418 TRIAD-manual
418 TRIAD-manual
Download as pdf or txt
You might also like
- Repair XT250 Yamaha 1980 - 1983Document49 pagesRepair XT250 Yamaha 1980 - 1983David Bough93% (28)
- TM-2508 Rev 3 Weld Stud and Nuts-SteelDocument9 pagesTM-2508 Rev 3 Weld Stud and Nuts-SteelTaofiq AbiolaNo ratings yet
- Thomas Model 4 Wiley Mill ManualDocument10 pagesThomas Model 4 Wiley Mill ManualErik RMNo ratings yet
- Hl005 Accesorios de BancoDocument60 pagesHl005 Accesorios de BancoJorge RANo ratings yet
- Carburetor KTM LC4Document19 pagesCarburetor KTM LC4Matjaz StrajnarNo ratings yet
- Fitting Instructions For RTC3176 Adjuster Shoes Drum Brake LAnd Rover SeriesDocument2 pagesFitting Instructions For RTC3176 Adjuster Shoes Drum Brake LAnd Rover SeriesALP1981100% (1)
- Operator'S Manual Direct Drive Dixie Double Seamer Model 25DDocument9 pagesOperator'S Manual Direct Drive Dixie Double Seamer Model 25DAntonio Henrique BandeiraNo ratings yet
- Instructions: 6 Speed Transmission Super KitDocument14 pagesInstructions: 6 Speed Transmission Super KitthailanNo ratings yet
- Jari Monarch Manual 2015Document7 pagesJari Monarch Manual 2015Dara Donelson100% (1)
- GV500 Series Winch Manual PDFDocument41 pagesGV500 Series Winch Manual PDFĐại Hùng100% (2)
- Shimano Ultegra 6700 Shifters Double Owners ManualDocument2 pagesShimano Ultegra 6700 Shifters Double Owners ManualTimNo ratings yet
- Longworth Chuck PDFDocument6 pagesLongworth Chuck PDFBen Gerez100% (2)
- Partner Workshop ManualDocument96 pagesPartner Workshop ManualWilliam Anson0% (1)
- SS5100 Rev 34 (Hole Sizes)Document30 pagesSS5100 Rev 34 (Hole Sizes)mtcengineering100% (3)
- SpecDocument52 pagesSpecrobertNo ratings yet
- Timing BeltDocument28 pagesTiming BeltRaj Bikram MaharjanNo ratings yet
- DIY - Replacing Timing BeltsDocument3 pagesDIY - Replacing Timing Beltstron68bizz100% (2)
- Ideal Installation: I & M Mark 68G SeriesDocument4 pagesIdeal Installation: I & M Mark 68G SeriesByron PanchiNo ratings yet
- Version 2 Diamond Drive Conversion KitDocument7 pagesVersion 2 Diamond Drive Conversion KitcpcracingNo ratings yet
- MX-45V - MCV - Spindle Rebuild - SBM0030Document3 pagesMX-45V - MCV - Spindle Rebuild - SBM0030mustafa kaya alp yıldırımNo ratings yet
- Hoist Drum Brake Maintenance: Inspection, Adjustment, Testing and ReplacementDocument6 pagesHoist Drum Brake Maintenance: Inspection, Adjustment, Testing and ReplacementDaniel TostaNo ratings yet
- Reciprocator Compact Single and MultiheadDocument14 pagesReciprocator Compact Single and MultiheadjoecentroneNo ratings yet
- Tilt CylinderDocument7 pagesTilt Cylinderluis tocoraNo ratings yet
- Startrac Spinner Chain MaintenanceDocument5 pagesStartrac Spinner Chain Maintenanceu795992No ratings yet
- Proclimb Procross Torsional Conversion KitDocument8 pagesProclimb Procross Torsional Conversion KitcpcracingNo ratings yet
- TTR125 150BigBore Update2Document4 pagesTTR125 150BigBore Update2eddielindermannNo ratings yet
- Aotema Motor Kit Installation Instructions Rev2.3Document7 pagesAotema Motor Kit Installation Instructions Rev2.3Dennis KrizanNo ratings yet
- Shimano AlivioDocument1 pageShimano AlivioBrent MitchellNo ratings yet
- Clutch DraftDocument5 pagesClutch Draftapi-327987286No ratings yet
- Chain Installation and Maintenance Instructions: Cutting & Riveting Instructions For D.I.D KM500R and KM501E ToolsDocument4 pagesChain Installation and Maintenance Instructions: Cutting & Riveting Instructions For D.I.D KM500R and KM501E ToolsKonstantinosTavernierNo ratings yet
- NullDocument2 pagesNulldoublekindustriesNo ratings yet
- Rocket Sprocket InstallDocument18 pagesRocket Sprocket InstallJulio AlarconNo ratings yet
- Instructions For The Estart Kit XR400Document14 pagesInstructions For The Estart Kit XR400Obed VasquezNo ratings yet
- SR Suntour XC Pro Forks Instructions ManualDocument8 pagesSR Suntour XC Pro Forks Instructions Manual110972ryanNo ratings yet
- Cam Install For Sr20Document2 pagesCam Install For Sr20Carlos Miguel Montaño AlvarezNo ratings yet
- Honda Goldwing GL1000 GL1100 Starter Rebuild-17E1CDocument2 pagesHonda Goldwing GL1000 GL1100 Starter Rebuild-17E1CBikerSouthNo ratings yet
- Installation of FittingsDocument4 pagesInstallation of FittingsRobert SantiagoNo ratings yet
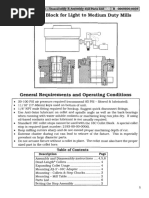
- 16C Collet BlockDocument8 pages16C Collet Blockm.asifinterloopNo ratings yet
- Suspension ZF RCU 20-22' Manual FinalDocument53 pagesSuspension ZF RCU 20-22' Manual FinalPASCONo ratings yet
- Starrett 3814 ManualDocument15 pagesStarrett 3814 ManualcdokepNo ratings yet
- 08.machine Adjustment and Parts ReplacementDocument24 pages08.machine Adjustment and Parts ReplacementThoi CoNo ratings yet
- DMB & Co D.R.U.M. GuideDocument13 pagesDMB & Co D.R.U.M. GuidemihelichdanNo ratings yet
- Wiley Mill Instruction ManualDocument8 pagesWiley Mill Instruction ManualIván SolísNo ratings yet
- 30T Triple Axle-UD210Document44 pages30T Triple Axle-UD210ferneyarrieta38No ratings yet
- 2100103-Tilt CylindersDocument17 pages2100103-Tilt CylindersFrancisco DiazNo ratings yet
- GY6 Big Bore Kit InstallationDocument80 pagesGY6 Big Bore Kit InstallationAndrew McGovern67% (3)
- ELNA Supermatic Service Manual December 2023Document42 pagesELNA Supermatic Service Manual December 2023drhajiNo ratings yet
- ProLIGHT 2000 Maintenance ManualDocument19 pagesProLIGHT 2000 Maintenance ManualmegclayNo ratings yet
- Er 96 5 14Document3 pagesEr 96 5 14DIEGO YECID MILLAN MENDOZANo ratings yet
- rd-m592 2Document1 pagerd-m592 2faizgpNo ratings yet
- Manual Crl-Somaca Belt SanderDocument14 pagesManual Crl-Somaca Belt SanderLuis Elisur ArciaNo ratings yet
- Servo Replacement InstructionsDocument11 pagesServo Replacement InstructionsNathanNo ratings yet
- Value Leader Wood Chipper WC Series ManualDocument19 pagesValue Leader Wood Chipper WC Series ManualBetstProducts67% (3)
- Timing Belt: Service and Repair Timing Belt Removal and InstallationDocument3 pagesTiming Belt: Service and Repair Timing Belt Removal and InstallationJosé Carlos da silvaNo ratings yet
- Variable Speed Mini Lathe Operation ManualDocument15 pagesVariable Speed Mini Lathe Operation ManualDaniel Andrade100% (1)
- EN Pilot-XPDocument6 pagesEN Pilot-XProssandcoNo ratings yet
- Stacker & Re-ClaimerDocument16 pagesStacker & Re-Claimerhendra93No ratings yet
- E-LOCKER Installation ManualDocument17 pagesE-LOCKER Installation ManualpacoramirezdjNo ratings yet
- ANSFtnXY TF450-1Document13 pagesANSFtnXY TF450-1yared abebeNo ratings yet
- Constant Mesh Gear BoxDocument10 pagesConstant Mesh Gear BoxSummer Nelson50% (2)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Industrial Electric Motors: Installation, Running, Advanced Maintenance and ReliabilityFrom EverandIndustrial Electric Motors: Installation, Running, Advanced Maintenance and ReliabilityNo ratings yet
- Keep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareFrom EverandKeep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareNo ratings yet
- Maruti Genuine Parts List 2009Document1,836 pagesMaruti Genuine Parts List 2009Milind Callin75% (4)
- Heat Treatment To Anchor BoltsDocument4 pagesHeat Treatment To Anchor BoltsvishalnalwarNo ratings yet
- Engine Disassembly - Large Frame Bajaj Chetak OldDocument39 pagesEngine Disassembly - Large Frame Bajaj Chetak Oldfreddie112No ratings yet
- 2RH™ Liner Setting ToolDocument14 pages2RH™ Liner Setting TooljosephbenettonNo ratings yet
- HSS Column Splice Enews v5Document6 pagesHSS Column Splice Enews v5lavignenoeNo ratings yet
- Attached To Top Slide Using Original Clamp NutDocument6 pagesAttached To Top Slide Using Original Clamp NutDwo Budi SantosoNo ratings yet
- DESIGN of STEEL STRUCTURES Multiple Choice QuestionsDocument31 pagesDESIGN of STEEL STRUCTURES Multiple Choice QuestionsEni VinoNo ratings yet
- Wire MeshDocument14 pagesWire MeshvikramNo ratings yet
- Iso 6475 1989Document9 pagesIso 6475 1989Uswatun KhasanahNo ratings yet
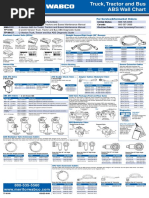
- Truck, Tractor and Bus ABS Wall Chart: Support Literature: For Service/Aftermarket OrdersDocument1 pageTruck, Tractor and Bus ABS Wall Chart: Support Literature: For Service/Aftermarket OrdersBeniamin KowollNo ratings yet
- Metric FastenersDocument28 pagesMetric Fastenersmhsalih100% (1)
- TR2323 Piping Fabrication, Installation & Testing SpecsDocument31 pagesTR2323 Piping Fabrication, Installation & Testing SpecsabsherlockNo ratings yet
- Fisher Design ETR ValveDocument24 pagesFisher Design ETR ValveTanuTiganuNo ratings yet
- Specifications: Component MeasurementsDocument4 pagesSpecifications: Component MeasurementsChristian BedoyaNo ratings yet
- Design For Manufacturing & AssemblyDocument32 pagesDesign For Manufacturing & AssemblyTarun Gupta100% (1)
- HHO GeneratorDocument35 pagesHHO GeneratorANVNo ratings yet
- ExcelDocument2 pagesExcelnajafdhnNo ratings yet
- How To Create Turret BoardsDocument28 pagesHow To Create Turret BoardsXefNed100% (1)
- FE - FEBR Door Installation Instructions - 03-29-19 r1Document10 pagesFE - FEBR Door Installation Instructions - 03-29-19 r1Louis KiwaNo ratings yet
- ServiceManual UR3 en 3.1.3 PDFDocument116 pagesServiceManual UR3 en 3.1.3 PDFEkeel PabloNo ratings yet
- Kirei Board: Zen ModernDocument2 pagesKirei Board: Zen Modernapi-58043043No ratings yet
- Engine AssemblyDocument32 pagesEngine AssemblyERMINSUL VICUÑA SALASNo ratings yet
- Yard Location 91 Series (59th) 1Document366 pagesYard Location 91 Series (59th) 1mehedeNo ratings yet
- Special Tools: To The Old, Passed Round The Sprockets and Then JoinedDocument3 pagesSpecial Tools: To The Old, Passed Round The Sprockets and Then JoinedAdrian MacayaNo ratings yet
- GM Alt Gl1200 InstructionsDocument2 pagesGM Alt Gl1200 InstructionsCecil RhodesNo ratings yet
- Power Train - LH 1400Document76 pagesPower Train - LH 1400Osscar HerreraNo ratings yet