Fundamentos Da Usinagem Convencional Respostas
Fundamentos Da Usinagem Convencional Respostas
Fazer download em pdf ou txt
Você também pode gostar
- Lista Estabelecimentos SISP 2018-10-04Documento19 páginasLista Estabelecimentos SISP 2018-10-04James MoraisAinda não há avaliações
- Lista de Exercícios - Tecnologia de Soldagem - 2018Documento3 páginasLista de Exercícios - Tecnologia de Soldagem - 2018zmariogomes100% (2)
- TribologiaDocumento16 páginasTribologiaElias Sauer Ferreira PereiraAinda não há avaliações
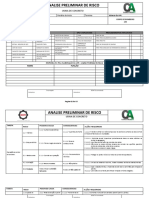
- APR Usina de ConcretoDocumento3 páginasAPR Usina de ConcretoCandido Silva100% (1)
- 03 Aneis GraduadosDocumento39 páginas03 Aneis GraduadosNajuliaAinda não há avaliações
- Apostila de Fresagem-EniacDocumento18 páginasApostila de Fresagem-EniacilledratAinda não há avaliações
- Aula 10 - Elementos de Apoio e ElevaçãoDocumento51 páginasAula 10 - Elementos de Apoio e ElevaçãoJunior CostaAinda não há avaliações
- 1 Lista de Exercícios - Serramento e AplainamentoDocumento2 páginas1 Lista de Exercícios - Serramento e AplainamentoJoão Paulo AndradeAinda não há avaliações
- Técnicas de Manutenção PreditivaDocumento41 páginasTécnicas de Manutenção PreditivaRogério Cerqueira LimaAinda não há avaliações
- Polias e CorreiasDocumento13 páginasPolias e CorreiasGEDSON ALVES DE OLIVEIRAAinda não há avaliações
- 16 Montagem de Conjuntos MecanicosDocumento4 páginas16 Montagem de Conjuntos MecanicossamuelAinda não há avaliações
- Maquinas InjetorasDocumento11 páginasMaquinas InjetorasLeonardo HabermannAinda não há avaliações
- Tabelas para UsinagemDocumento54 páginasTabelas para UsinagemrmsabreuAinda não há avaliações
- Aula 4 SoldagemDocumento83 páginasAula 4 Soldagememerson.gasparettoAinda não há avaliações
- Atividade Especificaçao de RedutorDocumento2 páginasAtividade Especificaçao de RedutorAdalberto BertacchiniAinda não há avaliações
- Mecanica Desenho Tecnico Mecanico 2018Documento212 páginasMecanica Desenho Tecnico Mecanico 2018Coroa Fernandes100% (1)
- EletropneumaticaDocumento6 páginasEletropneumaticaLucasBacatelaAinda não há avaliações
- 07-Usinabilidade Dos MateriaisDocumento28 páginas07-Usinabilidade Dos MateriaisDaniel PontesAinda não há avaliações
- Desmontagem - Montagem de RolamentosDocumento3 páginasDesmontagem - Montagem de RolamentosJoão GuardadoAinda não há avaliações
- Aula 3 - Torneamento - IntroduçãoDocumento96 páginasAula 3 - Torneamento - IntroduçãoEvandro LuisAinda não há avaliações
- Introdução À SoldagemDocumento86 páginasIntrodução À SoldagemIsadora LavinasAinda não há avaliações
- LUBRIFICAÇÃO - Aula - Online 04 - 18082021Documento62 páginasLUBRIFICAÇÃO - Aula - Online 04 - 18082021Hector BonillaAinda não há avaliações
- Apostila Melhores Práticas Manutenção PreditivaDocumento27 páginasApostila Melhores Práticas Manutenção PreditivaMauro Andrade100% (1)
- Atividades Sobre AjustagemDocumento7 páginasAtividades Sobre AjustagemCarlos AlbertoAinda não há avaliações
- Mancais de Rolamento e Deslizamento, Seleção e DimensionamentoDocumento33 páginasMancais de Rolamento e Deslizamento, Seleção e DimensionamentoJoão Vitor WittAinda não há avaliações
- Machos e Cossinetes DormerDocumento16 páginasMachos e Cossinetes DormerdanielhscAinda não há avaliações
- Tratamentos TermicosDocumento13 páginasTratamentos TermicosGson CarlAinda não há avaliações
- Lista de Exercícios - LubrificaçãoDocumento4 páginasLista de Exercícios - LubrificaçãoDouglas ReisAinda não há avaliações
- Tornearia Mec - GeralDocumento302 páginasTornearia Mec - GeralRonaldoAinda não há avaliações
- Módulo 6 - Gerenciamento de Riscos e Manutenção AplicadaDocumento70 páginasMódulo 6 - Gerenciamento de Riscos e Manutenção AplicadaAnonymous lDOSei8GAinda não há avaliações
- Manutenção Bombas Hidraulica Bom MaterialDocumento25 páginasManutenção Bombas Hidraulica Bom MaterialAlessandro Macena da Silva100% (1)
- Torno MecânicoDocumento28 páginasTorno MecânicoEdson BenitesAinda não há avaliações
- 27 Anel Graduado Do TornoDocumento6 páginas27 Anel Graduado Do TornorobertoAinda não há avaliações
- Aula 01. Introdução A ManutençãoDocumento35 páginasAula 01. Introdução A ManutençãoYzlla RhavenaAinda não há avaliações
- Atividade Manutenção Fresadora SADocumento2 páginasAtividade Manutenção Fresadora SAGuilherme Fernandes VianaAinda não há avaliações
- Exercícios Tratamentos TérmicosDocumento3 páginasExercícios Tratamentos TérmicosflocoAinda não há avaliações
- Manutenção Industrial - Aula 2 - Tipos de ManutençãoDocumento21 páginasManutenção Industrial - Aula 2 - Tipos de ManutençãoDouglas Goios100% (1)
- NR 12 - Juntas e GaxetasDocumento128 páginasNR 12 - Juntas e GaxetasCPSSTAinda não há avaliações
- 06 Avarias e Desgastes Da Ferramenta PDFDocumento11 páginas06 Avarias e Desgastes Da Ferramenta PDFValdenir Dos SantosAinda não há avaliações
- Prova 39 Tecnico de Manutencao Jnior MecanicaDocumento13 páginasProva 39 Tecnico de Manutencao Jnior MecanicaCarlos Eduardo E Flavia Minha Esposa Linda100% (1)
- 01 - Fresagem Aula 01Documento71 páginas01 - Fresagem Aula 01NajuliaAinda não há avaliações
- Balanceamento em Um Plano de Rotor RígidoDocumento73 páginasBalanceamento em Um Plano de Rotor Rígidojorge rabelloAinda não há avaliações
- AULA - Ferramentas Com Geomertria DefinidaDocumento99 páginasAULA - Ferramentas Com Geomertria DefinidaAndressa OliveiraAinda não há avaliações
- 7.0 - Cap. 07 - Conf. Plástica e RecristalizaçãoDocumento67 páginas7.0 - Cap. 07 - Conf. Plástica e RecristalizaçãoPedro ViniciusAinda não há avaliações
- Tecnologia Mecânica IDocumento132 páginasTecnologia Mecânica IMilton Xavier DiasAinda não há avaliações
- Soldagem PlasmaDocumento22 páginasSoldagem PlasmaSaymon Feliz100% (1)
- Resolução CONFEA 1025 09 PDFDocumento14 páginasResolução CONFEA 1025 09 PDFRodrigo MartinsAinda não há avaliações
- Alinhamento de EngrenagensDocumento4 páginasAlinhamento de EngrenagensCleber Pereira100% (1)
- Alinhamento de Polias Através de Régua e Alinhador A Laser SKF Tmeb 1Documento12 páginasAlinhamento de Polias Através de Régua e Alinhador A Laser SKF Tmeb 1BRUNA NASCIMENTOAinda não há avaliações
- SerramentoDocumento13 páginasSerramentoDiogo De RossoAinda não há avaliações
- Torneamento ConvencionalDocumento13 páginasTorneamento ConvencionalJessica Novelli100% (1)
- Manutencao PreventivaDocumento9 páginasManutencao PreventivaJoni TraderAinda não há avaliações
- Noções Básicas de Soldagem e CorteDocumento123 páginasNoções Básicas de Soldagem e CorteJhon SilvaAinda não há avaliações
- Tratamentos Térmicos e TermoquímicosDocumento118 páginasTratamentos Térmicos e TermoquímicosMarceloRosaAinda não há avaliações
- Usinagem - Torno PDFDocumento93 páginasUsinagem - Torno PDFEDUARDO NOVAISAinda não há avaliações
- Ajustagem MecanicaDocumento106 páginasAjustagem MecanicaEverton Ferreira GuedesAinda não há avaliações
- 3 - Tecnologia Na RetificacaoDocumento20 páginas3 - Tecnologia Na RetificacaoFernando DarsonoAinda não há avaliações
- Apresentação 4Documento99 páginasApresentação 4nikolas silvaAinda não há avaliações
- Usinagem Por AbrasãoDocumento41 páginasUsinagem Por AbrasãochikincvoAinda não há avaliações
- Exercícios de Revisão 03Documento8 páginasExercícios de Revisão 03Vagner Rodrigues Dos SantosAinda não há avaliações
- Lista 2Documento18 páginasLista 2rafaelapavoni1Ainda não há avaliações
- ALINHAMENTODocumento88 páginasALINHAMENTOLeandro Oliveira da SilvaAinda não há avaliações
- Aula 03 VimDocumento16 páginasAula 03 VimLeandro Oliveira da SilvaAinda não há avaliações
- MTR - Micrômetros - I - Externos - 2010 - ImpressãoDocumento52 páginasMTR - Micrômetros - I - Externos - 2010 - ImpressãoLeandro Oliveira da SilvaAinda não há avaliações
- Alinhamento 1Documento22 páginasAlinhamento 1Leandro Oliveira da SilvaAinda não há avaliações
- 14 Rolos CônicosDocumento2 páginas14 Rolos CônicosLeandro Oliveira da SilvaAinda não há avaliações
- Alinhamento 2Documento21 páginasAlinhamento 2Leandro Oliveira da SilvaAinda não há avaliações
- UntitledDocumento15 páginasUntitledLeandro Oliveira da SilvaAinda não há avaliações
- 01 Introdução ADocumento27 páginas01 Introdução ALeandro Oliveira da SilvaAinda não há avaliações
- Preparativos Antes Da MontagemDocumento7 páginasPreparativos Antes Da MontagemLeandro Oliveira da SilvaAinda não há avaliações
- Preparativos Antes Da MontagemDocumento9 páginasPreparativos Antes Da MontagemLeandro Oliveira da SilvaAinda não há avaliações
- Seleção Da Disposição Lado Livre - Lado FixoDocumento9 páginasSeleção Da Disposição Lado Livre - Lado FixoLeandro Oliveira da SilvaAinda não há avaliações
- Preparativos Antes Da MontagemDocumento12 páginasPreparativos Antes Da MontagemLeandro Oliveira da SilvaAinda não há avaliações
- Preparativos Antes Da MontagemDocumento7 páginasPreparativos Antes Da MontagemLeandro Oliveira da SilvaAinda não há avaliações
- LubrificaçãoDocumento34 páginasLubrificaçãoLeandro Oliveira da SilvaAinda não há avaliações
- Preparativos Antes Da MontagemDocumento11 páginasPreparativos Antes Da MontagemLeandro Oliveira da SilvaAinda não há avaliações
- UntitledDocumento38 páginasUntitledLeandro Oliveira da SilvaAinda não há avaliações
- Preparativos Antes Da MontagemDocumento14 páginasPreparativos Antes Da MontagemLeandro Oliveira da SilvaAinda não há avaliações
- Ajustes RecomendadosDocumento15 páginasAjustes RecomendadosLeandro Oliveira da SilvaAinda não há avaliações
- 01 Montagem BF Re CGDocumento7 páginas01 Montagem BF Re CGLeandro Oliveira da SilvaAinda não há avaliações
- Preparativos Antes Da MontagemDocumento12 páginasPreparativos Antes Da MontagemLeandro Oliveira da SilvaAinda não há avaliações
- 01A RotaçãoDocumento23 páginas01A RotaçãoLeandro Oliveira da SilvaAinda não há avaliações
- UntitledDocumento11 páginasUntitledLeandro Oliveira da SilvaAinda não há avaliações
- Matemática Vol.lDocumento249 páginasMatemática Vol.lLeandro Oliveira da SilvaAinda não há avaliações
- Preparativos Antes Da MontagemDocumento10 páginasPreparativos Antes Da MontagemLeandro Oliveira da SilvaAinda não há avaliações
- UntitledDocumento633 páginasUntitledLeandro Oliveira da SilvaAinda não há avaliações
- Matemátiva Vol - LLDocumento137 páginasMatemátiva Vol - LLLeandro Oliveira da SilvaAinda não há avaliações
- Folga Interna Dos RolamentosDocumento7 páginasFolga Interna Dos RolamentosLeandro Oliveira da SilvaAinda não há avaliações
- UntitledDocumento7 páginasUntitledLeandro Oliveira da SilvaAinda não há avaliações
- UntitledDocumento385 páginasUntitledLeandro Oliveira da SilvaAinda não há avaliações
- Matematica Vol 2 Caderno ExerciciosDocumento37 páginasMatematica Vol 2 Caderno ExerciciosLeandro Oliveira da SilvaAinda não há avaliações
- Livro de Receitas - Colégio Bandeirantes - 3.a SérieDocumento647 páginasLivro de Receitas - Colégio Bandeirantes - 3.a SérieWagner PaixãoAinda não há avaliações
- Sistemática de Avaliação 2024Documento11 páginasSistemática de Avaliação 2024marcioiqeAinda não há avaliações
- Material de Apoio Do Análise Fundamentalista e Valuation (Alfa Research)Documento8 páginasMaterial de Apoio Do Análise Fundamentalista e Valuation (Alfa Research)Pedro ViniciusAinda não há avaliações
- Lanchonete Alfredo Gustavo v1Documento11 páginasLanchonete Alfredo Gustavo v1ESPOSITO CORRETORAAinda não há avaliações
- ATU 0 - O LoucoDocumento5 páginasATU 0 - O LoucoAndre PernalongaAinda não há avaliações
- Apostila de Desenho Tecnico Civil 1 - Com Exercicio PDFDocumento70 páginasApostila de Desenho Tecnico Civil 1 - Com Exercicio PDFbkkbrazilAinda não há avaliações
- Mandala Ararêtama. Fitness Emocional. Uma Jornada de Auto-Desenvolvimento Guiada Pelas Essências Vibracionais Da Mata Atlântica.Documento59 páginasMandala Ararêtama. Fitness Emocional. Uma Jornada de Auto-Desenvolvimento Guiada Pelas Essências Vibracionais Da Mata Atlântica.Nátasha Fernández100% (1)
- Trabalho CalandraDocumento16 páginasTrabalho CalandraLeticia Lana100% (2)
- 8 AULA Ixodidiose BovinaDocumento52 páginas8 AULA Ixodidiose Bovinasm.medeiros19Ainda não há avaliações
- Aplicação e Desenvolvimento HumanoDocumento45 páginasAplicação e Desenvolvimento HumanoFelipe MoitaAinda não há avaliações
- Estrategia Geral Gestao Riscos PDFDocumento47 páginasEstrategia Geral Gestao Riscos PDFsidi211Ainda não há avaliações
- Mistérios de EvangelionDocumento6 páginasMistérios de EvangelionNarciso SilvaAinda não há avaliações
- Formulário de FeedbackDocumento5 páginasFormulário de Feedbackrcalves86Ainda não há avaliações
- Modelo - Portfólio GrupoDocumento13 páginasModelo - Portfólio GrupoLourenço SátiroAinda não há avaliações
- Prova Fisica Mudança de Estado AngloDocumento6 páginasProva Fisica Mudança de Estado AnglolucasAinda não há avaliações
- (Contrato) - Anderson Gerra AssinadoDocumento5 páginas(Contrato) - Anderson Gerra AssinadoLeonardo MarquesAinda não há avaliações
- Resumo de EletromagnetismoDocumento220 páginasResumo de Eletromagnetismodionisio940486% (7)
- PLANILHASDocumento116 páginasPLANILHASNicolau pica pauAinda não há avaliações
- Tese Doutorado Michele Sato PDFDocumento246 páginasTese Doutorado Michele Sato PDFCristiane Carolina De Almeida SoaresAinda não há avaliações
- Teste de Geografia - 1 Ano - Duque de Caxias - 2023Documento2 páginasTeste de Geografia - 1 Ano - Duque de Caxias - 2023Julia MacielAinda não há avaliações
- Residuos Solidos Uma Revisao BibliograficaDocumento15 páginasResiduos Solidos Uma Revisao Bibliograficacintia76Ainda não há avaliações
- Transporte Nas Plantas - LeyanovoDocumento23 páginasTransporte Nas Plantas - LeyanovoNocasAinda não há avaliações
- E-Mail de Cartório de Registro Civil e Tabelião de Notas de Sales Oliveira - Escritura - Lote 9 Da Quadra 18 Do Morada Do SolDocumento1 páginaE-Mail de Cartório de Registro Civil e Tabelião de Notas de Sales Oliveira - Escritura - Lote 9 Da Quadra 18 Do Morada Do SolAna cecilia JulioAinda não há avaliações
- Atividades Inglês - Primero BimestreDocumento14 páginasAtividades Inglês - Primero BimestreChristopher Lunga0% (2)
- Conceitos Basicos de Informatica E1655212230Documento163 páginasConceitos Basicos de Informatica E1655212230Paula Roberta100% (2)
- Check-List SPTDocumento2 páginasCheck-List SPTThácioAinda não há avaliações
- Revista Nintendoblast n154Documento53 páginasRevista Nintendoblast n154Eder FerreiraAinda não há avaliações
- Be2 24Documento33 páginasBe2 24Paulo SilveiraAinda não há avaliações