Este documento compara dos tipos de máquinas de fundición por inyección: las de cámara caliente y las de cámara fría. Las máquinas de cámara caliente sumergen el cilindro en el metal derretido, mientras que las de cámara fría transportan el metal fundido a un contenedor separado. Generalmente se pueden lograr mayores presiones y velocidades de inyección con las máquinas de cámara fría.
Este documento compara dos tipos de máquinas de fundición por inyección: las de cámara caliente y las de cámara fría. Las máquinas de cámara caliente sumergen el cilindro en el metal derretido, mientras que las de cámara fría transportan el metal fundido a un contenedor separado. Generalmente se pueden lograr mayores presiones y velocidades de inyección con las máquinas de cámara fría.
Este documento compara dos tipos de máquinas de fundición por inyección: las de cámara caliente y las de cámara fría. Las máquinas de cámara caliente sumergen el cilindro en el metal derretido, mientras que las de cámara fría transportan el metal fundido a un contenedor separado. Generalmente se pueden lograr mayores presiones y velocidades de inyección con las máquinas de cámara fría.
Este documento compara dos tipos de máquinas de fundición por inyección: las de cámara caliente y las de cámara fría. Las máquinas de cámara caliente sumergen el cilindro en el metal derretido, mientras que las de cámara fría transportan el metal fundido a un contenedor separado. Generalmente se pueden lograr mayores presiones y velocidades de inyección con las máquinas de cámara fría.
Descargue como PPTX, PDF, TXT o lea en línea desde Scribd
Descargar como pptx, pdf o txt
Está en la página 1/ 16
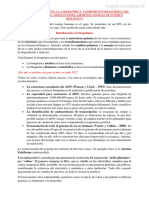
Maquina Cmara Caliente Maquina Cmara Fra
Alumno: Lopez Rodrguez Jos Manuel No Control: 08111375 Ingeniera Mecatrnica
Se utiliza una y otra vez para producir muchos fundidos.
Fabricados por metal (tpicamente de hierro fundido o acero) consiste en 2 secciones que se abren para el retiro de la pieza.
Pistones para motores Culatas Bielas Cuerpos en bruto para engranajes Cuerpos de bomba Piezas para maquinaria aeronutica Utensilios domsticos y de decoracin
Un cilindro es sumergido en el metal derretido y un pistn empuja un cierto volumen de metal hacia una salida (cuello de cisne y tobera) la que descarga a la matriz (modelo) que se encuentra caliente.
El metal inyectado se mantiene en presin hasta que se solidifica y luego la matriz es enfriada con agua o aceite.
Las aleaciones ms utilizadas son el Zinc, estao y plomo. Las piezas que se producen son de 20 a 40 kg. Las presin de inyeccin va desde los 15 MPa ( 200 psi) hasta los 35MPa ( 500 psi). Los tiempos de ciclo van desde 200 a 300 inyecciones por hora para el zinc, aunque componentes muy pequeos como los dientes de cierres de cremallera se pueden fundir a una
Ciclos cortos Control preciso de la temperatura del metal, que mejora la fluidez. Una mejor fluidez proporciona un mejor llenado de la cavidad, produce piezas ms compactas, y permite paredes de menor espesor. El cilindro sumergido de la colada (sifn), que se llena automticamente. No se produce enfriamiento El metal fundido es sometido a una menor oxidacin y a menos contaminantes provenientes de la exposicin a la
Limitaciones (Zinc, Estao y Plomo), ya que las aleaciones de aluminio o de zinc-aluminio, y ciertas aleaciones de magnesio, pueden ser procesadas solamente en cmara fra. Se pueden alcanzar presiones de inyeccin y velocidades ms bajas, por lo que las piezas fundidas pueden ser menos compactas. Altos costos de mantenimiento.
El proceso con cmara fra se diferencia con el de cmara caliente en cuanto a que el sistema de inyeccin no se encuentra sumergido en el metal lquido. En su lugar, la carga de metal fundido se transporta, mediante una cuchara de colada a un contenedor donde un mbolo accionado hidrulicamente empuja el metal hacia el interior del molde.
Las aleaciones mas utilizadas son las de Aluminio y Magnesio. Las piezas obtenidas son de unos cuantos gramos a 10 kg.
La presin de inyeccin esta en un rango usual de 20MPa a 70 MPa ( 3 psi a 10 psi ).
Las maquinas pueden ser verticales y horizontales. El sistema de inyeccin adopta un pistn de velocidad doble y acumulador de carga de presin separados, as puede suministrar una velocidad de inyeccin doble y aumentar la presin.
Fundicin de aleaciones tales como las de aluminio o de zinc-aluminio, y ciertas aleaciones de magnesio. Se pueden lograr mayores presiones y velocidades de inyeccin. Menores costos de mantenimiento.
Ciclos ms largos. Menor control sobre la temperatura del metal, menor fluidez y menos posibilidades de fundir paredes de poco espesor. La carga (colada calculada) se enfra antes de la inyeccin. El metal fundido est expuesto a la oxidacin y a los contaminantes provenientes de la atmsfera.