Dept. of Marine Engineering Lecture Series I Introduction • Working Principle: The lathe is a machine tool which holds the workpiece between two rigid and strong supports called centres or in a chuck or face plate which revolves. The cutting tool is rigidly held and supported in a tool post which is fed against the revolving work. The normal cutting operations are performed with the cutting tool fed either parallel or at right angles to the axis of the work. • The cutting tool may also be fed at an angle relative to the axis of work for machining tapers and angles. Classification Of Lathes (a) According to configuration • Horizontal -Most common for ergonomic conveniences • Vertical - Occupies less floor space, only some large lathes are of this type.
(b) According to purpose of use
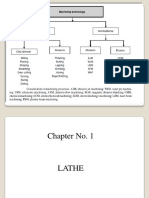
• General purpose Very versatile where almost all possible types of operations are carried out on wide ranges of size, shape and materials of jobs; example: centre lathes • Single purpose: Only one (occasionally two) type of operation is done on limited ranges of size and material of jobs; example – facing lathe, roll turning lathe etc. • Special purpose - Where a definite number and type of operations are done repeatedly over long time on a specific type of blank; example: gear blank machining lathe etc. Classification Of Lathes (c) According to size or capacity • Small (low duty) - In such light duty lathes (up to 1.1 kW), only small and medium size jobs of generally soft and easily machineable materials are machined • Medium (medium duty) - These lathes of power nearly up to 11 kW are most versatile and commonly used • Large (heavy duty) • Mini or micro lathe - These are tiny table-top lathes used for extremely small size jobs and precision work; example : Swiss type automatic lathe Classification Of Lathes (d) According to degree of automation • Non-automatic - Almost all the handling operations are done manually; example: centre lathes • Semi-automatic - Nearly half of the handling operations, irrespective of the processing operations, are done automatically and rest manually; example: capstan lathe, turret lathe, copying lathe relieving lathe etc. • Automatic - Almost all the handling operations (and obviously all the processing operations) are done automatically; example – single spindle automat (automatic lathe), Swiss type automatic lathe, etc.
e) According to type of automation
• Fixed automation - Conventional; example – single spindle automat, Swiss type automatic lathe etc. • Flexible automation - Modern; example CNC lathe, turning centre etc. Classification Of Lathes (f) According to configuration of the jobs being handled • Bar type - Slender rod like jobs being held in collets • Chucking type - Disc type jobs being held in chucks
(g) According to precision
• Ordinary • Precision (lathes) - These sophisticated lathes meant for high accuracy and finish and are relatively more expensive.
(h) According to number of spindles
• Single spindle -Common • Multispindle (2, 4, 6 or 8 spindles) Such uncommon lathes are suitably used for fast and mass production of small size and simple shaped jobs. Types of Lathe – Engine Lathe – The most common form of lathe, motor driven and comes in large variety of sizes and shapes. – Bench Lathe – A bench top model usually of low power used to make precision machine small work pieces. – Tracer Lathe – a lathe that has the ability to follow a template to copy a shape or contour. Types of Lathe – Automatic Lathe – A lathe in which the work piece is automatically fed and removed without use of an operator. Cutting operations are automatically controlled by a sequencer of some form – Turret Lathe – lathe which have multiple tools mounted on turret either attached to the tailstock or the cross-slide, which allows for quick changes in tooling and cutting operations. – Computer Controlled Lathe – A highly automated lathe, where both cutting, loading, tool changing, and part unloading are automatically controlled by computer coding. • This is heavy rugged casting made to support the working parts of lathe and also guide and align major parts of lathe. • Made to support working parts of lathe. • On top section are machined ways. • Guide and align major parts of lathe. • The headstock houses the main spindle, speed change mechanism, and change gears. • The headstock is required to be made as robust as possible due to the cutting forces involved, which can distort a lightly built housing. • Induce harmonic vibrations that will transfer through the work piece, reducing the quality of the finished work piece. • Contains number of different-size gears. • Provides feed rod and lead-screw with various speeds for turning and thread-cutting operations
TOP VIEW Ø The arrangement which are employed in feed gear boxes to obtain multispindle speeds and different rates of feeds are: I. Sliding Gear Mechanism II. Sliding Clutch Mechanism III. Gear Cone And Tumbler Gear Mechanism IV. Sliding Key Mechanism V. Combination of any two or more of the above • Usually two or three levers must be moved to obtain the desired combination within a given range. • Used to move cutting tool along lathe bed. • Consists of three main parts- i. Saddle ii. Cross-slide iii. Apron Ø Movement of entire carriage assembly along the bed provides feed for the tool parallel to the lathe axis. Ø The compound rest can be swivelled on the cross slide in the horizontal plane about vertical axis. Ø To the front of the carriage is attached the apron. It is fastened to the saddle and hangs over the front of the bed. Ø The apron houses the automatic feed mechanism for longitudinal and cross feeds and the split nut for thread cutting. • Mounted on top of saddle. • Provides manual or automatic cross movement for cutting tool. • Fastened to saddle. • Houses gears and mechanism required to move carriage or cross- slide automatically. • Locking-off lever inside apron prevents engaging split-nut lever and automatic feed lever at same time. • Apron hand wheel turned manually to move carriage along lathe bed • Upper and lower tailstock castings. • Adjusted for taper or parallel turning by two screws set in base. • Tailstock clamp locks tailstock in any position along bed of lathe. • Tailstock spindle has internal taper to receive dead center. • Provides support for right-hand end of work. Ø In tail stock jobs of different lengths are provided with quill which can be moved in and out by means of a screw and then locked in position. Ø The movement of the quill is parallel to the lathe axis. Ø The quill has a tapered bore into which is fitted a hardened centre which locates and holds the w/p when turning between centre. Ø This bore may also be used for supporting tools for operations like drilling and reaming. •Engages clutch that provides automatic feed to carriage. • Feed-change lever can be set for longitudinal feed or for cross-feed. • In neutral position, permits split-nut lever to be engaged for thread cutting. • Carriage moved automatically when split-nut lever engaged •Distance carriage will travel in one revolution of spindle. • Depends on speed of feed rod or lead screw. • Controlled by change gears in quick-change gearbox. • Obtains drive from headstock spindle through end gear train. • Chart mounted on front of quick-change gearbox indicates various feeds. Shear Pins and Slip Clutches
• Prevents damage to feed
mechanism from overload or sudden torque • Shear pins- i. Made of brass ii. Found on feed rod, lead screw, and end gear train.
• Spring-loaded slip clutches-
i. Found only on feed rods ii. When feed mechanism is overloaded, shear pin will break or slip clutch will slip causing feed to stop. Lathe Accessories
stock centered. - For facing/center drilling the end of your aluminum stock
Four-Jaw Chuck
- This is independent chuck
generally has four jaws , which are adjusted individually on the chuck face by means of adjusting screws Collet Chuck
Collet chuck is used to
hold small workpieces • Thin jobs can be held by means of magnetic chucks.
Magnetic Chuck
Thin jobs can be held by
means of magnetic chucks. Cutting Tools
Single point cutting tool
Operations performed on the Centre Lathe Machine
1.TURNING OPERATION: produce straight, conical, curved,
or grooved workpieces 2. FACING OPERATION: • In this operation a flat surface is produced at the either end of the work piece. Thus by facing operation the length of the work piece gets reduced. • The tool used for this operation is known as Facing Tool or regular Turning Tool, which is clamped in the tool post. The tool moves crosswise perpendicular to the centre line of the lathe machine with the help of Cross Slide. The feed rate is provided to the tool with the help of Carriage. During this operation the work piece may be rotated at higher speeds.
3. PARTING OFF / CUTOFFOPERATION:
• In this operation, specific part of the work piece is removed (detached) from the total length of the work piece. The tool used for this operation is known as Parting Off Tool. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine with the help of Carriage. The feed rate is provided with the help of Cross Slide. During this operation the work piece is rotated at lower speed. Operations performed on the Centre Lathe Machine
4. CHAMFERING OPERATION: • Basic of this operation is to remove sharp edges on the work piece by required angle. The tool used for this operation is known as Chamfering Tool and having the tip angle of 45o or 60o. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine with the help of Carriage. The feed rate is provided with the help of Cross Slide. During this operation the work piece may be rotated at higher speeds. 5. KNURLING OPERATION: • In this operation, diamond shape pattern is embossed over the surface of the work piece. Knurling is useful to grip the work piece or the part of the work piece firmly. The tool used for this operation is known as Knurling Tool, which consists of set of hardened steel rollers. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine with the help of Carriage. The feed rate is provided with the help of Cross Slide. During this operation the work piece is rotated at lower speed. Operations performed on the Centre Lathe Machine
6. GROOVING OPERATION: • In this operation, the diameter of the work piece is reduced over a small narrow surface for particular length of the work piece. The tool used for this operation is known as Grooving Tool. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine with the help of Carriage. The feed rate is provided with the help of Cross Slide. During this operation the work piece is rotated at lower speed. Operations performed on the Centre Lathe Machine –
7. THREAD CUTTING OPERATION:
• In this operation, helical grooves are produced over the cylindrical surface of the work piece. For thread cutting operation definite relationship between the rotation of the work piece in the Spindle and longitudinal travel of the Carriage is required. This is done with the help of engagement of the lead screw. After engagement of lead screw the whole Carriage unit moves forwards (from tailstock towards headstock) and backwards (from headstock towards tailstock) by controlling the levers that are provided on the apron unit. The tool moves specific lengthwise which is parallel to the centre line of the lathe machine. The feed rate is provided with the help of Cross Slide. During this operation the work piece is rotated at very lower speed. Operations performed on the Centre Lathe Machine – 8. DRILLING OPERATION: • In this operation, a cylindrical hole is produced in a work piece, by cutting edge of a cutter known as the drill. The drill bit is fitted into the barrel of the tailstock (drill is stationary). First the drill is bringing in contact to the work piece. In this position the tailstock is locked on to the bed with the help of lever provided on the tailstock, so as to avoid the backward movement of the tailstock. The feed is given to the drill with the help of hand wheel which is provided on the tailstock. Before drilling operation, centre is marked on the either face of the work piece with the help of centre drill. This is required so as to avoid the eccentricity or taper of the hole into the work piece. During the operation the drill moves in longitudinal direction which is parallel to the centre line of the lathe machine. During this operation the work piece is rotated at lower speed. Operations performed on the Centre Lathe Machine –
9. BORING OPERATION: • In this operation, the hole is enlarged, which has been produced previously by drilling, casting or forging. Boring cannot originate a hole like drilling. Boring is used to correct error in concentricity and alignment in the previously drilled hole. The operation of boring is same as drilling operation. 10. REAMING OPERATION: • It provides sizing and finishing to the already drilled hole. Operation of tool and movement of tool is same like drilling operation. The tool used for reaming operation is known as reamer, which has multiple cutting edges. Reamer cannot originate a hole. It simply follows the path which has been previously drilled and removes a very small amount of material. Operations performed on the Centre Lathe Machine –
11. Contour Turning
• A typical shape / curve is by using a single point tool.
12. Form Turning
• The shape of the tool is replicated on the workpiece. Lathe operations • Turning, Facing, Parting, Thread cutting, Grooving, Reaming & drilling, Boring, Knurling • Milling, Grinding, Tapping, Spinning etc. Machining Calculations: Turning
• Spindle Speed - N v (rpm)
• v = cutting speed N= • Do = outer diameter π Do • Feed Rate - fr (mm/min -or- in/min) • f = feed per rev fr = N f • Depth of Cut - d Do − Df (mm/rev -or- in/rev) • Do = outer diameter d= • Df = final diameter 2 • Machining Time - Tm L (min) • L = length of cut Tm = fr • Mat’l Removal Rate - MRR (mm3/min -or- in3/min) MRR = v f d IENG 475: Computer-Controlled 4/5/18 38 Manufacturing System Simple formula Simple Problems
Problem -1 A mild steel rod having 50 mm diameter and 500 mm length is to be turned on a lathe. Determine the machining time to reduce the rod to 45 mm in one pass when cutting speed is 30 m/min and a feed of 0.7 mm/rev is used. Solution Given data: D = 50 mm, Lj = 500 mm v = 30 m/min, f = 0.7 mm/rev Substituting the values of v and D in
V = ΠDN/1000 M/min Required spindle speed as: N = 191 rpm Simple Problems
Problem -2 Determine the angle at which the compound rest would be swiveled for cutting a taper on a work piece having a length of 150 mm and outside diameter 80 mm. The smallest diameter on the tapered end of the rod should be 50 mm and the required length of the tapered portion is 80 mm. Solution Given data: D1 = 80 mm, D2 = 50 mm, Lj = 80 mm (with usual notations) tan α = (80-50) / 2×80 or α = 10.620
The compound rest should be swiveled at 10.62o
Ø Don’t touch cutter or chips while machine is running.
Ø Make sure work is clamped tightly in chuck
or collet.
Ø Be careful to stay clear of chuck jaws.
ØAll lathe operators must be constantly aware of the safety. ØHandle sharp cutters, centres, and drills with care. ØRemove chuck keys and wrenches before operating. ØAlways wear protective eye protection. ØAlways stop the lathe before making adjustments. ØKnow where the emergency stop is before operating the lathe. ØCorrect dress is important, remove rings and watches. ØDo not change spindle speeds until the lathe comes to a complete stop. Ø Lathes are highly accurate machine tools designed to operate around the clock if properly operated and maintained. Lathes must be lubricated and checked for adjustment before operation. Improper lubrication or loose nuts and bolts can cause excessive wear and dangerous operating conditions. Ø Lathes are normally robust in construction and they will, with good care, last for many years. It is not unusual for instance to see good lathes still in uses that are 50 years old. To ensure good, accurate, trouble free use it is necessary that the correct maintenance routines are regularly carried out and that important surfaces such as slide-ways are kept well protected so as to reduce wear and thus maintain good accuracy, and the lubricants used, are all factors that require your attention.
Turning and Boring
A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.
Turning and Boring
A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.