National Institute of Fashion Technology, Gandhinagar: Logistics & Supply Chain Management
National Institute of Fashion Technology, Gandhinagar: Logistics & Supply Chain Management
Download as docx, pdf, or txt
You might also like
- Lit 5333 Module 1 AnalysisDocument11 pagesLit 5333 Module 1 Analysisapi-566305350No ratings yet
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Construction Plant and EquipmentDocument15 pagesConstruction Plant and EquipmentGrace KagoNo ratings yet
- Garment Industry Department's Plant Layout and Material HandlingDocument66 pagesGarment Industry Department's Plant Layout and Material Handlingtamanna8890% (61)
- Nameless and AccursedDocument166 pagesNameless and AccursedDraco Sanguinis Domini100% (13)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Proposal RequirementsDocument3 pagesProposal Requirementsapi-238973671No ratings yet
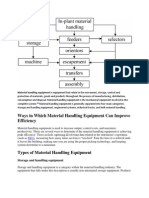
- Material Handling EquipmentsDocument7 pagesMaterial Handling EquipmentsMayank GanatraNo ratings yet
- National Institute of Fashion Technology, Gandhinagar: Plant Layout and Facility Design Assignment - 2Document28 pagesNational Institute of Fashion Technology, Gandhinagar: Plant Layout and Facility Design Assignment - 2tamanna88No ratings yet
- Nombrado Fme18 PT2Document6 pagesNombrado Fme18 PT2rendellnombrado07No ratings yet
- An Introduction To Material Handling Equipment SelectionDocument39 pagesAn Introduction To Material Handling Equipment Selectioncancer24No ratings yet
- ProjectDocument23 pagesProjectdagi wondeNo ratings yet
- Skip Waste06Document6 pagesSkip Waste06Moath M. KassabNo ratings yet
- Ship Unloaders InfoDocument4 pagesShip Unloaders InfojagrutNo ratings yet
- Dock Design Slide PresentationDocument52 pagesDock Design Slide PresentationSchoeman_DanieNo ratings yet
- Dangote CementDocument23 pagesDangote CementRobel FirewNo ratings yet
- Agboju Segun EmmanuelDocument10 pagesAgboju Segun EmmanuelPaul Wyom ZakkaNo ratings yet
- Material Handling Equipments: Puneeth KamathDocument11 pagesMaterial Handling Equipments: Puneeth KamathDamodharan RathanaveluNo ratings yet
- TU 515R - Technical Specification - DocxDocument24 pagesTU 515R - Technical Specification - Docxpreecha limNo ratings yet
- Ametecs Crane Desigh & DetailsDocument23 pagesAmetecs Crane Desigh & DetailsJayakrishnan RadhakrishnanNo ratings yet
- Role of Unit LoadDocument17 pagesRole of Unit LoadImran Aqif CheemaNo ratings yet
- Top Loading ArmsDocument5 pagesTop Loading ArmsjacksunyotoNo ratings yet
- Perspectives On Material Handling Practice Perspectives On Material Handling PracticeDocument10 pagesPerspectives On Material Handling Practice Perspectives On Material Handling PracticeMarcos SuarezNo ratings yet
- Forklift ReportDocument18 pagesForklift Reportkalam230% (1)
- Contruction Equipment MNGNMNTDocument70 pagesContruction Equipment MNGNMNTjishnusaji100% (1)
- Deepwater Rig Selection: Well Engineering Services To The Oil & Gas IndustryDocument18 pagesDeepwater Rig Selection: Well Engineering Services To The Oil & Gas IndustryLuciano Fucello100% (1)
- Jibin T BabuDocument61 pagesJibin T BabuAnantha RegisNo ratings yet
- Shipyard LayoutDocument5 pagesShipyard LayouttxjiangNo ratings yet
- Knowlegde AssessmentDocument10 pagesKnowlegde Assessmenthungdsds9No ratings yet
- What Is A Construction EquipmentDocument41 pagesWhat Is A Construction EquipmentRb143No ratings yet
- Warehouse: by Ed AckerDocument7 pagesWarehouse: by Ed AckerEngr Safiyan Abubakar GizaNo ratings yet
- Voltas LTD: Internship ReportDocument14 pagesVoltas LTD: Internship ReportbelkarabhiNo ratings yet
- Good Services 2Document15 pagesGood Services 2Ayushmaan KakatiNo ratings yet
- Unit 5Document70 pagesUnit 5rabindra sharmaNo ratings yet
- Literature Review of Hydraulic Scissor LiftDocument8 pagesLiterature Review of Hydraulic Scissor Liftea4c954q100% (1)
- Designing A Container Terminal YardDocument108 pagesDesigning A Container Terminal Yardlim kang hai100% (5)
- Weighbridge TechnologyDocument11 pagesWeighbridge TechnologyMuhammad Shahbaz Khokhar100% (1)
- Thesis TitleDocument11 pagesThesis TitleReanna Mae A. BaganiNo ratings yet
- Basics of Warehouse ManagementDocument32 pagesBasics of Warehouse Managementvijaysangam90% (20)
- Ugc Care Group-1, 165Document6 pagesUgc Care Group-1, 165Padma PriyaNo ratings yet
- Weigh Bridge PrinciplesDocument6 pagesWeigh Bridge PrinciplesOleg Andrisan100% (1)
- Mechanical Lift Design ProposalDocument25 pagesMechanical Lift Design Proposalsirajlove2000No ratings yet
- Carpenter & Paterson (ASIA) LTD ProfileDocument23 pagesCarpenter & Paterson (ASIA) LTD ProfileJustin KimNo ratings yet
- Material Handling Equipment Is Equipment That Relate To The MovementDocument4 pagesMaterial Handling Equipment Is Equipment That Relate To The MovementResh MaNo ratings yet
- Factors Determining Equipment ChoiceDocument3 pagesFactors Determining Equipment ChoiceScribdTranslationsNo ratings yet
- Ship Production and Management AbhinavDocument7 pagesShip Production and Management AbhinavASPIN RAJNo ratings yet
- Ship Unloading Systems: Mechanical Vs Pneumatic?Document6 pagesShip Unloading Systems: Mechanical Vs Pneumatic?Milling and Grain magazineNo ratings yet
- Maharashtra State Board of Technical Educationdilkap Research Institute of Engineering & Management Studies (Polytechnic)Document20 pagesMaharashtra State Board of Technical Educationdilkap Research Institute of Engineering & Management Studies (Polytechnic)Sumit KalanNo ratings yet
- HydraulicforkliftDocument28 pagesHydraulicforkliftKeneni OljiraNo ratings yet
- Technology of Complex Building Assignment - 20161002Document31 pagesTechnology of Complex Building Assignment - 20161002Frankie LeungNo ratings yet
- Decision Factors in The Selection of Elevator: I-Manager's Journal On Mechanical Engineering May 2018Document11 pagesDecision Factors in The Selection of Elevator: I-Manager's Journal On Mechanical Engineering May 2018ManuKumarMittalNo ratings yet
- DF 661094Document54 pagesDF 661094correcorrecorre123No ratings yet
- Company+catalog (TOSUNG Vietnam) - Part2 PDFDocument15 pagesCompany+catalog (TOSUNG Vietnam) - Part2 PDFsitinhleNo ratings yet
- Ahmed Adel2Document177 pagesAhmed Adel2Mohamed MahgoubNo ratings yet
- FMC 105-TUP Bucket Elevator and Bucket CatalogDocument33 pagesFMC 105-TUP Bucket Elevator and Bucket Catalogemuno008No ratings yet
- Warehouse Layout and PlanningDocument12 pagesWarehouse Layout and PlanningJasmine KariukiNo ratings yet
- đề 6- shaft 2Document18 pagesđề 6- shaft 2baota80No ratings yet
- Hps Project Report 2 AniketDocument12 pagesHps Project Report 2 Aniketjohnboi2409No ratings yet
- SafeHarbor CatalogDocument15 pagesSafeHarbor CatalogVARUN SHARMANo ratings yet
- JETIR1902975Document6 pagesJETIR1902975simpi.kunalNo ratings yet
- T18-01-Guyot-Paper-French Design MethodDocument15 pagesT18-01-Guyot-Paper-French Design MethodCecília BrandãoNo ratings yet
- Motor Truck Logging Methods Engineering Experiment Station Series, Bulletin No. 12From EverandMotor Truck Logging Methods Engineering Experiment Station Series, Bulletin No. 12No ratings yet
- British Retailer Marc Bolland Morrisons Stuart Rose: HistoryDocument13 pagesBritish Retailer Marc Bolland Morrisons Stuart Rose: Historytamanna88No ratings yet
- Study of Local Brands: Presented By: Tamanna M.F.TECH (2010-12)Document48 pagesStudy of Local Brands: Presented By: Tamanna M.F.TECH (2010-12)tamanna88No ratings yet
- Management Information SystemDocument4 pagesManagement Information Systemtamanna88No ratings yet
- Defects in The Knitted FabricsDocument17 pagesDefects in The Knitted Fabricstamanna88100% (1)
- Supply Chain & Visual MerchandisingDocument33 pagesSupply Chain & Visual Merchandisingtamanna88No ratings yet
- Study of A Local Brand: Presented By: Tamanna M.F.TECH (2010-12)Document35 pagesStudy of A Local Brand: Presented By: Tamanna M.F.TECH (2010-12)tamanna88No ratings yet
- Export Finance: Presented By: Tamanna M.FTECH 2010-12 NIFT, GandhinagarDocument19 pagesExport Finance: Presented By: Tamanna M.FTECH 2010-12 NIFT, Gandhinagartamanna88No ratings yet
- SCM For Ship-1Document28 pagesSCM For Ship-1tamanna88No ratings yet
- List of Some Vendo OrsDocument16 pagesList of Some Vendo Orstamanna88No ratings yet
- Supply Chain & Visual MerchandisingDocument33 pagesSupply Chain & Visual Merchandisingtamanna88No ratings yet
- Eport Procedure & DocumentationDocument41 pagesEport Procedure & Documentationtamanna88No ratings yet
- Export Finance: Presented By: Tamanna M.FTECH 2010-12 NIFT, GandhinagarDocument19 pagesExport Finance: Presented By: Tamanna M.FTECH 2010-12 NIFT, Gandhinagartamanna88No ratings yet
- Supply Chain & Visual Merchandising: Presented To:-Presented ByDocument50 pagesSupply Chain & Visual Merchandising: Presented To:-Presented Bytamanna88No ratings yet
- Digital Printing: Creating New Trends in Textile Printing: Department of Fashion Technology, Nift GandhinagarDocument14 pagesDigital Printing: Creating New Trends in Textile Printing: Department of Fashion Technology, Nift Gandhinagartamanna88No ratings yet
- People vs. Cheng - People vs. PajenadoDocument3 pagesPeople vs. Cheng - People vs. PajenadoAnne Laraga LuansingNo ratings yet
- Las:q2 Health Grade 8Document4 pagesLas:q2 Health Grade 8MARY CRIST HENONNo ratings yet
- Kerio Control GSG en 7.1.2 2333Document5 pagesKerio Control GSG en 7.1.2 2333sweetsonNo ratings yet
- Team Clark:: Congratulations: Associate of The MonthDocument1 pageTeam Clark:: Congratulations: Associate of The MonthsrstomNo ratings yet
- (M3-MAIN) Mediums and Styles in ArtDocument70 pages(M3-MAIN) Mediums and Styles in ArtKhristian SorianoNo ratings yet
- Instructions: AnswersDocument22 pagesInstructions: AnswerspmhzsiluNo ratings yet
- DIAGNOSIS: Lumbar Canal Stenosis L4-L5, Grade I DegenerativeDocument5 pagesDIAGNOSIS: Lumbar Canal Stenosis L4-L5, Grade I DegenerativeanuNo ratings yet
- Wagner's Law and Augmented Wagner's Law in EU-27. A Time-Series Analysis On Stationarity, Cointegration and CausalityDocument16 pagesWagner's Law and Augmented Wagner's Law in EU-27. A Time-Series Analysis On Stationarity, Cointegration and CausalityAhmed Ali HefnawyNo ratings yet
- Physical, Mechanical, and Durability Properties of Gypsum-Portland Cement-Natural Pozzolan BlendsDocument8 pagesPhysical, Mechanical, and Durability Properties of Gypsum-Portland Cement-Natural Pozzolan BlendsIS AANo ratings yet
- Dream Life Manifestation 7 Secrets To Creating Your Best Life Possible PDFDocument13 pagesDream Life Manifestation 7 Secrets To Creating Your Best Life Possible PDFAshwini Wadiyar100% (1)
- MathHL QB3 T2Document25 pagesMathHL QB3 T2Nikola PetrovicNo ratings yet
- Yulistia Rahmi Putri 19040001 - Reading Report Assessment For Young LearnersDocument5 pagesYulistia Rahmi Putri 19040001 - Reading Report Assessment For Young LearnersYulistia Rahmi PutriNo ratings yet
- WR&M Hacked To 2D6Document9 pagesWR&M Hacked To 2D6Paulo FrotaNo ratings yet
- Wage DistortionDocument31 pagesWage DistortionJay-r TumamakNo ratings yet
- Lesson Plan 12-1 - Lindsey GarberDocument3 pagesLesson Plan 12-1 - Lindsey Garberapi-662060477No ratings yet
- ZDC - LMC PresentationDocument54 pagesZDC - LMC PresentationS M Jagadish JagadishNo ratings yet
- SM 1cultureDocument128 pagesSM 1cultureshivam mishraNo ratings yet
- New Ballard Score Maturational Assessment of Gestational AgeDocument17 pagesNew Ballard Score Maturational Assessment of Gestational AgeEzzean Ezzati Othman100% (1)
- Master TeacherDocument2 pagesMaster Teacheranalyn lacapNo ratings yet
- Employees SurveyDocument3 pagesEmployees Surveyapi-241122434No ratings yet
- Kirsten Glanvill's ResumeDocument1 pageKirsten Glanvill's ResumeKirsten GlanvillNo ratings yet
- Counted With The StarsDocument35 pagesCounted With The StarsBethany House PublishersNo ratings yet
- MGT301 FINAL TERM SOLVED MCQs FileDocument15 pagesMGT301 FINAL TERM SOLVED MCQs FileHassam BajwaNo ratings yet
- University of Malta Faculty of Economics, Manangement and Accountancy Department of AccountancyDocument12 pagesUniversity of Malta Faculty of Economics, Manangement and Accountancy Department of AccountancyAgenttZeeroOutsiderNo ratings yet
- Epistemological and Ontological Paradigms of Social Science ResearchDocument33 pagesEpistemological and Ontological Paradigms of Social Science ResearchManoj tripathiNo ratings yet
- The Fuller Technique Is A Widely Used Approach To Teaching Reading That Emphasizes The Importance of PhonicsDocument6 pagesThe Fuller Technique Is A Widely Used Approach To Teaching Reading That Emphasizes The Importance of PhonicsQUEENIE BUTALIDNo ratings yet
- Presentation 1Document9 pagesPresentation 1Miss Daberechi UmeloNo ratings yet