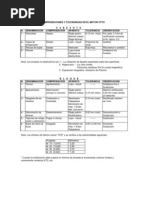
Tolerancias Motor PDF
Tolerancias Motor PDF
Descargar como pdf o txt
También podría gustarte
- Tolerancias MotorDocumento9 páginasTolerancias MotorAlex Javier CajamarcaAún no hay calificaciones
- Gonzalez - Martinez-Sistema - de - DirecciónDocumento4 páginasGonzalez - Martinez-Sistema - de - DirecciónTyrone González100% (1)
- Ficha Tecnica CarreraDocumento4 páginasFicha Tecnica CarreraMauricio Carvallo G.Aún no hay calificaciones
- Guia de Practica - MultilinkDocumento9 páginasGuia de Practica - MultilinkCathy RodriguezAún no hay calificaciones
- Bujías de PrecalentamientoDocumento9 páginasBujías de Precalentamientothaquima100% (1)
- Escalado de BiorreactoresDocumento54 páginasEscalado de BiorreactoresEnrique Mammarella67% (3)
- NTC18031 - Norma Icontec Tubos ColapsiblesDocumento22 páginasNTC18031 - Norma Icontec Tubos ColapsiblesCAROL MESA VINASCO100% (2)
- Tolerancias MotorDocumento8 páginasTolerancias MotorDeysi ArevaloAún no hay calificaciones
- Definiciones de Densidad Del Aire, Humedad en El Aire, Presion Atmosferica y TemperaturaDocumento3 páginasDefiniciones de Densidad Del Aire, Humedad en El Aire, Presion Atmosferica y TemperaturaMariano Martin100% (2)
- Principios Basicos de Inyección Del CombustibleDocumento2 páginasPrincipios Basicos de Inyección Del CombustibleMateo Ospina TorresAún no hay calificaciones
- Motores de 5 TiemposDocumento7 páginasMotores de 5 TiemposGERYAún no hay calificaciones
- Aros o SegmentosDocumento14 páginasAros o SegmentosFredy AyalaAún no hay calificaciones
- Preguntas Cap 3Documento9 páginasPreguntas Cap 3AlexMiguelAún no hay calificaciones
- Distribución VariableDocumento9 páginasDistribución Variablericardox1997Aún no hay calificaciones
- Informe Bobina EncendidoDocumento4 páginasInforme Bobina EncendidoLuis Gonzalo Andrade FierroAún no hay calificaciones
- Constitucion Del MotorDocumento3 páginasConstitucion Del MotoralejandroAún no hay calificaciones
- Sistema de Lubricación de Un MciaDocumento24 páginasSistema de Lubricación de Un MciaVerónica ViteriAún no hay calificaciones
- Informe Práctica Motor DieselDocumento4 páginasInforme Práctica Motor DieselAngel Castro CentenoAún no hay calificaciones
- Sistema de Admisión VariableDocumento5 páginasSistema de Admisión Variablemoko2908Aún no hay calificaciones
- Analisis y Estudio de Mantenimiento de Un Motor de Combustion InternaDocumento10 páginasAnalisis y Estudio de Mantenimiento de Un Motor de Combustion Internadarío_báezAún no hay calificaciones
- Informe Lab Ciclo DieselDocumento7 páginasInforme Lab Ciclo DieselJOB NICOLAS QUISHPE URRUTIAAún no hay calificaciones
- Distribuidor y Sus FuncionesDocumento2 páginasDistribuidor y Sus FuncionesGuille A Flores LazoAún no hay calificaciones
- Informe Practica 1 Motores A GasolinaDocumento13 páginasInforme Practica 1 Motores A GasolinaAnonymous G0XXlBRAún no hay calificaciones
- 2 - Generalidades Sobre Motores de Combustión InternaDocumento25 páginas2 - Generalidades Sobre Motores de Combustión InternaVale Oquendo Escobar100% (2)
- Oscilograma de Encendido Inductivo Electrónico Con Limitación de CorrienteDocumento2 páginasOscilograma de Encendido Inductivo Electrónico Con Limitación de CorrientejorgealfredomorillaAún no hay calificaciones
- Anomalías en Los Sistemas de Inyección Electrónica de Combustible PDFDocumento11 páginasAnomalías en Los Sistemas de Inyección Electrónica de Combustible PDFFranciscoAún no hay calificaciones
- Sistema de Ventilación de Gases Del Cárter (BORRADOR)Documento8 páginasSistema de Ventilación de Gases Del Cárter (BORRADOR)rodolfo chucoAún no hay calificaciones
- Precalentadores OrtizDocumento5 páginasPrecalentadores OrtizalejandroAún no hay calificaciones
- Ajuste de MotorDocumento10 páginasAjuste de MotorTito MacasAún no hay calificaciones
- Funcionamiento de Las Bobinas de Encendido enDocumento32 páginasFuncionamiento de Las Bobinas de Encendido enalejandroAún no hay calificaciones
- Sistema de Frenos AbsDocumento5 páginasSistema de Frenos AbsBenjamin Fuller100% (1)
- 3proceso de Fabricacion de Las Culatas de Motores de Combustion InternaDocumento19 páginas3proceso de Fabricacion de Las Culatas de Motores de Combustion InternaByron Alvarado33% (3)
- Sistema de Refrigeracion Mci 2017Documento20 páginasSistema de Refrigeracion Mci 2017Alejandro KayserAún no hay calificaciones
- Turbo Com Pres orDocumento10 páginasTurbo Com Pres orAshley ZambranoAún no hay calificaciones
- Control de Las Emisiones Del Sistema de EscapeDocumento5 páginasControl de Las Emisiones Del Sistema de EscapeAngel Puntaca QuispeAún no hay calificaciones
- Ventajas y Desventajas de Un Transformador VariableDocumento5 páginasVentajas y Desventajas de Un Transformador VariableJuri Armet Saret0% (1)
- PRACTICA 1 y 3Documento3 páginasPRACTICA 1 y 3FERNANDO RAUL ARANDA SUXOAún no hay calificaciones
- Elementos Del MotorDocumento3 páginasElementos Del MotorNicolas CristofaniAún no hay calificaciones
- Arranque en FrÍoDocumento6 páginasArranque en FrÍoRicky SantiagoAún no hay calificaciones
- FallasDocumento11 páginasFallasDaniel SegoviaAún no hay calificaciones
- Bomba de GasolinaDocumento3 páginasBomba de GasolinaIsaac Garcia III100% (1)
- Bloque de CilindrosDocumento11 páginasBloque de CilindrosMaría Magdalena Jurado RiveraAún no hay calificaciones
- Rendimiento MecanicoDocumento3 páginasRendimiento MecanicoCarlos Cortés0% (1)
- Funciones e Importancia de Los Anillos Del PistónDocumento8 páginasFunciones e Importancia de Los Anillos Del PistónMario GarciaAún no hay calificaciones
- Información General ToberasDocumento8 páginasInformación General ToberasYe Ph0% (1)
- Informe DinamómetroDocumento7 páginasInforme DinamómetroRafael Gabriel BustosAún no hay calificaciones
- Alternador Pruebas y Mantenimiento PDFDocumento10 páginasAlternador Pruebas y Mantenimiento PDFBlack KaiAún no hay calificaciones
- BMW Vanos Sistema de Distribucion VariableDocumento1 páginaBMW Vanos Sistema de Distribucion VariableSebastian BetancourtAún no hay calificaciones
- Sistema ValvetronicDocumento2 páginasSistema ValvetronicDiegoTuarezAún no hay calificaciones
- Concepto de BombaDocumento11 páginasConcepto de BombaRolando AvalosAún no hay calificaciones
- CarterDocumento3 páginasCarterBernardo100% (1)
- Mecanismo de Válvulas en Motores de Combustión InternaDocumento7 páginasMecanismo de Válvulas en Motores de Combustión InternaByron Monterroza100% (1)
- Informe 4 Adelantos y Retrasos en El Diagrama de Mando Del Motor Ciclo Otto.Documento15 páginasInforme 4 Adelantos y Retrasos en El Diagrama de Mando Del Motor Ciclo Otto.Olger Baño TuquerresAún no hay calificaciones
- Diseño de FrenoDocumento24 páginasDiseño de FrenoFernando Coronado Mamani100% (1)
- DESMONTAJE - Medciones CigueñalDocumento7 páginasDESMONTAJE - Medciones CigueñalAngelo Galarza MAún no hay calificaciones
- Canister AutomotrizDocumento2 páginasCanister AutomotrizJesus BocanegraAún no hay calificaciones
- Sensor de GolpeteoDocumento2 páginasSensor de GolpeteoVictorJeanSmithAún no hay calificaciones
- Trabajo 2. TribologíaDocumento18 páginasTrabajo 2. TribologíaHaydeelisAún no hay calificaciones
- Refrigeración en Motores de Combustión InternaDocumento5 páginasRefrigeración en Motores de Combustión InternaFreddy FnaAún no hay calificaciones
- Organos de Motor Diesel Motores Fundacional Mayo 2018 Fin de SemanaDocumento34 páginasOrganos de Motor Diesel Motores Fundacional Mayo 2018 Fin de SemanaCarlo CrAún no hay calificaciones
- Diagnostico de RefrigeraciónDocumento10 páginasDiagnostico de RefrigeraciónCarlos Alfredo LauraAún no hay calificaciones
- Tolerancias MotorDocumento7 páginasTolerancias MotorChristian QuitoAún no hay calificaciones
- Ats FormatoDocumento1 páginaAts FormatoJose Carlos Quispe RanillaAún no hay calificaciones
- Catalogo Kbeen Lock ChileDocumento21 páginasCatalogo Kbeen Lock ChilecpradenaheAún no hay calificaciones
- Registro CEUBDocumento104 páginasRegistro CEUBSalvador Joaquín Mamani RomeroAún no hay calificaciones
- CHECK LIST-Revisión de Una Empresa Con IATF Establecido Contra Requisitos de Dicha Norma.Documento19 páginasCHECK LIST-Revisión de Una Empresa Con IATF Establecido Contra Requisitos de Dicha Norma.gutierrezrdianakatherine2Aún no hay calificaciones
- Secadores CharolasDocumento4 páginasSecadores CharolasFer VázquezAún no hay calificaciones
- Ejercicio 1Documento5 páginasEjercicio 1nancyprpAún no hay calificaciones
- Inmobilizer Genius GT200Documento8 páginasInmobilizer Genius GT200Denny SandreaAún no hay calificaciones
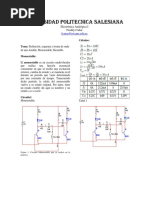
- Universidadpolitecnicasalesiana Astable Biestable Monoestable 141028101708 Conversion Gate02 PDFDocumento5 páginasUniversidadpolitecnicasalesiana Astable Biestable Monoestable 141028101708 Conversion Gate02 PDFMaxwell MartinezAún no hay calificaciones
- Tema #3 S.P.A.Documento21 páginasTema #3 S.P.A.pablo antonio mendozaAún no hay calificaciones
- Sesión01 PETDocumento53 páginasSesión01 PETPol Peña QuispeAún no hay calificaciones
- Tesis UNSCH PDFDocumento310 páginasTesis UNSCH PDFJack GallagherAún no hay calificaciones
- Ensayo Control de ObraDocumento9 páginasEnsayo Control de Obrapaola figueroaAún no hay calificaciones
- Manual de Producto M730Documento76 páginasManual de Producto M730Jose Luis Sag LemosAún no hay calificaciones
- Embragues - EatonDocumento134 páginasEmbragues - EatonJonathan CatalanAún no hay calificaciones
- Transmision Rt-8908ll BrasilDocumento191 páginasTransmision Rt-8908ll BrasilDyfre ManquuilloAún no hay calificaciones
- Figa-Pr06 - Prueba de Aislamiento MeggerDocumento7 páginasFiga-Pr06 - Prueba de Aislamiento MeggerALONDRA CUPILAún no hay calificaciones
- Plan de Manejo Ambiental para La Fase de Reconstrucción Del Encorado Del Rio JipijapaDocumento19 páginasPlan de Manejo Ambiental para La Fase de Reconstrucción Del Encorado Del Rio JipijapaNicolas DutanAún no hay calificaciones
- Ramas de La IngenieríaDocumento3 páginasRamas de La IngenieríaSelene Araceli Avila RuizAún no hay calificaciones
- Manual de Entrenamiento de LOWIS BESDocumento465 páginasManual de Entrenamiento de LOWIS BESJosé Urresta100% (1)
- Homologacion Carrocerias EcDocumento12 páginasHomologacion Carrocerias EcAkenaton5450% (2)
- Lectura Introducción A La Norma OHSAS 18001 PDFDocumento5 páginasLectura Introducción A La Norma OHSAS 18001 PDFGuillermo SalcedoAún no hay calificaciones
- Tesis Compresor Tineo Marzo 2017Documento71 páginasTesis Compresor Tineo Marzo 2017Glenda Colmenares100% (1)
- Check List AISLAMIENTO Y BLDocumento1 páginaCheck List AISLAMIENTO Y BLCristián VergaraAún no hay calificaciones
- Curso Uso de La Cartilla GeomecanicaDocumento48 páginasCurso Uso de La Cartilla GeomecanicaGjerman Mfr91% (11)
- Monografia Sep - Sistema de Manejo de Reclamos de Clientes-Libreria Delgado-Grupo 23Documento74 páginasMonografia Sep - Sistema de Manejo de Reclamos de Clientes-Libreria Delgado-Grupo 23Karla BetetaAún no hay calificaciones
- Perfil Areas Verdes Planta Lineas de ConduccionDocumento30 páginasPerfil Areas Verdes Planta Lineas de ConduccionMARIA MERCEDES LEONARDOAún no hay calificaciones
- HT Chema Geotrans Color - V002017Documento3 páginasHT Chema Geotrans Color - V002017Pablo YalaupariAún no hay calificaciones
- Informe Ofertas Abiertas en Poe Al 17-04-2023Documento1 páginaInforme Ofertas Abiertas en Poe Al 17-04-2023Daniela VenencianoAún no hay calificaciones