Semibatch
Semibatch
Download as pdf or txt
You might also like
- Dwnload Full Using Mis 10th Edition Kroenke Solutions Manual PDFDocument36 pagesDwnload Full Using Mis 10th Edition Kroenke Solutions Manual PDFrosellesnidervip2936100% (16)
- Lab CSTRDocument24 pagesLab CSTRNurtasha Atikah50% (2)
- Background Study On Continuously Stirred Tank ReactorDocument4 pagesBackground Study On Continuously Stirred Tank ReactorSyazani HussainiNo ratings yet
- Lab6-Tubular Flow ReactorDocument11 pagesLab6-Tubular Flow ReactorNurtasha Atikah100% (1)
- CAE Essay Topics + Keys PDFDocument5 pagesCAE Essay Topics + Keys PDFAndrea Rosian100% (1)
- Narrowband IoT GuidelineDocument28 pagesNarrowband IoT Guidelinefrancis clerc siani emadeu100% (2)
- Lucca Et Al-2008-Macromolecular Symposia PDFDocument7 pagesLucca Et Al-2008-Macromolecular Symposia PDFAhmadNo ratings yet
- Stirred Tank by MAUREENDocument27 pagesStirred Tank by MAUREENJimNo ratings yet
- B7a6 PDFDocument6 pagesB7a6 PDFVishal GoswamiNo ratings yet
- Lode 2003Document14 pagesLode 2003Ionut BanuNo ratings yet
- CKB 20104 Reaction Engineering UniKL MICET Experiment 2a Effect of RTD On The Reaction in CSTR Full Lab ReportDocument29 pagesCKB 20104 Reaction Engineering UniKL MICET Experiment 2a Effect of RTD On The Reaction in CSTR Full Lab ReportSiti Hajar Mohamed100% (6)
- Stirred Tank ReactorDocument32 pagesStirred Tank ReactorChristopher Emeka Ominyi100% (1)
- Scale-Up Concept of Single-Channel Microreactors From Process Development To Industrial ProductionDocument9 pagesScale-Up Concept of Single-Channel Microreactors From Process Development To Industrial ProductionAbimaelNo ratings yet
- Prowess T Ngwenya SMA 2116 ProjectDocument11 pagesProwess T Ngwenya SMA 2116 ProjectProwess NgwenyaNo ratings yet
- A Heuristic Approach For The Economic Optimization of A Series of CSTR's Performing Michaelis-Menten ReactionsDocument5 pagesA Heuristic Approach For The Economic Optimization of A Series of CSTR's Performing Michaelis-Menten Reactionsראול אפונטהNo ratings yet
- ProposalDocument32 pagesProposalS Kiong TingNo ratings yet
- Behin Et Al-2013-Chemical Engineering & TechnologyDocument10 pagesBehin Et Al-2013-Chemical Engineering & TechnologyIgnacio JuanNo ratings yet
- UNIT-3: Department of Chemical Engineering Sathyabama UniversityDocument16 pagesUNIT-3: Department of Chemical Engineering Sathyabama UniversityBT20CME033 Gautam TahilyaniNo ratings yet
- Non Newtonian Behavior Effect On Gas-Liquid Mass Transfer Using Anchor Impeller For CSTR BioreactorDocument5 pagesNon Newtonian Behavior Effect On Gas-Liquid Mass Transfer Using Anchor Impeller For CSTR BioreactorJang Pyong HwaNo ratings yet
- 1 s2.0 S221137971830264X MainDocument7 pages1 s2.0 S221137971830264X MainJenni ArdiferraNo ratings yet
- CFD Modeling of Chemical Reactors: Single-Phase Complex Reactions and Fine-Particle ProductionDocument20 pagesCFD Modeling of Chemical Reactors: Single-Phase Complex Reactions and Fine-Particle ProductiondavinciNo ratings yet
- Aspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorDocument8 pagesAspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorSoumajit SenNo ratings yet
- Reaction Lab Exp#1Document13 pagesReaction Lab Exp#1Muataman KhNo ratings yet
- CFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionDocument10 pagesCFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionGurusangmeshHiremathNo ratings yet
- An Integrated Methodology For The Modeling of Fluid Catalytic Cracking (FCC) Riser ReactorDocument11 pagesAn Integrated Methodology For The Modeling of Fluid Catalytic Cracking (FCC) Riser ReactorSagar SrinivasNo ratings yet
- CSTR in SeriesDocument6 pagesCSTR in SeriesMuqarrabin Hairul AnuarNo ratings yet
- Theory Thesis PFR ReationDocument18 pagesTheory Thesis PFR ReationAmit RewatkarNo ratings yet
- Reaction Rate of SMRDocument9 pagesReaction Rate of SMRabubakarNo ratings yet
- BNBBHBHBHJBJHDocument25 pagesBNBBHBHBHJBJHZati TarhiziNo ratings yet
- Experiment CSTR 40LDocument18 pagesExperiment CSTR 40LSaber Minato Azrul100% (2)
- Numerical Simulation On Pump As Turbine Mesh Reliability and Performance ConcernsDocument6 pagesNumerical Simulation On Pump As Turbine Mesh Reliability and Performance ConcernsDaniel Santacruz LNo ratings yet
- A New Lumping Kinetic Model For Fluid Catalytic Cracking: Petroleum Science and TechnologyDocument8 pagesA New Lumping Kinetic Model For Fluid Catalytic Cracking: Petroleum Science and Technologysalim salimNo ratings yet
- Chemical Engineering & Processing: Process Intensification: SciencedirectDocument8 pagesChemical Engineering & Processing: Process Intensification: SciencedirectHussainNo ratings yet
- 1 PatenteDocument10 pages1 PatenteEmanuel Valenzuela CasimiroNo ratings yet
- Compartment Model Approach: Mixing in Large Scale Aerated Reactors With Multiple ImpellersDocument12 pagesCompartment Model Approach: Mixing in Large Scale Aerated Reactors With Multiple ImpellersAngghisna Richard N.H.PNo ratings yet
- Tracer Experiment in Plug Flow ReactorDocument6 pagesTracer Experiment in Plug Flow ReactorAfrillia FahrinaNo ratings yet
- Zhang 2015Document9 pagesZhang 2015778135603No ratings yet
- Research Article: Analysis of Process Variables Via CFD To Evaluate The Performance of A FCC RiserDocument14 pagesResearch Article: Analysis of Process Variables Via CFD To Evaluate The Performance of A FCC RiserDanut RaduNo ratings yet
- CKB 20104 Reaction Engineering UniKL MICET Experiment 4: Reactor Test Rig Full Lab ReportDocument14 pagesCKB 20104 Reaction Engineering UniKL MICET Experiment 4: Reactor Test Rig Full Lab ReportSiti Hajar Mohamed100% (10)
- Group 4 - Report Experiment 2Document26 pagesGroup 4 - Report Experiment 2Farzanah AgeNo ratings yet
- Dynamic Simulation of A PVC Suspension Reactor A. Dimian, D. Diepen, G. ADocument6 pagesDynamic Simulation of A PVC Suspension Reactor A. Dimian, D. Diepen, G. Amatheus735No ratings yet
- CSTR DanielDocument37 pagesCSTR DanielKENNETHNo ratings yet
- 10 1016@j Jiec 2018 06 008 PDFDocument24 pages10 1016@j Jiec 2018 06 008 PDFRosarioJuyoSalazarNo ratings yet
- Kim 2015Document39 pagesKim 2015reclatis14100% (1)
- Reaction Kinetics and Scale-Up of Catalytic ProcessesDocument6 pagesReaction Kinetics and Scale-Up of Catalytic Processessatishchemeng100% (1)
- Dynamic Modeling in Chemical EngineeringDocument20 pagesDynamic Modeling in Chemical EngineeringMuhammad HarisNo ratings yet
- A New Reaction-Separation Unit The Simulated Moving Bed Reactor-FlorianDocument4 pagesA New Reaction-Separation Unit The Simulated Moving Bed Reactor-FlorianShaikh RazzakNo ratings yet
- Lab ManualDocument24 pagesLab ManualAasia FarrukhNo ratings yet
- Research Article: Study of A Fuel Supply Pump With A Piezoelectric Effect For Microdirect Alcohol Fuel CellsDocument8 pagesResearch Article: Study of A Fuel Supply Pump With A Piezoelectric Effect For Microdirect Alcohol Fuel CellsWYNo ratings yet
- CFD Simulation of The Hydrodynamics and Mixing Time in A Stirred TankDocument8 pagesCFD Simulation of The Hydrodynamics and Mixing Time in A Stirred Tankvopele3374No ratings yet
- Reactor Design: Design Laboratory - Sarkeys E111 September 1, 8, 15 & 22, 2015 CHE 4262-002 Group EDocument39 pagesReactor Design: Design Laboratory - Sarkeys E111 September 1, 8, 15 & 22, 2015 CHE 4262-002 Group EandriasNo ratings yet
- Theoretical Analysis of A Pure Hydrogen Production Separation Plant For Fuel Cells Dynamical ApplicationsDocument12 pagesTheoretical Analysis of A Pure Hydrogen Production Separation Plant For Fuel Cells Dynamical Applicationsaaaa aaaaNo ratings yet
- Design Reactors Via CFD: Chemical Engineering Progress December 2001Document11 pagesDesign Reactors Via CFD: Chemical Engineering Progress December 2001apitbhuNo ratings yet
- Qualitative Study On Electrolytic Decomposition of Hydroxylammonium Nitrate (HAN) Solution in PDMS-based Micro-Combustion ChambersDocument9 pagesQualitative Study On Electrolytic Decomposition of Hydroxylammonium Nitrate (HAN) Solution in PDMS-based Micro-Combustion ChambersMrLe GiangNo ratings yet
- CSTR in SeriesDocument16 pagesCSTR in SeriesAhmadAzriMohamad50% (2)
- Difference Between Homogeneous and Heterogeneous ReactionDocument13 pagesDifference Between Homogeneous and Heterogeneous ReactionMeet ZinzuvadiyaNo ratings yet
- Xie 2020Document14 pagesXie 2020valery akhmNo ratings yet
- Modeling of The Residence Time Distribution and Application of The Continuous Two Impinging Streams Reactor in Liquid-Liquid ReactionsDocument6 pagesModeling of The Residence Time Distribution and Application of The Continuous Two Impinging Streams Reactor in Liquid-Liquid ReactionsNorma JenarezNo ratings yet
- Reactors1 9Document4 pagesReactors1 9Mourad kharbachNo ratings yet
- Study of Hydrodynamics and Upscaling of Immiscible Fluid Stirred Tank Using Computational Fluid Dynamics SimulationDocument19 pagesStudy of Hydrodynamics and Upscaling of Immiscible Fluid Stirred Tank Using Computational Fluid Dynamics Simulationเอกฤกษ์ พุ่มนกNo ratings yet
- POLYMER REACTION ENGINEERING - Team 18 - (Abrahan and Asi) I. Polymerization ReactorsDocument4 pagesPOLYMER REACTION ENGINEERING - Team 18 - (Abrahan and Asi) I. Polymerization ReactorsDaniel MalapitanNo ratings yet
- Presentation 6Document13 pagesPresentation 6Muzaffar RiazNo ratings yet
- E Book2014dbpalrpDocument78 pagesE Book2014dbpalrpJenni ArdiferraNo ratings yet
- 1 s2.0 S0376738897002573 MainDocument23 pages1 s2.0 S0376738897002573 MainJenni ArdiferraNo ratings yet
- Total Costs of Shell and Tube Heat Exchangers With Concentric Helical Tube CoilsDocument19 pagesTotal Costs of Shell and Tube Heat Exchangers With Concentric Helical Tube CoilsJenni ArdiferraNo ratings yet
- 1027 2802 1 PBDocument2 pages1027 2802 1 PBJenni ArdiferraNo ratings yet
- Annotating & OutliningDocument15 pagesAnnotating & OutliningJenni ArdiferraNo ratings yet
- E1-E2 - Text - Chapter 4. IPV6Document16 pagesE1-E2 - Text - Chapter 4. IPV6abhimirachi7077No ratings yet
- CITS4012 Lecture 3Document47 pagesCITS4012 Lecture 3Jonas Jixiao WangNo ratings yet
- Lab 05 Chap 03Document21 pagesLab 05 Chap 03Muzammil RahimNo ratings yet
- Mil Module 2Document9 pagesMil Module 2Maria ArleneNo ratings yet
- Debit Card FAQsDocument7 pagesDebit Card FAQsIan Kenneth AcostaNo ratings yet
- SS ISO IEC 27001-2019 - PreviewDocument10 pagesSS ISO IEC 27001-2019 - PreviewAntonioNo ratings yet
- Energies: Sliding-Mode Control of A Charger/Discharger DC/DC Converter For DC-Bus Regulation in Renewable Power SystemsDocument27 pagesEnergies: Sliding-Mode Control of A Charger/Discharger DC/DC Converter For DC-Bus Regulation in Renewable Power SystemsgemejiaNo ratings yet
- M-114-12r1 Black TopperDocument73 pagesM-114-12r1 Black TopperJosé RafaelNo ratings yet
- Memory Hierarchy and Cache MemoryDocument15 pagesMemory Hierarchy and Cache Memorybhavya gNo ratings yet
- Assesment 3 AnswersDocument4 pagesAssesment 3 AnswersMaja ChagorskyNo ratings yet
- Inheritence ExampleDocument12 pagesInheritence Exampleshaheena.atasNo ratings yet
- Staff HandbookDocument11 pagesStaff HandbookLes Emerald100% (1)
- Project SecurityDocument3 pagesProject SecurityBui Dang KhoaNo ratings yet
- 2AE - Learning ConsultantDocument3 pages2AE - Learning Consultantzihan.pohNo ratings yet
- A New Path-Gain Delay-Spread Propagation Model For Digital Cellular ChannelsDocument9 pagesA New Path-Gain Delay-Spread Propagation Model For Digital Cellular ChannelsSHAHID ALINo ratings yet
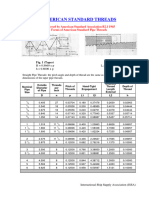
- American Standard ThreadsDocument1 pageAmerican Standard ThreadsНиколай ЛевицкийNo ratings yet
- Profound SIT Series Leaflet UkDocument2 pagesProfound SIT Series Leaflet UkProbal ProsoilNo ratings yet
- APT130Document2 pagesAPT130DNTOO7No ratings yet
- Sony Playstation 2 SCPH 30000 30001 30002 30003 30004 2nd EditionDocument127 pagesSony Playstation 2 SCPH 30000 30001 30002 30003 30004 2nd EditionCesar Hernandez Rosas100% (1)
- The Future of TV Indonesia 2022Document27 pagesThe Future of TV Indonesia 2022bona boazNo ratings yet
- 17 Managerial RolesDocument4 pages17 Managerial RolesCris King BiaoNo ratings yet
- Schedule Questions and Answers ExplanationsDocument6 pagesSchedule Questions and Answers Explanationsolddaffier0tNo ratings yet
- MYTHO Shoulder Press For Sale at Best Price Only at FitnessinnDocument1 pageMYTHO Shoulder Press For Sale at Best Price Only at FitnessinnAndreaNo ratings yet
- Robots: Explore The World ofDocument14 pagesRobots: Explore The World ofHusnul HatimahNo ratings yet
- Diagrama Elec Trico - CB2.5, CB2.7, CB2.9 - Cc2.6rodillo ChaoDocument17 pagesDiagrama Elec Trico - CB2.5, CB2.7, CB2.9 - Cc2.6rodillo ChaoJonathan Campos SanchezNo ratings yet
- Reporte Farolas Ing. FelixDocument11 pagesReporte Farolas Ing. FelixAaron PancaNo ratings yet
- CMM 33-51-02 PsuDocument16 pagesCMM 33-51-02 PsuThax NgeNo ratings yet