Rai 2019
Rai 2019
Download as pdf or txt
You might also like
- Defect Based TestDocument14 pagesDefect Based TestCiprian FloreaNo ratings yet
- Omicron 2Document4 pagesOmicron 2kegiw15659No ratings yet
- TR 2013 2Document40 pagesTR 2013 2ankit trivediNo ratings yet
- Design For Testability of Circuits and Systems, An Overview (MTCDFT) (IEEE Proceedings, May 2006)Document25 pagesDesign For Testability of Circuits and Systems, An Overview (MTCDFT) (IEEE Proceedings, May 2006)mx7890No ratings yet
- Boundary ScanDocument26 pagesBoundary Scansreeramya021No ratings yet
- Choosing The Right Electronics Manufacturing Testing EquipmentDocument6 pagesChoosing The Right Electronics Manufacturing Testing EquipmentjackNo ratings yet
- Introduction FormatDocument31 pagesIntroduction Formatshashikumar_desaiNo ratings yet
- A DFT Technique For MCM (Multi Chip Module) TestingDocument8 pagesA DFT Technique For MCM (Multi Chip Module) TestingInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Final - Volume 3 No 4Document105 pagesFinal - Volume 3 No 4UbiCC Publisher100% (1)
- What Should You KnowDocument7 pagesWhat Should You KnowgabrielNo ratings yet
- 1.1 Testability and Design For Test (DFT)Document29 pages1.1 Testability and Design For Test (DFT)spaulsNo ratings yet
- Paper No. 52Document5 pagesPaper No. 52RAJNISHNo ratings yet
- High Quality Test Solutions For Secure Applications: Silicon Test and Yield Analysis WhitepaperDocument7 pagesHigh Quality Test Solutions For Secure Applications: Silicon Test and Yield Analysis WhitepapersthomasangNo ratings yet
- High Speed Uvm B Ased Verification Ip For Gigabit Ethernet Protocol IJERTV2IS120883Document7 pagesHigh Speed Uvm B Ased Verification Ip For Gigabit Ethernet Protocol IJERTV2IS120883Kunal SahuNo ratings yet
- B.Milovic - Substation Maintenance Improving Best Practices For Greater Success - Electricity Today MagazineDocument5 pagesB.Milovic - Substation Maintenance Improving Best Practices For Greater Success - Electricity Today MagazineMartin FabianNo ratings yet
- MEA 0111 Ps2 Success Story of Automatic Testing Solutions SECUREDDocument23 pagesMEA 0111 Ps2 Success Story of Automatic Testing Solutions SECUREDsolimanNo ratings yet
- Vector Vs Vector LessDocument6 pagesVector Vs Vector LessjesusmendezvillamideNo ratings yet
- Avm in Mesasmc 2010Document7 pagesAvm in Mesasmc 2010faizan.a.syabilNo ratings yet
- Lecture Note 1 Vlsi TestingDocument3 pagesLecture Note 1 Vlsi TestingBASAB DASNo ratings yet
- Design For Testing (DFT) : M.Venugopal Reddy, Iiisem - Me (Cim)Document26 pagesDesign For Testing (DFT) : M.Venugopal Reddy, Iiisem - Me (Cim)nithink100No ratings yet
- In-Line Eddy Current Testing of Wire Rod: Technical InformationDocument7 pagesIn-Line Eddy Current Testing of Wire Rod: Technical InformationBK ICTNo ratings yet
- Iot Circuit BreakerDocument5 pagesIot Circuit BreakerMadhuri RudravelliNo ratings yet
- Relatório de Confiabilidade - Reliability of Enphase MicroinvertersDocument8 pagesRelatório de Confiabilidade - Reliability of Enphase MicroinvertersWesley ZmiyewskiNo ratings yet
- 2007 3CI Bangalore PDFDocument10 pages2007 3CI Bangalore PDFMohammed MouftiNo ratings yet
- Testing of IEC 61850 Sampled Values Based Digital Substation Automation SystemsDocument5 pagesTesting of IEC 61850 Sampled Values Based Digital Substation Automation SystemsMikeyV03No ratings yet
- Automatic Test EquipmentDocument9 pagesAutomatic Test EquipmentSilpa SuseelanNo ratings yet
- Automatic Test Equipment: Keithley Instruments Series 4200 CVUDocument8 pagesAutomatic Test Equipment: Keithley Instruments Series 4200 CVUMadhusudanan AshokNo ratings yet
- VLSI Testing Advanced VLSI Design Lab IIT Kharagpur: System Specs/BM Models/SchematicDocument4 pagesVLSI Testing Advanced VLSI Design Lab IIT Kharagpur: System Specs/BM Models/SchematicRarun ArunNo ratings yet
- Automotive Test and Realiability Strategies: Sudhir Borra-0000777923Document3 pagesAutomotive Test and Realiability Strategies: Sudhir Borra-0000777923Sudhir BorraNo ratings yet
- International Journal of Advanced ResearDocument5 pagesInternational Journal of Advanced Researsanketshejwal24No ratings yet
- QT200 VWSUser ManualDocument137 pagesQT200 VWSUser ManualuriahskyNo ratings yet
- 26 Relay Testing Techniques, Requirements, Considerations MDocument8 pages26 Relay Testing Techniques, Requirements, Considerations Mgagan0312No ratings yet
- Design & Analysis of Line Impedance Stabilization Network Using RLC Components For ITE PDFDocument5 pagesDesign & Analysis of Line Impedance Stabilization Network Using RLC Components For ITE PDFEbubekir KeskinkılıçNo ratings yet
- Automatic Test EquipmentDocument6 pagesAutomatic Test EquipmentMihaela DanilescuNo ratings yet
- Device Load Monitor With Programmable Meter For Energy AuditDocument3 pagesDevice Load Monitor With Programmable Meter For Energy AuditMandeep G KashyapNo ratings yet
- Assessment of Induction Machine Efficiency With Comments On New Standard IEC 60034-2-1Document8 pagesAssessment of Induction Machine Efficiency With Comments On New Standard IEC 60034-2-1anuragpugaliaNo ratings yet
- Wherefore Ever Ramble On? For The Good Is Lying NearDocument8 pagesWherefore Ever Ramble On? For The Good Is Lying NearChethan JayasimhaNo ratings yet
- WCDMA Test Automation Workflow Analysis and ImplementationDocument50 pagesWCDMA Test Automation Workflow Analysis and ImplementationAhmed SultanNo ratings yet
- The VLSI Testing ProcessDocument12 pagesThe VLSI Testing ProcessVishnu 3333No ratings yet
- Wa0009.Document12 pagesWa0009.Harsha H CNo ratings yet
- How Does PCB Test Fixture WorkDocument12 pagesHow Does PCB Test Fixture WorkjackNo ratings yet
- Designing For Testability - DFTDocument9 pagesDesigning For Testability - DFTisham ahNo ratings yet
- Integrated Partial Discharge Testing and Monitoring SolutionsDocument4 pagesIntegrated Partial Discharge Testing and Monitoring SolutionsThien Nguyen VanNo ratings yet
- Computer Integrated Overload Relay Testi PDFDocument13 pagesComputer Integrated Overload Relay Testi PDFyohan mychalNo ratings yet
- "Azərbaycan Hava Yollari" CJSC National Aviation AcademyDocument4 pages"Azərbaycan Hava Yollari" CJSC National Aviation AcademyAvionics GroupNo ratings yet
- What Is The ICT TestDocument21 pagesWhat Is The ICT TestjackNo ratings yet
- LPCDocument5 pagesLPCsthomasangNo ratings yet
- S2-3-Model To Achieve SC Proof Transformers Without Increasing Number of Tests0 - Hassan Sayed-HV TrafoDocument3 pagesS2-3-Model To Achieve SC Proof Transformers Without Increasing Number of Tests0 - Hassan Sayed-HV TrafoMallikarjunNo ratings yet
- Reliable Companion: Substation Commissioning With The CPC 100Document5 pagesReliable Companion: Substation Commissioning With The CPC 100VetonShaipiNo ratings yet
- END End Testing: Rick G. Asche, PEDocument11 pagesEND End Testing: Rick G. Asche, PEZoki100% (1)
- Can Protocol Uvm PDFDocument5 pagesCan Protocol Uvm PDFMayank JaiswalNo ratings yet
- Summa : of or orDocument3 pagesSumma : of or orSantiago BNo ratings yet
- Rotating Machinery Diagnostic Testing TrainingDocument3 pagesRotating Machinery Diagnostic Testing TrainingMiguel ZuñigaNo ratings yet
- Introduction To IC Testing, Reliability and Failure AnalysisDocument42 pagesIntroduction To IC Testing, Reliability and Failure AnalysisFaiz MohdNo ratings yet
- Instrumentation/Project Engineer: Adesh AgarwalDocument3 pagesInstrumentation/Project Engineer: Adesh Agarwalshivam50No ratings yet
- TUGx-Abstracts 190702 PDFDocument15 pagesTUGx-Abstracts 190702 PDFMahesh MahiNo ratings yet
- Wear Testing RigDocument6 pagesWear Testing Rigibson045001256No ratings yet
- Getting Started: Keysight I3070 In-Circuit Test SystemDocument8 pagesGetting Started: Keysight I3070 In-Circuit Test SystemSergio BustillosNo ratings yet
- DAC ReimaGTCRUWAE2014Document7 pagesDAC ReimaGTCRUWAE2014Raghuram SNo ratings yet
- Final Revision LogicDocument66 pagesFinal Revision LogicKirillus MaherNo ratings yet
- Soldring MechineDocument16 pagesSoldring MechinePrabir Kumar Pati100% (1)
- Irfp264, Sihfp264: Vishay SiliconixDocument9 pagesIrfp264, Sihfp264: Vishay SiliconixJunior Francisco QuijanoNo ratings yet
- Service Manual: LT-17C50BJ, LT-17C50BU, LT-17C50BU, LT-17C50SU, LT-17C50SU, LT-17C88SJDocument14 pagesService Manual: LT-17C50BJ, LT-17C50BU, LT-17C50BU, LT-17C50SU, LT-17C50SU, LT-17C88SJMicro EmissionNo ratings yet
- Analog/Digital Circuit Design in Sige For Space ApplicationsDocument6 pagesAnalog/Digital Circuit Design in Sige For Space ApplicationsNguyễn ThaoNo ratings yet
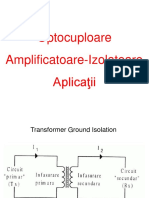
- Optocuploare Amplificatoare-Izolatoare AplicaţiiDocument72 pagesOptocuploare Amplificatoare-Izolatoare AplicaţiiVitaly VitalyNo ratings yet
- C Jfet: Alculating The Voltage Gain and Output Impedance of Amplifier StagesDocument6 pagesC Jfet: Alculating The Voltage Gain and Output Impedance of Amplifier Stagesbruno marquesi quentinNo ratings yet
- Device Lab Report 8 PDFDocument10 pagesDevice Lab Report 8 PDFScribble RiYaDNo ratings yet
- Boost Converter Based MLI Topology Using H-Bridge For Device Control Application With Reduced Device CountDocument5 pagesBoost Converter Based MLI Topology Using H-Bridge For Device Control Application With Reduced Device CountKavin PrasathNo ratings yet
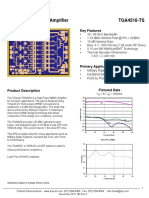
- Tga4516 TSDocument10 pagesTga4516 TScurzNo ratings yet
- Jesd22 B116BDocument32 pagesJesd22 B116Bmunnizza64No ratings yet
- Utc 571 NDocument4 pagesUtc 571 Ndang minh khaNo ratings yet
- 40106Document13 pages40106Fernanda JúlioCésarNo ratings yet
- 2 Marks With Answers Collection 1Document19 pages2 Marks With Answers Collection 1Guna PriyaNo ratings yet
- Line Follower Robot Using ArduinoDocument5 pagesLine Follower Robot Using Arduinochockalingam athilingam100% (1)
- MOS Circuit DesignDocument46 pagesMOS Circuit Designdivyansh kaliaNo ratings yet
- Si4842DY: Vishay SiliconixDocument5 pagesSi4842DY: Vishay SiliconixBontha RajuNo ratings yet
- Astrocel I AAFDocument8 pagesAstrocel I AAFroberto1776No ratings yet
- Master Economy ShadowsDocument8 pagesMaster Economy ShadowsFoster3332No ratings yet
- Description: Angus Electronics Company LimitedDocument13 pagesDescription: Angus Electronics Company LimitedvetchboyNo ratings yet
- Design of A 14-Bit Pipelined ADC Using Ring AmplifierDocument4 pagesDesign of A 14-Bit Pipelined ADC Using Ring AmplifiervekedoNo ratings yet
- High Current Switching Applications: Maximum RatingsDocument6 pagesHigh Current Switching Applications: Maximum RatingsEdson CostaNo ratings yet
- Owners Manual: Atm Compact Class A/B AmplifierDocument24 pagesOwners Manual: Atm Compact Class A/B AmplifierOmar AldanaNo ratings yet
- RFID Based Projects On Passive Keyless Entry For AutomobileDocument18 pagesRFID Based Projects On Passive Keyless Entry For AutomobileSalmaAliNo ratings yet
- TRIAC CharacteristicsDocument7 pagesTRIAC CharacteristicsJohn Christian AgdamagNo ratings yet
- Datasheet PCM9211Document121 pagesDatasheet PCM9211Clay LanzarinNo ratings yet
- Basic Electronics BJT TutorialspointDocument24 pagesBasic Electronics BJT TutorialspointDavid TalamNo ratings yet
- PH Probe For The PIC Temperature ControllerDocument6 pagesPH Probe For The PIC Temperature ControllerMohamad ZikriNo ratings yet
- Vlsi Lab Wo VM PDFDocument68 pagesVlsi Lab Wo VM PDFanon_680775278No ratings yet
- Analysis and Design Optimization of Tilted Rounded-Rectangular Pin-Fins Heat Sink For xEV Double-Sided Cooling Power ModuleDocument10 pagesAnalysis and Design Optimization of Tilted Rounded-Rectangular Pin-Fins Heat Sink For xEV Double-Sided Cooling Power Moduleayoung.choi1999No ratings yet