299 - Ec0176Document4 pages1299 - Ec0176Deipak HoleNo ratings yet
- 1300 EC1986 SignedDocument4 pages1300 EC1986 SignedDeepak HoleNo ratings yet
- 1485 - Ec0208Document5 pages1485 - Ec0208Deepak HoleNo ratings yet
- 1485 - Ec0251Document6 pages1485 - Ec0251Deepak HoleNo ratings yet
- 1299 EC2153 SignedDocument5 pages1299 EC2153 SignedDeepak HoleNo ratings yet
- 1591 EC2213 SignedDocument5 pages1591 EC2213 SignedDeepak HoleNo ratings yet
- 1900 - EC2157-signedDocument4 pages1900 - EC2157-signedDeepak HoleNo ratings yet
- 1299 Ec1650Document4 pages1299 Ec1650Deepak HoleNo ratings yet
- 1426 Ec2262Document3 pages1426 Ec2262Deepak HoleNo ratings yet
- 1426 Ec1942Document3 pages1426 Ec1942Deipak HoleNo ratings yet
- 1590 EC2249 SignedDocument5 pages1590 EC2249 SignedDeepak HoleNo ratings yet
- 4555 70 03 Ec2125 1111Document4 pages4555 70 03 Ec2125 1111Deepak HoleNo ratings yet
- Material Test Certificate: M/s Alstom Projects India LimitedDocument1 pageMaterial Test Certificate: M/s Alstom Projects India LimitedDeepak HoleNo ratings yet
- 1485 - EC2172-signedDocument4 pages1485 - EC2172-signedDeepak HoleNo ratings yet
- 1485 - EC2092-signedDocument4 pages1485 - EC2092-signedDeepak HoleNo ratings yet
- Metallurgical Test Certificate: Doc. No. R-QC.11 Nov.12Document2 pagesMetallurgical Test Certificate: Doc. No. R-QC.11 Nov.12MacelNo ratings yet
- HT 002Document1 pageHT 002Sam RajaNo ratings yet
- 4.0X1500. 23920 E250a DoDocument1 page4.0X1500. 23920 E250a Dosatyaprakashgond100% (1)
- HT 003Document1 pageHT 003Sam RajaNo ratings yet
- Certificate of Analysis & Testing: P.O. No. P.O. DateDocument1 pageCertificate of Analysis & Testing: P.O. No. P.O. DateFundary ShopNo ratings yet
- TC AmrDocument1 pageTC AmrbalaNo ratings yet
- Inspection Report - Motor+16701004051+KT - 12V1600G80SDocument1 pageInspection Report - Motor+16701004051+KT - 12V1600G80SChristopherNo ratings yet
- Material Test Report: Cert No: 697430Document1 pageMaterial Test Report: Cert No: 697430Abozar BilanNo ratings yet
- Tubo 2 STD P265 Dual Charpy Ec H. R56612 (13.726)Document2 pagesTubo 2 STD P265 Dual Charpy Ec H. R56612 (13.726)alexis garciaNo ratings yet
- HT 001Document1 pageHT 001Sam Raja100% (1)
- T & C Fastener Co, LTD.: Certified Material Test ReportDocument1 pageT & C Fastener Co, LTD.: Certified Material Test Reportlady romero100% (1)
- XQT190001050101 HTHDocument10 pagesXQT190001050101 HTHvalveNo ratings yet
- MTR - HT# 52154Document1 pageMTR - HT# 52154ColinNo ratings yet
- 1.14.1 MTC-11372 - Tube - 1 TUBINGDocument1 page1.14.1 MTC-11372 - Tube - 1 TUBINGgroupj.sr.servicesNo ratings yet
- 4330V Nickel-Molybdenum-Vanadium Through Hardening Steel - Hillfoot Multi MetalsDocument1 page4330V Nickel-Molybdenum-Vanadium Through Hardening Steel - Hillfoot Multi MetalsidontlikeebooksNo ratings yet
- M.E.Forge Tech: Customer:M/s L & T Valves LimitedDocument1 pageM.E.Forge Tech: Customer:M/s L & T Valves LimitedK.s. Raghavendra KumarNo ratings yet
- Gate Valve 3in 150 XMK1020754308-27Document5 pagesGate Valve 3in 150 XMK1020754308-27Mygame 1402No ratings yet
- GR 70 32MMDocument1 pageGR 70 32MMquality nakodaNo ratings yet
- 10 MMDocument1 page10 MMSaroj MukherjeeNo ratings yet
- Specification Main PartsDocument8 pagesSpecification Main PartsvalveNo ratings yet
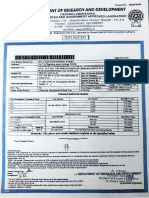
- Department Research and Development: Nabl Accredited and Government Approved LaboratoryDocument1 pageDepartment Research and Development: Nabl Accredited and Government Approved LaboratorySaroj MukherjeeNo ratings yet
- Page 3 Tsi MTC Plate (MTC - 249)Document2 pagesPage 3 Tsi MTC Plate (MTC - 249)trayojam.rilNo ratings yet
- Inspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Document1 pageInspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5abdulNo ratings yet
- Inspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Document1 pageInspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Cricri CriNo ratings yet
- NST 3.1 PDFDocument1 pageNST 3.1 PDFPankaj RaneNo ratings yet
- Ningbo Dongxin High-Strength Nut Co.,Ltd: Test Certificate Conforming To Bs en 10204:2004 3.1Document2 pagesNingbo Dongxin High-Strength Nut Co.,Ltd: Test Certificate Conforming To Bs en 10204:2004 3.1GLORIA MONSALVE SALAZARNo ratings yet
- MTC - A335 P22 Seamless PipeDocument1 pageMTC - A335 P22 Seamless PipeSri GangaNo ratings yet
- Specification Main PartsDocument8 pagesSpecification Main PartsvalveNo ratings yet
- 350 BR TDC With 435 +S1Document2 pages350 BR TDC With 435 +S1MAHESH BELENo ratings yet
- 12 MMDocument1 page12 MMSaroj MukherjeeNo ratings yet
- NE6188CZDocument9 pagesNE6188CZhobolghaniNo ratings yet
- Inspection Certificate Acc, To/ En-35 22.1.2: Technical Requirements: ASME B-16.20 ANSI B16.5 Heat N°Document3 pagesInspection Certificate Acc, To/ En-35 22.1.2: Technical Requirements: ASME B-16.20 ANSI B16.5 Heat N°Raul Esteban Jaimes GalvisNo ratings yet
- Ad 1005 WB1Document5 pagesAd 1005 WB1billylu06No ratings yet
- Material Test Report: Cse. Chiang Sung Enterprise Co., LTDDocument3 pagesMaterial Test Report: Cse. Chiang Sung Enterprise Co., LTDChethan Nagaraju KumbarNo ratings yet
- Diffusion 350 BR TDCDocument2 pagesDiffusion 350 BR TDCMAHESH BELENo ratings yet
- 1447 - Ec0539Document5 pages1447 - Ec0539Deepak HoleNo ratings yet
- 1485 - Ec0251Document6 pages1485 - Ec0251Deepak HoleNo ratings yet
- 1485 - Ec0208Document5 pages1485 - Ec0208Deepak HoleNo ratings yet
- 1591 Ec2203 FTDocument1 page1591 Ec2203 FTDeepak HoleNo ratings yet
- 1433 Ec0442Document6 pages1433 Ec0442Deepak HoleNo ratings yet
- 4555 70 03 Ec2125 1111Document4 pages4555 70 03 Ec2125 1111Deepak HoleNo ratings yet
- 1485 - EC2169-signedDocument4 pages1485 - EC2169-signedDeepak HoleNo ratings yet
- 1300 EC1986 SignedDocument4 pages1300 EC1986 SignedDeepak HoleNo ratings yet
- 1485 - EC2172-signedDocument4 pages1485 - EC2172-signedDeepak HoleNo ratings yet
- Ecn 1Document5 pagesEcn 1Deepak HoleNo ratings yet
- Bar No 4084Document1 pageBar No 4084Deepak HoleNo ratings yet
- C To DDocument1 pageC To DDeepak HoleNo ratings yet
- Htytdjhfjgk LJ K JKFTDRGBNDocument45 pagesHtytdjhfjgk LJ K JKFTDRGBNDeepak HoleNo ratings yet
- 1299 EC2153 SignedDocument5 pages1299 EC2153 SignedDeepak HoleNo ratings yet
- Deepak Dattatray HoleDocument2 pagesDeepak Dattatray HoleDeepak HoleNo ratings yet
- F-HRA-05 On Job Training Record R04Document3 pagesF-HRA-05 On Job Training Record R04Deepak HoleNo ratings yet
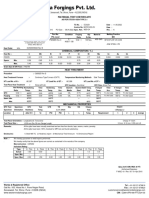
- Western India Forgings Pvt. LTD.: Test CertificateDocument1 pageWestern India Forgings Pvt. LTD.: Test CertificateDeepak HoleNo ratings yet
- Bar No 4002Document2 pagesBar No 4002Deepak HoleNo ratings yet
- Bar No 4086Document1 pageBar No 4086Deepak HoleNo ratings yet
- 4340/ BS EN10083 817M40, 140 KSI (965 MPA), FORGINGS AND BAR Stock, Restricted Use SubseaDocument3 pages4340/ BS EN10083 817M40, 140 KSI (965 MPA), FORGINGS AND BAR Stock, Restricted Use SubseaDeepak HoleNo ratings yet
- Quality Assurance PlanDocument3 pagesQuality Assurance PlanDeepak HoleNo ratings yet
- STK/WIF/20-21/283 Bar No.: QTC With DespatchDocument58 pagesSTK/WIF/20-21/283 Bar No.: QTC With DespatchDeepak HoleNo ratings yet
- Deviation Request - Raltech 10 10 2020Document1 pageDeviation Request - Raltech 10 10 2020Deepak HoleNo ratings yet
- Bar No - 5763: Test CertificateDocument2 pagesBar No - 5763: Test CertificateDeepak HoleNo ratings yet
- Material Test Certificate: M/s Alstom Projects India LimitedDocument1 pageMaterial Test Certificate: M/s Alstom Projects India LimitedDeepak HoleNo ratings yet
- Corrective and Preventive Action (8D) Report: Cust. Complaint Serial Number Cust. Complaint Ref. No. & DateDocument1 pageCorrective and Preventive Action (8D) Report: Cust. Complaint Serial Number Cust. Complaint Ref. No. & DateDeepak HoleNo ratings yet
- CAPSTONEDocument5 pagesCAPSTONETricia Maxine DomingoNo ratings yet
- Civil Engineering: FormworkDocument28 pagesCivil Engineering: FormworkSreenivas NaiduNo ratings yet
- Tribology International: Yueyue Bao, Jianlin Sun, Linghui KongDocument7 pagesTribology International: Yueyue Bao, Jianlin Sun, Linghui KongRasim Göker IşıkNo ratings yet
- Flux and CleaningDocument2 pagesFlux and CleaningAdair NettoNo ratings yet
- Power Ibr Piping BomDocument43 pagesPower Ibr Piping BomManikandan elumalaiNo ratings yet
- Reviewer For General Physics 2Document3 pagesReviewer For General Physics 2Ezel MayNo ratings yet
- Paper - 2 - SetA - 090410 - Key PDFDocument12 pagesPaper - 2 - SetA - 090410 - Key PDFNataraj Singh SardarNo ratings yet
- En 1993 1 12 2007 PDFDocument11 pagesEn 1993 1 12 2007 PDFRajan SteeveNo ratings yet
- Overlay For Waterproofing Membrane On Roof Deck FloorDocument5 pagesOverlay For Waterproofing Membrane On Roof Deck FloorVic JamesNo ratings yet
- Base PlateDocument29 pagesBase PlateRakesh SharmaNo ratings yet
- Technical Data Sheet: Description Values Technical ParticularsDocument2 pagesTechnical Data Sheet: Description Values Technical ParticularsAli Shahzad100% (1)
- Textbook Ebook Manufacturing and Novel Applications of Multilayer Polymer Films 1St Edition Langhe All Chapter PDFDocument43 pagesTextbook Ebook Manufacturing and Novel Applications of Multilayer Polymer Films 1St Edition Langhe All Chapter PDFmichael.yancey1000100% (10)
- Beem Report Phase 2Document20 pagesBeem Report Phase 2sujith kumarNo ratings yet
- Total Clearing Time-Current Characteristic Curves: Smu Fuse Units For Voltage-Transformer Applications-S&C Standard SpeedDocument1 pageTotal Clearing Time-Current Characteristic Curves: Smu Fuse Units For Voltage-Transformer Applications-S&C Standard SpeedObed GarcíaNo ratings yet
- Molded Part CrackingDocument9 pagesMolded Part CrackingTrieubinhan NguyenNo ratings yet
- 2029 BM-LAB MANUAL FinalDocument48 pages2029 BM-LAB MANUAL Finalhemant rathodNo ratings yet
- رسومات تنفيذيةDocument8 pagesرسومات تنفيذيةabdalmonim OsmanNo ratings yet
- RG7H1RDocument1 pageRG7H1Ranro121No ratings yet
- Failure Analysis of RunnerDocument12 pagesFailure Analysis of RunnerAshok PalakondaNo ratings yet
- Gun Barrel Rev A1Document14 pagesGun Barrel Rev A1proyectos 2018No ratings yet
- Thermaline 4900 PDSDocument4 pagesThermaline 4900 PDSDuongthithuydungNo ratings yet
- Scottish & Southern Energy SSE LV HV 33kV Cable Ducting SpecificationDocument12 pagesScottish & Southern Energy SSE LV HV 33kV Cable Ducting SpecificationDan StreetNo ratings yet
- The Properties of Chopped Basalt Fibre Reinforced Self-CompactingDocument8 pagesThe Properties of Chopped Basalt Fibre Reinforced Self-CompactingEjaz RahimiNo ratings yet
- Stair Pressurization CalculationDocument9 pagesStair Pressurization CalculationHaymanot BaynesagnNo ratings yet
- 32 Samss 004Document44 pages32 Samss 004ayubali009No ratings yet
- Chapter 3 - LossDocument22 pagesChapter 3 - LossBunheng LonNo ratings yet
- LineClassTableF8 With Vender Piping - 20170826Document21 pagesLineClassTableF8 With Vender Piping - 20170826miteshNo ratings yet
- LC-28 Estimation LHSDocument5 pagesLC-28 Estimation LHSarpits05No ratings yet
- Rezumate AllDocument116 pagesRezumate AllraduonoNo ratings yet