Casting Defect
Casting Defect
Download as ppt, pdf, or txt
At a glance
Powered by AI
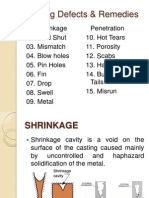
The document discusses various types of casting defects along with their causes and remedies. Casting defects are classified as major, minor and defects which are very costly to rectify. Some common causes of defects include issues related to casting design, molding materials and processes, and molten metal quality.
Some of the types of defects discussed include blow holes, pin holes, scabs, rat tails, hot tears, sand inclusions, burns, shrinkage, cold shuts, fins, crush, mould wall movement, swell, inclusions, sand cuts and washers, drop shots, and cold shots.
Common causes of defects mentioned include issues related to moisture content, permeability, gas generation, venting, pouring rate, composition, degassing, turbulence and mold strength issues related to ramming, gating and risering systems.
You might also like
- Casting Defects & RemediesDocument40 pagesCasting Defects & RemediesMurali80% (5)
- Dental CastingDocument139 pagesDental CastingSF QuadriNo ratings yet
- Hydraulic CylindersDocument83 pagesHydraulic CylindersAndrey Gyrych100% (1)
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Aluminum Alloy Castings Properties Processes and Applications PDFDocument321 pagesAluminum Alloy Castings Properties Processes and Applications PDFEmílio BeckerNo ratings yet
- Casting DefectsDocument38 pagesCasting DefectsAhmad Raza TararNo ratings yet
- De Fasteners CompleteDocument44 pagesDe Fasteners CompleteantblyNo ratings yet
- GCE4145 Lecture 3 - CoreDocument14 pagesGCE4145 Lecture 3 - CoreAbdullah SubbirNo ratings yet
- MT-2 Core MaterialsDocument3 pagesMT-2 Core MaterialsRavasaheb BholeNo ratings yet
- ME137L 2 Threading Operations 2Q 19 20Document91 pagesME137L 2 Threading Operations 2Q 19 20Mj GaupoNo ratings yet
- Identification and Analysis of Bearing & Accessory FailureDocument13 pagesIdentification and Analysis of Bearing & Accessory FailureAbul Ishaque Mohammed IbrahimNo ratings yet
- Handwheels, Limit Stops and Lever Operators: Sizing & SelectionDocument8 pagesHandwheels, Limit Stops and Lever Operators: Sizing & SelectionsnamprogNo ratings yet
- Gating SystemDocument7 pagesGating SystemKiwil CtrNo ratings yet
- Din No With DrawingDocument9 pagesDin No With DrawingdurgeshwardNo ratings yet
- Seiten 9-12 Aus 249 The Influence of Filter Type and Gating SystemDocument6 pagesSeiten 9-12 Aus 249 The Influence of Filter Type and Gating Systemmecaunidos7771100% (1)
- Thread SpecificationDocument8 pagesThread Specificationsaravana perumal100% (1)
- Yield BeckermannDocument388 pagesYield BeckermannUlises Quintana Carhuancho100% (1)
- KAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENDocument7 pagesKAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENpalanaruvaNo ratings yet
- Core MANUFUCTURINGDocument35 pagesCore MANUFUCTURINGAnonymous Zx7EG1PaNo ratings yet
- BC 1700 XC Brush Cutter Exploded Parts ListDocument4 pagesBC 1700 XC Brush Cutter Exploded Parts ListΚΩΣΤΑΣ ΜΠΙΡΙΝΤΖΗΣNo ratings yet
- Brochure Bohler Benelux PDFDocument8 pagesBrochure Bohler Benelux PDFBarcelonaNo ratings yet
- Hydraulic Cylinder DatasheetDocument25 pagesHydraulic Cylinder DatasheetAlican DevecioğluNo ratings yet
- Parker 2H CylindersDocument26 pagesParker 2H CylindersnitinjainmechNo ratings yet
- GN 227.2 GN 227.4: Stainless Steel-HandwheelsDocument1 pageGN 227.2 GN 227.4: Stainless Steel-HandwheelsSalpa AdenugrahaNo ratings yet
- Flow Coefficient of Butterfly Valve CV Value - VALTECCNDocument2 pagesFlow Coefficient of Butterfly Valve CV Value - VALTECCNHECTOR SUAREZ REYESNo ratings yet
- TALAT Lecture 3207: Solidification Defects in CastingsDocument29 pagesTALAT Lecture 3207: Solidification Defects in CastingsCORE Materials100% (1)
- Shaft Seal CatalogDocument66 pagesShaft Seal CatalogSadiza NasutionNo ratings yet
- NKE SuffixesDocument5 pagesNKE SuffixesNaeemSiddiquiNo ratings yet
- Custom Three Post Progressive Stamping Die Design With Feeder CoilerDocument3 pagesCustom Three Post Progressive Stamping Die Design With Feeder CoilerSIMONENo ratings yet
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinesSanjay ShahNo ratings yet
- Foundary WorkshopDocument37 pagesFoundary WorkshopAsmitaNo ratings yet
- Forgingforging ProcessDocument13 pagesForgingforging Processpatel ketanNo ratings yet
- SteelforgecatalogDocument38 pagesSteelforgecatalogStephen MaxeyNo ratings yet
- Kat A 1331 Lug Cerex300 L Wasser en 03 12Document6 pagesKat A 1331 Lug Cerex300 L Wasser en 03 12Sathishkumar DhamodaranNo ratings yet
- Bolt & Nut-1 Corrosion Table SP PDFDocument30 pagesBolt & Nut-1 Corrosion Table SP PDFSankar CdmNo ratings yet
- Core PDFDocument4 pagesCore PDFahmish kabbaxe100% (1)
- Thread GaugesDocument8 pagesThread GaugeshimanshumalNo ratings yet
- SKF Shaft SealDocument379 pagesSKF Shaft Sealsatish_trivediNo ratings yet
- Ball TimkenDocument216 pagesBall Timken5723820No ratings yet
- Excavator Bucket Tooth Failure Analysis: Kalpak. S. Dagwar, R.G. TelrandheDocument4 pagesExcavator Bucket Tooth Failure Analysis: Kalpak. S. Dagwar, R.G. TelrandheMuhammad Nur RizkiNo ratings yet
- Tie Rod 70 Bar Hydraulic Cylinders PDFDocument48 pagesTie Rod 70 Bar Hydraulic Cylinders PDFNilxon Alejandro Jaramillo DíazNo ratings yet
- SN757 2005-05 eDocument4 pagesSN757 2005-05 ehasan_676489616No ratings yet
- Content: C-Stähle Für Die WärmebehandlungDocument18 pagesContent: C-Stähle Für Die WärmebehandlungAsad EjazNo ratings yet
- Hydraulic Hose SelectionDocument16 pagesHydraulic Hose Selectiondavo87No ratings yet
- Inspection and Reuse of Critical Fasteners Used in All EnginesDocument30 pagesInspection and Reuse of Critical Fasteners Used in All Enginesma.powersourceNo ratings yet
- INA Super Prescision Bearings Ac 41130 7 de enDocument242 pagesINA Super Prescision Bearings Ac 41130 7 de enDag EspedalenNo ratings yet
- Defects in CastingDocument29 pagesDefects in CastingbhimsignNo ratings yet
- Chapter-1c-Casting Defects and Remedies PDFDocument71 pagesChapter-1c-Casting Defects and Remedies PDFakrishu100% (1)
- Casting DefectsDocument30 pagesCasting DefectsMojeswara RaoNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectsChinmay Das89% (9)
- Casting Defects: Numerous Opportunities To Go Wrong in A Casting OperationDocument21 pagesCasting Defects: Numerous Opportunities To Go Wrong in A Casting OperationThahir ShahNo ratings yet
- Casting DefectsDocument8 pagesCasting DefectsJavier Escalante VillanuevaNo ratings yet
- WINSEM2020-21 MEE1007 ETH VL2020210506859 Reference Material I 09-Apr-2021 Lec 8-MEE1007-MP-Casting Defect and InspectionDocument57 pagesWINSEM2020-21 MEE1007 ETH VL2020210506859 Reference Material I 09-Apr-2021 Lec 8-MEE1007-MP-Casting Defect and InspectionSmita AshturkarNo ratings yet
- Investment CastingDocument14 pagesInvestment CastingDeepak VelusamyNo ratings yet
- Casting 119 - EndDocument39 pagesCasting 119 - EndVarun AgrawalNo ratings yet
- Alternative Casting TechDocument93 pagesAlternative Casting TechCherif Fayez100% (1)
- Casting ProcessesDocument48 pagesCasting ProcessessumikannuNo ratings yet
- Defects in CastingDocument4 pagesDefects in CastingArjun Singh MarjaraNo ratings yet
- CastingDocument34 pagesCastingAmrutNo ratings yet
- Fusion and Pressure welding & casting effects answer assignmentDocument8 pagesFusion and Pressure welding & casting effects answer assignmentAlexi ShirleyNo ratings yet
- Lecture 8 - October 15th 2024Document33 pagesLecture 8 - October 15th 2024kashika10084No ratings yet
- Casting DefectsDocument5 pagesCasting DefectsNayeem pashaNo ratings yet
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- PM 1Document225 pagesPM 1danielrita570No ratings yet
- Part A (Answer All Questions) Question 1 (20 Marks) : Material To Remove 30.0 70.0 40.0Document19 pagesPart A (Answer All Questions) Question 1 (20 Marks) : Material To Remove 30.0 70.0 40.0Shah MalikNo ratings yet
- Forging Design ConsiderationsDocument6 pagesForging Design ConsiderationsChinmay Das100% (2)
- Asme Section II A-2 Sa-451Document6 pagesAsme Section II A-2 Sa-451Anonymous GhPzn1xNo ratings yet
- Foundry ProceduresDocument25 pagesFoundry Procedureskumar21081968No ratings yet
- Sand Defect PDFDocument4 pagesSand Defect PDFSachin KumbharNo ratings yet
- Radiograph InterpretationDocument12 pagesRadiograph InterpretationnithingrmeNo ratings yet
- Lecture 11 - Defects in Casting and Inspection of CastingsDocument8 pagesLecture 11 - Defects in Casting and Inspection of CastingsManan Gupta100% (1)
- Liquid Penetrant Testing (LPT)Document2 pagesLiquid Penetrant Testing (LPT)unknown unexplainedNo ratings yet
- Study of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelDocument10 pagesStudy of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelSüleymanŞentürkNo ratings yet
- Inherent Processing in Service DefectsDocument13 pagesInherent Processing in Service Defectsrandz8No ratings yet
- US Navy Foundry ManualDocument347 pagesUS Navy Foundry ManualMahdiNo ratings yet
- MP - Tamil (2 & 3 Marks)Document47 pagesMP - Tamil (2 & 3 Marks)Kal PathippagamNo ratings yet
- Question Bank Manufacturing ProcessDocument14 pagesQuestion Bank Manufacturing ProcesschandsixNo ratings yet
- Chapter10 PDFDocument42 pagesChapter10 PDFJayson SmithNo ratings yet
- Q&A Liquid Penetrant Testing Level 1 y 2 PDFDocument36 pagesQ&A Liquid Penetrant Testing Level 1 y 2 PDFGonzalo TelleríaNo ratings yet
- Gating System Design and Optimization in Sand MoldDocument19 pagesGating System Design and Optimization in Sand MoldĐinh Nguyễn Thành TrungNo ratings yet
- Unit I Casting DesignDocument25 pagesUnit I Casting DesignNandha Gopal SenthilnathanNo ratings yet
- Copper e Final PDFDocument12 pagesCopper e Final PDFLuis GuerreroNo ratings yet
- Final Revised Spec IRST-29-2016Document44 pagesFinal Revised Spec IRST-29-2016Sumit Shyamal100% (1)
- PT Level IIDocument161 pagesPT Level IIJerry100% (5)
- CastingDocument18 pagesCastingNeelu TiruvayipatiNo ratings yet
- 7 Solidification, Casting Defects.Document5 pages7 Solidification, Casting Defects.Ahmad AbdNo ratings yet
- Sama Et Al-2019-International Journal of MetalcastingDocument14 pagesSama Et Al-2019-International Journal of MetalcastingjafarNo ratings yet
- Casting DefectsDocument12 pagesCasting Defectssushil.vgiNo ratings yet