Download as pdf or txt
You might also like
- A1119468 - Man - Mp16ii Rev ADocument100 pagesA1119468 - Man - Mp16ii Rev Ahardev100% (8)
- Sheet MetalDocument8 pagesSheet MetalPrabir Kumar Pati100% (1)
- Warrior 800 Illustrated Parts Catalog Revision 9 PDFDocument249 pagesWarrior 800 Illustrated Parts Catalog Revision 9 PDFMichael Duvan100% (1)
- BA USi Safety - ENDocument107 pagesBA USi Safety - ENAditya Arun KumarNo ratings yet
- Multi-Phase Flow Calculation of CV - MetsoDocument10 pagesMulti-Phase Flow Calculation of CV - MetsoJoseph WangNo ratings yet
- Cutting of Soft Gummy MetalsDocument26 pagesCutting of Soft Gummy MetalsManoj Dhage100% (1)
- Chapter 4 (Sheet Metal Fabrication) With VideoDocument71 pagesChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiNo ratings yet
- Sheet Metal BasicsDocument69 pagesSheet Metal Basicskiran_wakchaure50% (2)
- Manufacturing Process - PresentationDocument15 pagesManufacturing Process - PresentationAnwesha PandaNo ratings yet
- SID1Document18 pagesSID1Siddharth Srinivasan100% (1)
- Assignment No 6 Shearing Process in Sheet MetalDocument5 pagesAssignment No 6 Shearing Process in Sheet MetalSameer Ahmed 20 - MCE - 60No ratings yet
- Types of Metal Manufacturing Processes From Start To FinishDocument5 pagesTypes of Metal Manufacturing Processes From Start To Finishyeng botzNo ratings yet
- Understanding Metal Stamping - Design To Prototyping To ProductionDocument11 pagesUnderstanding Metal Stamping - Design To Prototyping To ProductionRAKHEE RICHHARIA100% (2)
- Sheet Metal Forming Involves A Wide Range of Processes That Manufacture PartsDocument5 pagesSheet Metal Forming Involves A Wide Range of Processes That Manufacture Partsgopi krishnaNo ratings yet
- Workshop AssignmentDocument9 pagesWorkshop Assignmentkajalverma2301No ratings yet
- Production Process IIIDocument10 pagesProduction Process IIIYash JadhavNo ratings yet
- Metal Forming Written ReportDocument10 pagesMetal Forming Written ReportMenric LunarNo ratings yet
- Metal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItDocument8 pagesMetal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItrabikmNo ratings yet
- Design Study of Progressive Tool DesignDocument34 pagesDesign Study of Progressive Tool Designsudheer9289% (9)
- Invicta Metal Stamping CatalogueDocument12 pagesInvicta Metal Stamping CatalogueVbNo ratings yet
- Sheetmetal IntroductionDocument9 pagesSheetmetal IntroductionVinay BalineniNo ratings yet
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Chapter 1 TO 5Document49 pagesChapter 1 TO 5nagisafurukawa122333No ratings yet
- Sheet Metal Forming Research PaperDocument4 pagesSheet Metal Forming Research Papergw0gbrwe100% (1)
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabNo ratings yet
- 43-Sheet Metal Punching MachineDocument25 pages43-Sheet Metal Punching MachinesathishNo ratings yet
- Manufacturing Processes LabDocument6 pagesManufacturing Processes Labkhizeraftab1018No ratings yet
- Metal WorkingDocument45 pagesMetal WorkingLilith StarkNo ratings yet
- Sheet Metal Design GuidelinesDocument17 pagesSheet Metal Design GuidelinesOmar YoushimatzNo ratings yet
- Metal Stamping DiesDocument7 pagesMetal Stamping DiesedpsousaNo ratings yet
- Forging of Metals: PreparedDocument23 pagesForging of Metals: PreparedThandial SelvamNo ratings yet
- Metal Fabrication Involves The Construction of Metal Products Using Various Processes Including CuttingDocument5 pagesMetal Fabrication Involves The Construction of Metal Products Using Various Processes Including CuttingneddiNo ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Gasket Fabricators Association Technical HandbookDocument19 pagesGasket Fabricators Association Technical HandbookTHETHINHNo ratings yet
- Metal Stamping Dies - Part One - KEY To METALS ArticleDocument3 pagesMetal Stamping Dies - Part One - KEY To METALS Articlekumarpankaj030No ratings yet
- Die Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingDocument30 pagesDie Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingAmitNo ratings yet
- IC Learning Series 2013 - Sheet Metal FabricationDocument19 pagesIC Learning Series 2013 - Sheet Metal Fabricationnskumarm100% (1)
- Sheet Metal DesignDocument13 pagesSheet Metal Designsivakumar subramanianNo ratings yet
- Term Paper Presentation: Topics - Forging, Classification, Calculation of Forging Loads, Friction and LubricationDocument15 pagesTerm Paper Presentation: Topics - Forging, Classification, Calculation of Forging Loads, Friction and LubricationParimal KumarNo ratings yet
- Ijri Me 01 011Document8 pagesIjri Me 01 011ijripublishersNo ratings yet
- Strain Studies IN Sheet Metal StampingDocument3 pagesStrain Studies IN Sheet Metal StampingPotluri NagasaitejNo ratings yet
- Manufacturing Management (Individual Assignment)Document21 pagesManufacturing Management (Individual Assignment)MICHELLE LEONG CHUI YINGNo ratings yet
- Chap 16 Sheet-Metal - FormingDocument39 pagesChap 16 Sheet-Metal - ForminghoangNo ratings yet
- Chip Formation: IntroductionDocument5 pagesChip Formation: IntroductionDr.S.Ravi CITNo ratings yet
- Universal Grinding - Machine - Report-FinalDocument48 pagesUniversal Grinding - Machine - Report-FinalGopuNo ratings yet
- BTI1133 Ch16Document82 pagesBTI1133 Ch16ACC SHNo ratings yet
- Photo Etching ProcessDocument16 pagesPhoto Etching ProcesszatiNo ratings yet
- Welding and FabricationDocument7 pagesWelding and FabricationAbdullah Alam MannaNo ratings yet
- Metal Sheet MakingDocument3 pagesMetal Sheet MakingsuvarnarajedoliNo ratings yet
- Micro Metal Powder Injection MoldingDocument4 pagesMicro Metal Powder Injection MoldingDaniel Felipe Garzon CuervoNo ratings yet
- Metal ForgingDocument17 pagesMetal ForgingcemekaobiNo ratings yet
- Presstool MasterDocument111 pagesPresstool MasterRajesh Kumar100% (2)
- Handbook of Comparative World Steel StandardsDocument15 pagesHandbook of Comparative World Steel StandardsDragan MiladinovicNo ratings yet
- Metal Swarf: Definition of ChippsDocument10 pagesMetal Swarf: Definition of ChippsabenezerNo ratings yet
- Fact Sheet: METAL REMOVAL/CUTTINGDocument4 pagesFact Sheet: METAL REMOVAL/CUTTINGAl EnggNo ratings yet
- Pneumatic Cutter SynopsisDocument10 pagesPneumatic Cutter SynopsisGurhans Pal SinghNo ratings yet
- Automatic Bending Machine Report-1Document70 pagesAutomatic Bending Machine Report-1ganeshNo ratings yet
- Exp2 4Document6 pagesExp2 4Alexis Joshua LaceNo ratings yet
- Analysing Sheet Metal Forming: Prof P P DateDocument3 pagesAnalysing Sheet Metal Forming: Prof P P DateAmit SharmaNo ratings yet
- Unit I ' Theory of Metal CuttingDocument19 pagesUnit I ' Theory of Metal CuttingThulasi RamNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Significance or Applications of Mitosis/Meiosis: General Biology 1Document26 pagesSignificance or Applications of Mitosis/Meiosis: General Biology 1bea100% (1)
- Cost Estimate: List of Materials Required: Sr. No Description Unit Price Total PriceDocument3 pagesCost Estimate: List of Materials Required: Sr. No Description Unit Price Total PriceMuhammad Rezaul IslamNo ratings yet
- BECE101P Digital CircuitsDocument10 pagesBECE101P Digital CircuitsDHANUNJAYA REDDY KURAKULANo ratings yet
- ASSESSMENT EXAM XcdocxDocument2 pagesASSESSMENT EXAM XcdocxArwa ArmaniNo ratings yet
- EBOOK Media Essentials 4Th Edition Ebook PDF Download Full Chapter PDF KindleDocument61 pagesEBOOK Media Essentials 4Th Edition Ebook PDF Download Full Chapter PDF Kindlejessica.whitley686100% (50)
- Method of MeasurementsDocument41 pagesMethod of MeasurementsKrishna ChaitanyaNo ratings yet
- Small Ruminant Clinical Diagnosis and TherapyDocument296 pagesSmall Ruminant Clinical Diagnosis and TherapyΕλένη ΤσιουμάνηNo ratings yet
- TP 5868Document68 pagesTP 5868Nathan RogersNo ratings yet
- Scaffold - Erection, Use & Dismantling-RADocument15 pagesScaffold - Erection, Use & Dismantling-RAAl AminNo ratings yet
- Recycle Global Project Rubbish Dripping Hardly Carton Shade Complicated PollutionDocument5 pagesRecycle Global Project Rubbish Dripping Hardly Carton Shade Complicated PollutionsplNo ratings yet
- 100% Automated: Bio-Disinfection and Disinfestation TreatmentsDocument16 pages100% Automated: Bio-Disinfection and Disinfestation TreatmentsUlprsudCiamisNo ratings yet
- Pharmacology of GITDocument29 pagesPharmacology of GITMohammed Bahnasy100% (1)
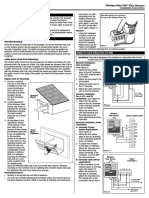
- Hunter Wireless Rain Clik InstallationDocument2 pagesHunter Wireless Rain Clik InstallationWayne SeamanNo ratings yet
- Architecture For A Contingent EnvironmentDocument14 pagesArchitecture For A Contingent EnvironmentAntony LondlianiNo ratings yet
- The Project Gutenberg Ebook of Dracula, by Bram StokerDocument282 pagesThe Project Gutenberg Ebook of Dracula, by Bram Stokerluonggao01234No ratings yet
- Aztecs - Reign of Blood and Splendor - 1992Document176 pagesAztecs - Reign of Blood and Splendor - 1992Doug OhnemusNo ratings yet
- Symmetries of Love: Ladder Structure of Static and Rotating Black HolesDocument7 pagesSymmetries of Love: Ladder Structure of Static and Rotating Black HolesamgsclopNo ratings yet
- Previewdocument 2Document8 pagesPreviewdocument 2MarinaMartinezNo ratings yet
- Mp2300s Basic Module User's Manual (Siep c880732 00a) - 200712Document462 pagesMp2300s Basic Module User's Manual (Siep c880732 00a) - 200712Trí ChốtNo ratings yet
- Phase-I Ity2325 JeemDocument12 pagesPhase-I Ity2325 JeemVarun PatilNo ratings yet
- MIGHT (Possibility) : Questions About YouDocument3 pagesMIGHT (Possibility) : Questions About YounurshamiraNo ratings yet
- BDS Column ArticleDocument4 pagesBDS Column ArticleM Pandoman FebrianNo ratings yet
- Nordmende n2121cb Chassis Giii-08Document34 pagesNordmende n2121cb Chassis Giii-08PE TruNo ratings yet
- Bread and Butter PicklesDocument2 pagesBread and Butter PicklesMina HannaNo ratings yet
- 120mm IM HE-TDocument2 pages120mm IM HE-TFrancesco67% (3)
- RP WV VP670 DTDocument2 pagesRP WV VP670 DTapi-3736776No ratings yet