International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
317
Risk Based Inspection of Gas-Cooling
Heat Exchanger
Dwi Priyanta1, Nurhadi Siswantoro2, Alfa Muhammad Megawan3
Abstract PHE – ONWJ platform personnel found 93 leaking tubes locations in the fin fan coolers/ gas-cooling heat
exchanger. After analysis had been performed, the crack in the tube strongly indicate that stress corrosion cracking was
occurred by chloride. Chloride stress corrosion cracking (CLSCC) is the cracking occurred by the combined influence of
tensile stress and a corrosive environment. CLSCC is the one of the most common reasons why austenitic stainless steel
pipework or tube and vessels deteriorate in the chemical processing, petrochemical and maritime industries. In this
research purpose to determine the appropriate inspection planning for two main items (tubes and header box) in the gascooling heat exchanger using risk based inspection (RBI) method. The result, inspection of the tubes must be performed
on July 6, 2024 and for the header box inspection must be performed on July 6, 2025. In the end, RBI method can be
applicated to gas-cooling heat exchanger. Because, risk on the tubes can be reduced from 4.537 m2/year to 0.453 m2/year.
And inspection planning for header box can be reduced from 4.528 m2/year to 0.563 m2/year.
Keywords chloride stress corrosion cracking, inspection plan, RBI.
I. INTRODUCTION1
O
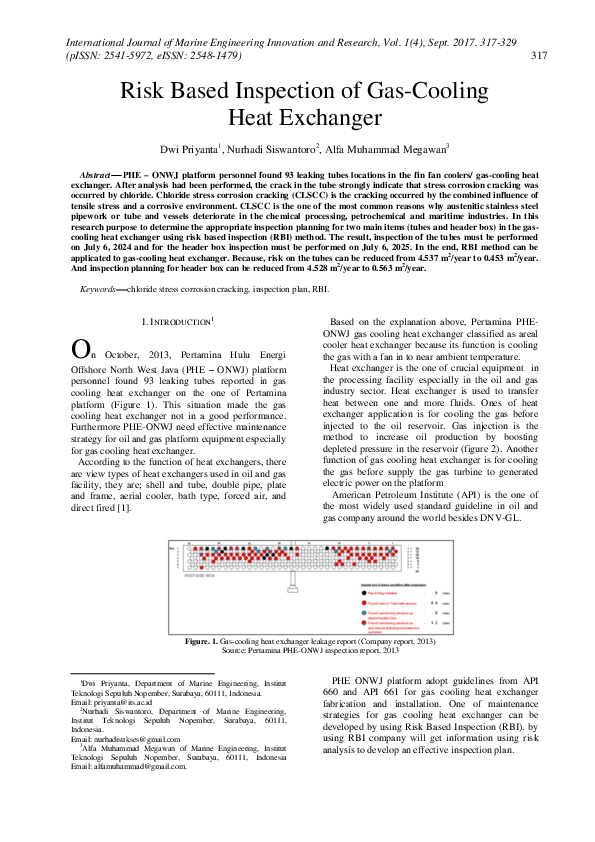
n October, 2013, Pertamina Hulu Energi
Offshore North West Java (PHE – ONWJ) platform
personnel found 93 leaking tubes reported in gas
cooling heat exchanger on the one of Pertamina
platform (Figure 1). This situation made the gas
cooling heat exchanger not in a good performance.
Furthermore PHE-ONWJ need effective maintenance
strategy for oil and gas platform equipment especially
for gas cooling heat exchanger.
According to the function of heat exchangers, there
are view types of heat exchangers used in oil and gas
facility, they are; shell and tube, double pipe, plate
and frame, aerial cooler, bath type, forced air, and
direct fired [1].
Based on the explanation above, Pertamina PHEONWJ gas cooling heat exchanger classified as areal
cooler heat exchanger because its function is cooling
the gas with a fan in to near ambient temperature.
Heat exchanger is the one of crucial equipment in
the processing facility especially in the oil and gas
industry sector. Heat exchanger is used to transfer
heat between one and more fluids. Ones of heat
exchanger application is for cooling the gas before
injected to the oil reservoir. Gas injection is the
method to increase oil production by boosting
depleted pressure in the reservoir (figure 2). Another
function of gas cooling heat exchanger is for cooling
the gas before supply the gas turbine to generated
electric power on the platform
American Petroleum Institute (API) is the one of
the most widely used standard guideline in oil and
gas company around the world besides DNV-GL.
Figure. 1. Gas-cooling heat exchanger leakage report (Company report, 2013)
Source: Pertamina PHE-ONWJ inspection report, 2013
1
Dwi Priyanta, Department of Marine Engineering, Institut
Teknologi Sepuluh Nopember, Surabaya, 60111, Indonesia.
Email: priyanta@its.ac.id
2
Nurhadi Siswantoro, Department of Marine Engineering,
Institut Teknologi Sepuluh Nopember, Surabaya, 60111,
Indonesia.
Email: nurhadisukses@gmail.com
3
Alfa Muhammad Megawan of Marine Engineering, Institut
Teknologi Sepuluh Nopember, Surabaya, 60111, Indonesia
Email: alfamuhammad@gmail.com.
PHE ONWJ platform adopt guidelines from API
660 and API 661 for gas cooling heat exchanger
fabrication and installation. One of maintenance
strategies for gas cooling heat exchanger can be
developed by using Risk Based Inspection (RBI). by
using RBI company will get information using risk
analysis to develop an effective inspection plan.
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
Identification of company equipment is the
beginning of the systematic process in the inspection
planning. Probability of failure and consequence of
failure are the basic formula to calculate the RBI and
must be evaluated by considering all damage
mechanism directly effect to the equipment or the
system. However, failure scenarios according to the
actual damage mechanism should be develop and
considered.
318
RBI methodology produces optimal inspection
planning for the asset and make the priority from the
lower risk to the higher risk. In other word inspection
planning in RBI focused to identification what to
inspect, how to inspect, where to inspect and how
often to inspect. Inspection planning used to control
degradation of the asset and the company will get
considerable impact in the system operation and the
appropriate economic consequences [2-18].
Figure. 2. optimization oil production by gas injection method
II. METHOD
The information of inspection planning in risk
based inspection based on the risk analysis of the
equipment. The purpose of the risk analysis is to
identify the potential degradation mechanisms and
threats to the integrity of the equipment and to assess
the consequences and risk of failure [3].
A. Risk
Risk is defined as the combination probability of
asset failure and consequence if the failure happened.
Risk can be expressed numerically with formula (1)
as shown below.
Risk = Probability x Consequence
(1)
Probability of Failure
The probability of failure may be determined based
on one, or a combination of the following methods:
- Structural reliability models
In this method, a limit state is defined based on a
structural model that includes all relevant damage
mechanisms, and uncertainties in the independent
variables of this models are defined in terms of
statistical distributions. The resulting model is solved
directly for the probability of failure.
- Statistical models based on generic data
In this method, generic data is obtained for the
component and damage mechanism under evaluation
and a statistical model is used to evaluate the
probability of failure.
- Expert judgment
In this method, expert solicitation is used to
evaluate the component and damage mechanism, a
probability of failure can typically only be assigned
on a relative basis using this method.
In API RBI, a combination of the above is used to
evaluate the probability of failure in terms of a
generic failure frequency and damage factor. The
probability of failure calculation is obtained from the
equation (2).
Pof (t) = gff x Df (t) x FMS
(2)
Where:
gff
= generic failure frequency
Df (t) = damage factor
FMS = management system factor
B. Generic Failure Frequency (gff)
The generic failure frequency can be determined by
asset failure of common industries. The generic
failure frequency is expected to the previous failure
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
frequency to any specific damage happening from
exposure to the operating environment. There are
four different damage hole sizes model the release
scenarios covering a full range of events they are
small, medium, large, and rupture.
If the data of the asset is complete, actual
probabilities of the failure could be calculated with
actual observed failures. Even if a failure has not
occurred in a component, the true probability of
failure is likely to be greater than zero because the
component may not have operated long enough to
experience a failure. As a first step in estimating this
non-zero probability, it is necessary to examine a
larger set of data of similar components to find
enough failures such that a reasonable estimate of a
true probability of failure can be made.
This generic component set of data is used to
produce a generic failure frequency for the
component. The generic failure frequency of a
component type is estimated using records from all
plants within a company or from various plants
within an industry, from literature sources, and
commercial reliability data bases. Therefore, these
generic values typically represent an industry in
319
general and do not reflect the true failure frequencies
for a specific component subject to a specific damage
mechanism.
The generic failure frequency is intended to be the
failure frequency representative of failures due to
degradation from relatively benign service prior to
accounting for any specific operating environment,
and are provided for several discrete hole sizes for
various types of processing equipment (i.e. process
vessels, drums, towers, piping systems, tankage, etc.).
A recommended list of generic failure frequencies
is provided in Table 1. The generic failure
frequencies are assumed to follow a log-normal
distribution, with error rates ranging from 3% to
10%. Median values are given in Table 1. The data
presented in the Table 1 is based on the best available
sources and the experience of the API RBI Sponsor
Group.
The overall generic failure frequency for each
component type was divided across the relevant hole
sizes, i.e. the sum of the generic failure frequency for
each hole size is equal to the total generic failure
frequency for the component.
TABLE 1
SUGGESTED COMPONENT GENERIC FAILURE FREQUENCIES (GFF)
gff as a Function of Hole Size (failures/yr)
gff(total)
Equipment type Component type
Pipe
PIPE-1
Vessel/ FinFan
FINFAN
Small
Medium
Large
2.80E-05
0
0
8.00E-06 2.00E-05 2.00E-06
C. Management System Factor
Management system factor used to measure how
good the facility management system that may arise
due to an accident and labor force of the plant is
trained to handle the asset. This evaluation consists of
a series of interviews with plant management,
operations, inspection, maintenance, engineering,
training, and safety personnel.
The management systems evaluation procedure
developed for API RBI covers all areas of a plant’s
PSM system that impact directly or indirectly on the
mechanical integrity of process equipment. The
management systems evaluation is based in large part
on the requirements contained in API Recommended
Practices and Inspection Codes. It also includes other
proven techniques in effective safety management. A
listing of the subjects covered in the management
systems evaluation and the weight given to each
subject is presented in Table 2.
The management systems evaluation covers a wide
range of topics and, as a result, requires input from
several different disciplines within the facility to
Rupture (failures/yr)
2.60E-06
3.06E-05
6.00E-07
3.06E-05
answer all questions. Ideally, representatives from the
following plant functions should be interviewed:
a)
Plant Management
b)
Operations
c)
Maintenance
d)
Safety
e)
Inspection
f)
Training
g)
Engineering
The scale recommended for converting a
management systems evaluation score to a
management systems factor is based on the
assumption that the “average” plant would score 50%
(500 out of a possible score of 1000) on the
management systems evaluation, and that a 100%
score would equate to a one order-of magnitude
reduction in total unit risk. Based on this ranking,
equation (3) and equation (4) may be used to
, for any
compute a management systems factor,
management systems evaluation score.
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
320
TABLE 2
MANAGEMENT SYSTEMS EVALUATION
Table
Title
Points
2.A.1
Leadership and Administration
6
70
2.A.2
Process Safety Information
10
80
2.A.3
Process Hazard Analysis
9
100
2.A.4
2.A.5
Management of Change
Operating Procedures
6
7
80
80
2.A.6
Safe Work Practices
7
85
2.A.7
Training
8
100
2.A.8
Mechanical Integrity
20
120
2.A.9
Pre-Startup Safety Review
5
60
2.A.10
Emergency Response
6
65
2.A.11
Incident Investigation
9
75
2.A.12
2.A.13
Total
Contractors
Audits
5
4
102
45
40
1000
*Note that the management score must first be
converted to a percentage (between 0 and 100) as
follows:
(3)
(4)
D. Thinning Damage Factor
The calculation procedures of thinning damage
factor are:
a) Determine the number of inspections, and the
corresponding inspection effectiveness category
for all past inspections. Combine the inspections
to the highest effectiveness performed.
b) Determine the time in-service (age) since the last
inspection thickness reading (trd).
c) Determine the corrosion rate for the base metal
(Cr,bm) based on the material of construction and
process environment, where the component has
cladding, a corrosion rate (Cr,cm) must also be
obtained for the cladding.
d) Determine the minimum required wall thickness
per the original construction code or using
(
API 579. If the component is a tank bottom, then
= 0.1 in) if the
in accordance with API 653 (
tank does not have a release prevention barrier
and (
= 0.05 in) if the tank has a release
prevention barrier.
e) For clad components, calculate the time or age
from the last inspection required to corrode away
, using equation (5).
the clad material,
= max [(
Questions
= N/A
(5)
f)
Determine the
parameter using Equation
below, based on the age and from step b, from
step c, from step d and the age required to
corrode away the cladding,
, if applicable
from step e. For components without cladding,
and for components where the cladding is
corroded away at the time of the last inspection
= 0.0), use Equation (6).
(i.e.
(6)
g) Determine the damage factor for thinning,
using Equation (2.13).
,
(7)
E. Stress Corrosion Cracking Damage Factor
The calculation procedures of chloride stress
corrosion cracking (CL-SCC) damage factor are:
a) Determine the number of inspections, and the
corresponding inspection effectiveness category
for all past inspections. Combine the inspections
to the highest effectiveness performed.
b) Determine the time in-service (age) since the last
Level A, B, C or D inspection was performed.
c) Determine the susceptibility for cracking using
Table 3 based on the operating temperature and
concentration of the chloride ions. Note that a
HIGH susceptibility should be used if cracking is
known to be present.
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
321
TABLE 3
SUSCEPTIBILITY TO CRACKING – CLSCC
pH ≤ 10
Susceptibility to Cracking as a Function of Chloride ion (ppm)
Temperature
(°C)
1-10
11-100
101-1000
>1000
38 – 66
Low
Medium
Medium
High
>66 – 93
Medium
Medium
High
High
>93 – 149
Medium
High
High
High
pH > 10
Susceptibility to Cracking as a Function of Chloride ion (ppm)
Temperature
(°C)
1-10
11-100
101-1000
>1000
< 93
Low
Low
Low
Low
93 -149
Low
Low
Low
Medium
TABLE 4
DETERMINATION OF SEVERITY INDEX – CLSCC
Susceptibility
Severity Index – SVI
High
5000
Medium
500
Low
50
None
1
d) Based on the susceptibility in step c, and
from table (4).
determine the severity index,
e) Determine the base damage factor for CLSCC,
using table (5) based on the number of,
and the highest inspection effectiveness
determined in step a, and the severity index,
,
from step d.
inspection using the age from step b and
equation below. In this equation, it is
assumed that the probability for cracking
will increase with time since the last
inspection as a result of increased exposure
to upset conditions and other non-normal
conditions.
f) Calculate the escalation in the damage factor
based on the time in-service since the last
=
(age)1.1
(8)
TABLE 5
SCC DAMAGE FACTORS – ALL SCC MECHANISMS
SVI
E
Inspection Effectiveness
2 Inspections
1 Inspection
3 Inspections
D
C
B
A
D
C
B
A
D
C
B
A
1
1
1
1
1
1
1
1
1
1
1
1
1
1
10
10
8
3
1
1
6
2
1
1
4
1
1
1
50
50
40
17
5
3
30
10
2
1
20
5
1
1
100
100
80
33
10
5
60
20
4
1
40
10
2
1
500
500
400
170
50
25
300
100
20
5
200
50
8
1
1000
1000
800
330
100
50
600
200
40
10
400
100
16
2
5000
5000
4000
1670
500
250
3000
1000 250
50
2000
500
80
10
F. Consequence Analysis
The calculations of consequence procedures are:
a)
Select a representative fluid group from Table 6.
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
b) Determine the stored fluid properties using
equation (9) and Table 7 (MW: Molecular
weight; k: ideal gas specific ratio, AIT: Auto
Ignition Temperature).
8 and the phase of the fluid stored in the
equipment as determined in step b.
d) Based on the component type and Table 9,
determine the release hole size diameters
(dn).
(9)
e)
Determine the steady state phase of the fluid
Determine the generic failure frequency (gffn),
and the total generic failure frequency from this
table or from equation (10).
after release to the atmosphere, using Table
(10)
TABLE 6
LIST OF REPRESENTATIVE FLUIDS AVAILABLE FOR LEVEL 1 ANALYSIS
Representative Fluid
Fluid TYPE
C₁ -C₂
TYPE 0
methane, ethane, ethylene, LNG, fuel gas
C₃ -C₄
TYPE 0
propane, butane, isobutane, LPG
C₅
TYPE 0
Pentane
C₆ -C₈
TYPE 0
gasoline, naptha, light stright run, heptane
C₉ -C₁ ₂
TYPE 0
diesel, kerosene
TYPE 0
jet fuel, kerosene, atmospheric gas oil
C₁ ₇ -C₂ ₅
TYPE 0
gas oil, typical crude
C₁ ₃ -C₁ ₆
Examples of Applicable Materials
TABLE 7
PROPERTIES OF THE REPRESENTATIVE FLUIDS USED IN LEVEL 1 ANALYSIS
Liquid Density
(kg/m³)
NBP (°C)
Ambient State
Ideal Gas Specific
Heat Eq.
Ideal Gas
Constant A
Ideal Gas
Constant B
Ideal Gas
Constant C
Ideal Gas
Constant D
Ideal Gas
Constant E
C₁ -C₂
23
250.512
-125
Gas
Note 1
12.3
1.15E-01
-2.87E-05
-1.30E-09
N/A
558
C₃ -C₄
51
538.379
-21
Gas
Note 1
2.632
0.3188
-1.35E+04
1.47E-08
N/A
369
C₅
72
625.199
36
Liquid Note 1
-3.626
0.4873
-2.60E-04
5.30E-08
N/A
284
100 684.018
99
Liquid Note 1
-5.146
6.76E-01
-3.65E-04
7.66E-08
N/A
223
C₆ -C₈
C₉ 149 734.012
C₁ ₂
C₁ ₃ 205 764.527
C₁ ₆
C₁ ₇ 280 775.019
C₂ ₅
C₂ ₅ ₊
422 900.026
Auto-Ignition
Temp. (°C)
MW
Cp
Fluid
c)
322
184 Liquid Note 1
-8.5
1.01E+00 -5.56E-04
1.18E-07
N/A
208
261 Liquid Note 1
-11.7
1.39E+00 -7.72E-04
1.67E-07
N/A
202
344 Liquid Note 1
-22.4
1.94E+00 -1.12E-03
-2.53E-07
N/A
202
527 Liquid Note 1
-22.4
1.94E+00 -1.12E-03
-2.53E-07
N/A
202
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
323
TABLE 8
CONSEQUENCE ANALYSIS GUIDELINES FOR DETERMINING THE PHASE OF A FLUID
Phase of Fluid at Normal
Operating (Storage)
Conditions
Phase of Fluid at
Ambient (after release)
Conditions
API RBI Determination of Final Phase for
Consequence Calculation
Gas
Gas
model as gas
Gas
Liquid
model as gas
Liquid
Gas
model as gas unless the fluid boiling point at ambient
conditions is greater than 80°F, then model as a
liquid
Liquid
Liquid
model as liquid
TABLE 9
RELEASE HOLE SIZES AND AREA USED
Release Hole Number
Release Hole Size
Range of Hole Diameters
(mm)
Release Hole Diameter, dn
(mm)
1
Small
0 – 6.4
D1 = 6.4
2
Medium
>6.4 – 51
D2 = 25
3
Large
>51 – 152
D3 = 102
4
Rupture
>152
D4 = min[D, 406]
f)
Select the appropriate release rate equation as
described above using the stored fluid phase
g) For each release hole size, compute the release
hole size area (An) using equation (11).
=
(11)
h) For each release hole size, calculate the release
rate (Wn) with equation (12) for each release area
(An)
=
x
x
i)
Group components and equipment items into
inventory groups using Table 10.
j) Calculate the fluid mass (masscomp) in the
component being evaluated.
k) Calculate the fluid mass in each of the other
components that are included in the inventory
group (masscomp,i).
l) Calculate the fluid mass in the inventory group
(massinv) using Equation (13).
(13)
x
(12)
TABLE 10
ASSUMPTION WHEN CALCULATING LIQUID INVENTORIES WITHIN EQUIPMENT
Equipment Description Component Type
Knock-out Pots and Dryers
Compressors
Heat Exchangers
Fin Fan Air Coolers
KODRUM
COMPC
COMPR
COMPR
HEXSS
HEXTS
FINFAN
Examples
Default Liquid Volume Percent
Compressor Knock-outs, Fuel Gas
KO Drums, Flare Drums, Air
Dryers.
10% liquid
Much less liquid inventory
expected in knock-out drums
Centrifugal and Reciprocating
Compressors
Negligible, 0%
Shell and Tube Heat Exchangers
Total Condensers, Partial
Condensers, Vapor Coolers and
Liquid Coolers
50% shell-side, 25% tube-side
25% liquid
Filters
FILTER
100% full
Piping
PIPE-xx
100% full, calculated for Level 2
Analysis
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
m) Calculate the flow rate from a 203 mm [8 in]
diameter hole (Wmax8) using equations above, as
applicable, with An = A8 = 32,450 mm2 [50.3
in2]. This is the maximum flow rate that can be
added to the equipment fluid mass from the
surrounding equipment in the inventory group.
n) For each release hole size, calculate the added
fluid mass (massadd,n) with equation (14)
resulting from three minutes of flow from the
inventory group using equation below where W n
is the leakage rate for the release hole size being
evaluated and Wmax8 is from last step.
massadd,n = 180 . min [Wn , Wmax8]
(14)
o) For each release hole size, calculate the available
mass for release using equation (15).
Massavail,n = min[{masscomp + massadd,n}, massinv] (15)
p) For each release hole size, calculate the time
required to release 4,536 kgs [10,000 lbs] of
fluid.
(16)
q) For each release hole size, determine if the
release type is instantaneous or continuous using
the following criteria.
- If the release hole size is 6.35 mm [0.25
inches] or less, then the release type is
continuous.
- If 180 tn ≤ sec or the release mass is greater
than 4,536 kgs [10,000 lbs], then the release
is instantaneous; otherwise, the release is
continuous
r) Determine the detection and isolation systems
present in the unit.
s) Using Table 11 select the appropriate
classification (A, B, C) for the detection system.
TABLE 11
DETECTION AND ISOLATION SYSTEM RATING GUIDE
Type of Detection System
Detection
Classification
Instrumentation designed specifically to detect material losses by changes in
operating conditions (i.e., loss of pressure or flow) in the system
A
Suitably located detectors to determine when the material is present outside the
pressure-containing envelope
B
Visual detection, cameras, or detectors with marginal coverage
C
Type of Isolation System
Isolation
Classification
Isolation or shutdown systems activated directly from process instrumentation
or detectors, with no operator intervention
A
Isolation or shutdown systems activated by operators in the control room or
other suitable locations remote from the leak
B
Isolation dependent on manually-operated valves
C
TABLE 12
ADJUSTMENTS TO RELEASE BASED ON DETECTION AND ISOLATION SYSTEMS
System Classifications
Release Magnitude Adjustment
Reduction
Factor, factdi
A
Reduce release rate or mass by 25%
0.25
A
B
Reduce release rate or mass by 20%
0.20
A or B
C
Reduce release rate or mass by 10%
0.10
B
B
Reduce release rate or mass by 15%
0.15
C
C
No adjustment to release rate to mass
0.00
Detection
Isolation
A
324
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
325
TABLE 13
LEAK DURATIONS BASED ON DETECTION AND ISOLATION SYSTEMS
Detecting System
Rating
Isolation System
Rating
Maximum Leak Duration, ldmax
20 minutes for 6.4 mm leaks
A
A
10 minutes for 25 mm leaks
5 minutes for 102 mm leaks
30 minutes for 6.4 mm leaks
A
B
20 minutes for 25 mm leaks
10 minutes for 102 mm leaks
40 minutes for 6.4 mm leaks
A
C
30 minutes for 25 mm leaks
20 minutes for 102 mm leaks
40 minutes for 6.4 mm leaks
B
A or B
30 minutes for 25 mm leaks
20 minutes for 102 mm leaks
t)
Using Table 11 select the appropriate
classification (A, B, C) for the isolation system.
u) Using Table 12 and the classifications
determined in step s & t, determine the release
reduction factor, factdi.
v) Using Table 13 and the classifications
determined in step s & t, determine the total leak
durations for each of the selected release hole
sizes, ldmax,n.
w) For each release hole size, calculate the adjusted
release rate (raten) using equation (17) where the
theoretical release rate (Wn).
raten = Wn(1-factdi)
(17)
x) For each release hole size, calculate the leak
duration (ldn) of the release using Equation
4.13, based on the available mass
(massavail,n), and the adjusted release rate
(raten) from step. Note that the leak duration
cannot exceed the maximum duration
(Idmax,n) determined in step w.
(18)
y) For each release hole size, calculate the
release mass (massn), using equation (19)
based on the release rate (raten), the leak
duration (ldn), and the available mass
(massavail,n).
massn = min [{raten . ldn} , massavail,n]
(19)
Select the consequence area mitigation reduction
factor (factmit) from Table 14.
aa) b For each release hole size, calculate the energy
efficiency correction factor, (eneffn) using
equation below.
z)
– 15 (20)
bb) Determine the fluid type, either TYPE 0 or
TYPE 1 from Table 6.
cc) For each release hole size, compute the
component damage consequence areas for
Autoignition Not Likely, Continuous Release
(AINL-CONT)
-
-
Determine the appropriate constants a
(
and b (
from the
Table 15 will be needed to assure selection
of the correct constants.
If the release is a gas or vapor and the fluid
type is TYPE 0, then use equation (21) for
the consequence area and for the release
rate.
=
x
(21)
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
326
TABLE 14
ADJUSTMENTS TO FLAMMABLE CONSEQUENCES FOR MITIGATION SYSTEMS
Mitigation System
Consequence Area
Adjustment
Consequence Area
Reduction Factor
(factmit)
Inventory blowdown, coupled with
isolation system classification B or
higher
Reduce consequence area by
25%
0.25
Fire water deluge system and monitors
Reduce consequence area by
20%
0.20
Fire water monitors only
Reduce consequence area by
5%
0.05
Foam spray system
Reduce consequence area by
15%
0.15
TABLE 15
COMPONENT DAMAGE FLAMMABLE CONSEQUENCE EQUATION CONSTANTS
Continuous Releases Constants
Auto-Ignition Not Likely
Auto-Ignition Likely
(CAINL)
(CAIL)
Fluid
Gas
Liquid
a
b
b
C₁ -C₂
8.669
C₃ -C₄
10.13
0.98
55.13
0.95
1.00
64.23
1.00
C₅
5.115
0.99
100.6
0.89
62.41
1.00
C₆ -C₈
5.846
0.98
34.17
0.89
63.98
C₉ -C₁ ₂
2.419
0.98
24.6
0.90
76.98
12.11
C₁ ₇ -C₂ ₅
C₂ ₅ ₊
B
Liquid
A
C₁ ₃ -C₁ ₆
a
Gas
a
B
1.00
103.4
0.95
0.95
110.3
0.95
0.90
196.7
0.92
3.785
0.90
165.5
0.92
2.098
0.91
103.0
0.90
Instantaneous Releases Constants
Auto-Ignition Not Likely
Auto-Ignition Likely
(IAINL)
(IAIL)
Fluid
Gas
Liquid
a
b
A
b
6.469
0.67
163.7
0.62
C₃ -C₄
4.590
0.72
79.94
0.63
C₅
2.214
0.72
0.271
0.85
41.38
0.61
C₆ -C₈
2.188
0.66
0.749
0.78
41.49
C₉ -C₁ ₂
1.111
0.66
0.559
0.76
42.28
0.086
0.88
0.021
0.006
C₁ ₇ -C₂ ₅
C₂ ₅ ₊
dd) For each release hole size, compute the
component damage consequence areas for
Autoignition Likely, Continuous Release (AILCONT), (
B
Liquid
C₁ -C₂
C₁ ₃ -C₁ ₆
a
Gas
a
B
0.61
8.180
0.55
0.61
0.848
0.53
1.714
0.88
0.91
1.068
0.91
0.99
0.284
0.99
- Determine the appropriate constants, a
(
and b (
The release
phase will be needed to assure selection of
the correct constants.
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
ignition Likely, Continuous Release (AILCONT) (
- If the release type is gas or vapor, Type 0 or
Type 1, then use equation (21) to compute the
consequence area and compute the effective
release rate.
=
-
x
(22)
-
ee) For each release hole size, compute the
component damage consequence areas for
Autoignition Not Likely, Instantaneous Release
(AINL-INST)
- Determine the appropriate constants a
(
and b (
. The release
phase will be needed to assure selection of
the correct constants.
- If the release is a gas or vapor and the fluid
type is TYPE 0, or the fluid type is TYPE 1,
then use equation (23) for the consequence
area and the effective release rate.
=
x
x
(26)
For each release hole size, compute the
personnel injury consequence areas for Autoignition Not Likely, Instantaneous Release
(AINL-INST) (
-
-
ff) For each release hole size, compute the
component damage consequence areas for
Autoignition Likely, Instantaneous Release
(AIL-INST) (
x
(24)
gg) For each release hole size, compute the
personnel injury consequence areas for Autoignition Not Likely, Continuous Release (AINLCONT) (
- Determine the appropriate constants a
and b
. The
(
release phase will be needed to assure
selection of the correct constants.
- Compute the consequence area using
Equation (25) where
is
from step cc.
=
x
(25)
Determine the appropriate constants a
) and b (
. The
release phase will be needed to assure
selection of the correct constants.
Compute the consequence area using
equation (27) where
=
ii) For each release hole size, compute the
personnel injury consequence areas for Autoignition Likely, Instantaneous Release (AILINST) (
-
Determine the appropriate constants a
) and b (
. The release
(
phase will be needed to assure selection of
the correct constants.
Compute the consequence area using
equation (28) where
.
=
x
(28)
jj) For each release hole size, calculate the
instantaneous/continuous
blending
factor
(
.
- For Continuous Releases – To smooth out the
results for releases that are near the
continuous to instantaneous transition point
(4,536 kgs [10,000 lbs] in 3 minutes, or a
release rate of 25.2 kg/s [55.6 lb/s]), then the
blending factor use equation (29).
= min
hh) For each release hole size, compute the
personnel injury consequence areas for Auto-
x
(27)
=
Determine the appropriate constants a
) and b
. The release
(
phase will be needed to assure selection of
the correct constants.
Compute the consequence area using
equation (26) where
=
(23)
- Determine the appropriate constants a
(
and b (
. The release
phase will be needed to assure selection of
the correct constants.
- If the release type is gas or vapor, Type 0 or
Type 1, then use equation (24) to compute the
consequence area and to compute the
effective release rate.
327
(29)
- For Instantaneous Releases – Blending is not
required. Since the definition of an
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
instantaneous release is one with a adjusted
release rate (raten) greater than 25.2 kg/s
[55.6 lb/s] (4536 kg [10,000 lbs] in 3
minutes), then the blending factor use
equation (30).
= 1.0
kk)
328
mm) Compute the AIT blended consequence areas
for the component using equations (36) and
(37). The resulting consequence areas are the
component damage and personnel injury
flammable consequence areas.
(30)
,
Calculate the AIT blending factor
using some equations, as applicable. Since Ts
(450.15 kelvin) + C₆ (56) < AIT (831.150) then
the equation (313)
(36)
(31)
(37)
ll) Compute the continuous/instantaneous blended
consequence areas for the component using
equations (32) – (35).
(32)
nn) Determine the final consequence areas
(probability weighted on release hole size) for
component damage and personnel injury using
equations below.
=
(38)
=
(39)
(33)
(34)
III. RESULT
(35)
The result of calculation shown in the Table 16 and
17.
TABLE 16
CALCULATION RESULTS SUMMARIES FOR TUBE
Damage factor at RBI date
3790.5977
Damage factor at plan date
8716.0138
Total generic failure frequency
0.0000306
Total factor management system
50%
Probability of failure (RBI date)
0.083562
Probability of failure (Plan date)
0.197204
Total consequence area for equipment damage
14.07017389 m2
Total consequence area for personnel injury
34.02010644 m2
Risk at RBI date
1.973035017 m2/year
Risk at Plan Date
4.536751674 m2/year
Risk target
Next inspection date
Risk Area with Inspection
3.71612 m2/year
12/20/2019
0.29248 m2/year
�International Journal of Marine Engineering Innovation and Research, Vol. 1(4), Sept. 2017. 317-329
(pISSN: 2541-5972, eISSN: 2548-1479)
329
TABLE 17
CALCULATION RESULTS SUMMARIES FOR HEADER BOX
Damage factor at RBI date
7154.9457
Damage factor at plan date
30448.3875
Total generic failure frequency
0.0000306
Total factor management system
50%
Probability of failure (RBI date)
0.109471
Probability of failure (Plan date)
0.111739
Total consequence area for equipment damage
4.020049682 m2
Total consequence area for personnel injury
9.720030412 m2
Risk at RBI date
1.064058236 m2/year
Risk at Plan Date
4.528176567 m2/year
Risk target
Next inspection date
Risk Area with Inspection
IV. CONCLUSION
According to the analysis of the research study,
then some conclusion could be taken as explain
below:
1. There are two damage factors obtained for the
tube and header box. They are; thinning damage
factor and CL-SCC damage factor and the result
of the damage factor for the header box is
7154.95 at RBI date and 30448.4 at plan date.
For the tube, the damage factor is 2720.62 at
RBI date and 4158.99 at the plan date.
2. The risk area value for the tubes in the new
inspection plan is 0.29248 m2/year and for the
header box the new inspection plan is 0.56251
m2/year.
3. The inspection planning for the tubes could be
generated on July 6, 2024 and inspection
planning for the header box could be generated
on July 6, 2025.
4. Remaining life for the asset is 8.696 years.
REFERENCES
[1] K. Arnold and M. Stewart, Surface Production Operation
Volume 2, Houston, Texas: Gulf Publishing Company, 1989.
[2] M. H. Faber, "Risk Based Inspection Maintenance Planning,"
Risk Based Inspection Maintenance Planning, p. 3, 2001.
[3] M. B. W. K. J B Wintle and S. S. G J Amphlett, Best practice
for risk based inspection, Norwich: Crown, 2001.
[4] M. S. Ken Arnold, Surface Production Volume 2, Houston:
Gulf Publishing Company, 1999.
3.71612 m2/year
07/06/2025
0.56251 m2/year
[5] American Petroleum Institute, Air-Cooled heat Exchangers
for General Refinery System, 6th ed., Washington: API
Publishing Service, 2006.
[6] BPPT, "Analisa Kerusakan Fin Tube Air Cooler PHE," Balai
Besar Teknologi Kekuatan Struktur (B2TKS) - BPPT,
Serpong, 2013.
[7] National Physical Laboratory, "Guides to Good Practice in
Corrosion Control," Stress Corrosion Cracking, p. 4, 2000.
[8] American Petroleum Institute, Procedures for Standards
Development, 4th ed., Washington: American Petroleum
Institute, 2011.
[9] American Petroleum institute, Risk Based Inspection
Technology, Washington, D.C.: API Publishing Service,
2008.
[10] American Petroleum Institute, Shell-and-tube Heat
Exchangers, 8th ed., Washington: American Petroleum
Institute, 2007.
[11] PT. LAPI ITB, "Tube to Tube Sheet Expansion Review and
Thermal Stress Design Review For FFC Hal-200 Leaking
Tube Root Cause Analysis," PT. LAPI ITB, Bandung, 2013.
[12] Ravi K. Sharma a, "Automation of emergency response for
petroleum oil storage terminals," Safety Science, pp. 1-12,
2015.
[13] Kaley, "Documenting and Demonstrating the Thinning," API
RP 581 Risk-Based Inspection Methodology, p. 3, November
2014.
[14] Prastowo H, Fitri S P, Gruning S. “Design of High Rate
Blender Hydraulic Power Pack Unit on Stimulation Vessel –
Study Case Stim Star Borneo for Offshore Operations at
Delta Mahakam area – East Borneo”. International Journal of
Marine Engineering Innovation and Research., vol. 1, no. 2,
Mar. 2017.
�
 nurhadi siswantoro
nurhadi siswantoro Journal IJMEIR
Journal IJMEIR