Incinerator
Incinerator
Download as pdf or txt
At a glance
Powered by AI
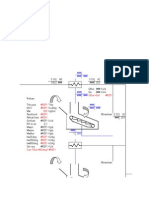
The document provides instructions for constructing, operating and maintaining a low-cost medical waste incinerator.
The incinerator consists of two combustion chambers, refractory bricks, a loading door, an ash removal door, and air inlet tubes.
The incinerator should be started with kindling and small pieces of wood and brought up to operating temperature before loading medical waste in small batches. The grate and flue should be checked and cleared every 15 minutes.
You might also like
- Grade4 Science Waste in Our World Unit Plan 3Document11 pagesGrade4 Science Waste in Our World Unit Plan 3api-528469698No ratings yet
- Flame Arrester Technical Form: SocietyDocument7 pagesFlame Arrester Technical Form: SocietyHmd MokhtariNo ratings yet
- Scope: TIP Category: Data and CalculationsDocument11 pagesScope: TIP Category: Data and CalculationsManikandan Sigamani100% (2)
- Vertical Vapor Liquid Separator Sizing: Chemical Engineering CalculationsDocument8 pagesVertical Vapor Liquid Separator Sizing: Chemical Engineering CalculationskarthickNo ratings yet
- LNG Cool DownDocument2 pagesLNG Cool DowngenergiaNo ratings yet
- Gas Velocity CalculatorDocument10 pagesGas Velocity CalculatorTran Van ThanhNo ratings yet
- Venturi Scrubber ProjectDocument1 pageVenturi Scrubber ProjectChristopher LloydNo ratings yet
- Excel Sheet For Fuel UsageDocument7 pagesExcel Sheet For Fuel UsageAnonymous Xi0MsWMpNo ratings yet
- 3.4.b.01 Air BlowerDocument2 pages3.4.b.01 Air BlowerGohar KhokharNo ratings yet
- Pharma Engg. Heat Transfer AreaDocument4 pagesPharma Engg. Heat Transfer AreamanojNo ratings yet
- Boiler Capcity-F&A 100 Deg CDocument3 pagesBoiler Capcity-F&A 100 Deg CAgeng Firstyan BagaskoroNo ratings yet
- Distilation and Flash VaporizationDocument24 pagesDistilation and Flash Vaporizationahmad jamalNo ratings yet
- Reactor WeightsDocument2 pagesReactor WeightsleekiangyenNo ratings yet
- Shell and Tube Heat Exchanger Design: Fluid AllocationDocument6 pagesShell and Tube Heat Exchanger Design: Fluid AllocationLungeloNo ratings yet
- Combustión: Section 3Document9 pagesCombustión: Section 3Luciana RequejoNo ratings yet
- English Unit Spec SheetDocument3 pagesEnglish Unit Spec SheetDanang PrakosaNo ratings yet
- Garbage IncineratorDocument59 pagesGarbage IncineratorgsdaundhNo ratings yet
- Natural Draught and Chimney - 3Document1 pageNatural Draught and Chimney - 3Sam RagNo ratings yet
- Thermal Oxidation For VOC Control: 13.1 Combustion BasicsDocument17 pagesThermal Oxidation For VOC Control: 13.1 Combustion Basicsdardocapo100% (1)
- Technical Data Sheet Therminol® Vp-1 Heat Transfer FluidDocument2 pagesTechnical Data Sheet Therminol® Vp-1 Heat Transfer FluidArifNo ratings yet
- Scrubber Catalogue R0!31!10 2017Document8 pagesScrubber Catalogue R0!31!10 2017ÇaPuLcU TosBaANo ratings yet
- Thermal Fluid Heaters 130806005318 Phpapp02 PDFDocument166 pagesThermal Fluid Heaters 130806005318 Phpapp02 PDFramakrishna.goliNo ratings yet
- Final Energy Balance-Vizag DT 9-6-18Document6 pagesFinal Energy Balance-Vizag DT 9-6-18SUBHOMOYNo ratings yet
- Dryer DatasheetDocument2 pagesDryer Datasheetthomas_v501925No ratings yet
- 240 Nm3 Per HR - Gas Equivalent - Liquid Nitrogen ConversionDocument1 page240 Nm3 Per HR - Gas Equivalent - Liquid Nitrogen Conversionengineershoaibqazi100% (1)
- Material Balance Ammonium SulphateDocument3 pagesMaterial Balance Ammonium SulphateAnkush singhNo ratings yet
- Ex Reactor DesignDocument10 pagesEx Reactor DesignNugraha Weedhee ANo ratings yet
- Boiler EconomizerDocument5 pagesBoiler Economizerreyalene gallegos100% (1)
- Contact Us: English Units Metric UnitsDocument2 pagesContact Us: English Units Metric Unitswisnu_bayusaktiNo ratings yet
- Plate Heat Exchanger CalculationDocument6 pagesPlate Heat Exchanger CalculationNgoVietCuongNo ratings yet
- Scrubber BasicsDocument5 pagesScrubber BasicsCarla MontgomeryNo ratings yet
- Film Temp Calculation For Thermic Fluid ApplicationDocument2 pagesFilm Temp Calculation For Thermic Fluid ApplicationmayurjannuNo ratings yet
- Tugas BoilerDocument33 pagesTugas BoilerAgus Dwi Nurcahyo JemberNo ratings yet
- Perhitungan Pressure Vessel LengkapDocument70 pagesPerhitungan Pressure Vessel LengkapReo Aditya MahesaNo ratings yet
- IncinerationDocument11 pagesIncinerationPhyu Mar Thein KyawNo ratings yet
- Design of Shell and Tube Heat ExchangerDocument4 pagesDesign of Shell and Tube Heat ExchangerIqra Safdar100% (1)
- Specification SheetDocument3 pagesSpecification SheetKuknesvary PuniamurthyNo ratings yet
- Is 14164 2008Document45 pagesIs 14164 2008Pukhraj DagaNo ratings yet
- Inplan - Ingenieurtechnik - Eng Thermal Oil BoilerDocument6 pagesInplan - Ingenieurtechnik - Eng Thermal Oil BoilerMeilvy Rahmadani Pane0% (1)
- CH3080 Cyclone Separator Format ErrorDocument19 pagesCH3080 Cyclone Separator Format ErrorMerlando Dany SNo ratings yet
- Literature Review 2.1 BiodieselDocument18 pagesLiterature Review 2.1 BiodieselRichard ObinnaNo ratings yet
- Gravimetric Feeder For Pulvurised FuelDocument2 pagesGravimetric Feeder For Pulvurised FuelVijay KumarNo ratings yet
- Brauer 1981Document41 pagesBrauer 1981rodgerNo ratings yet
- Overall Heat Transfer CoefficientDocument3 pagesOverall Heat Transfer CoefficientAnuj ShahiNo ratings yet
- Taijune Fire Tube Steam BoilerDocument8 pagesTaijune Fire Tube Steam BoilerAjay GoswamiNo ratings yet
- Design of Gas Induction Reactors PDFDocument32 pagesDesign of Gas Induction Reactors PDFRavindra V. LakhapatiNo ratings yet
- Gasification and PyrolysisDocument12 pagesGasification and Pyrolysismani kantaNo ratings yet
- Burner DatasheetDocument6 pagesBurner DatasheetHafiz Muhammad AbubakarNo ratings yet
- Boiler Efficiency Calculation - A Complete GuideDocument9 pagesBoiler Efficiency Calculation - A Complete GuideShujjat HussainNo ratings yet
- Plate Heat ExchangersDocument20 pagesPlate Heat ExchangersmishraenggNo ratings yet
- Coal BurnerDocument11 pagesCoal BurnerGeorge Markas50% (2)
- Effectiveness - NTU CurvesDocument31 pagesEffectiveness - NTU CurvesLoken Rizal0% (1)
- Design of Boiler Forced Draft FanDocument2 pagesDesign of Boiler Forced Draft FanAu TagolimotNo ratings yet
- Shell and Tube Heat Exchanger DesignDocument22 pagesShell and Tube Heat Exchanger DesignArpit ThumarNo ratings yet
- HxennewDocument11 pagesHxennewKumar RaNo ratings yet
- Fuel Characteristic BiomassDocument365 pagesFuel Characteristic BiomassCalvin JunNo ratings yet
- Attachment 2. Steam BalanceDocument1 pageAttachment 2. Steam Balanceandrieysyah2525No ratings yet
- Types of Jackets For Reaction VesselDocument4 pagesTypes of Jackets For Reaction VesselPRATHU SINGHNo ratings yet
- Specs For NG - MFO Fired Thermal Oil HeaterDocument52 pagesSpecs For NG - MFO Fired Thermal Oil HeaterRakapradiftaNo ratings yet
- Chimney Design and SizingDocument4 pagesChimney Design and SizingnagengineeringdepartmentNo ratings yet
- Heating SolutionsDocument36 pagesHeating SolutionspeemanukNo ratings yet
- Indo-Manual of BiogasdigesterdesignDocument6 pagesIndo-Manual of BiogasdigesterdesignAndre SuitoNo ratings yet
- Indo-Manual of BiogasdigesterdesignDocument6 pagesIndo-Manual of BiogasdigesterdesignAndre SuitoNo ratings yet
- Sustainable Landfills: The Future of Land Disposal of Municipal Solid Waste (MSW)Document29 pagesSustainable Landfills: The Future of Land Disposal of Municipal Solid Waste (MSW)Andre Suito100% (1)
- To The Methodology of The Investigation For A Sanitary Landfill SiteDocument27 pagesTo The Methodology of The Investigation For A Sanitary Landfill SiteAndre SuitoNo ratings yet
- Post Asian Tsunami Waste Management Workshop Detail Design ImplementationDocument16 pagesPost Asian Tsunami Waste Management Workshop Detail Design ImplementationAndre SuitoNo ratings yet
- Post Asian Tsunami Waste Management Plan WorkshopDocument27 pagesPost Asian Tsunami Waste Management Plan WorkshopAndre Suito100% (1)
- Solid, Toxic and Hazardous Waste: Cunningham - Cunningham - Saigo: Environmental Science 7Document42 pagesSolid, Toxic and Hazardous Waste: Cunningham - Cunningham - Saigo: Environmental Science 7Andre Suito100% (7)
- Desentralization Waste MNGMT in VietnamDocument27 pagesDesentralization Waste MNGMT in VietnamAndre SuitoNo ratings yet
- Solid Waste Management MethodsDocument44 pagesSolid Waste Management MethodsAndre Suito78% (9)
- Post Asian Tsunami Waste Management WorkshopDocument17 pagesPost Asian Tsunami Waste Management WorkshopAndre SuitoNo ratings yet
- Evolution of Landfill Technology: South American ContextDocument57 pagesEvolution of Landfill Technology: South American ContextAndre SuitoNo ratings yet
- Post Asian Tsunami Waste Management Plan WorkshopDocument32 pagesPost Asian Tsunami Waste Management Plan WorkshopAndre SuitoNo ratings yet
- Urbanisation and Municipal Solid Waste Management: A Case Study of MumbaiDocument15 pagesUrbanisation and Municipal Solid Waste Management: A Case Study of MumbaiAndre SuitoNo ratings yet
- Zrotary Clean & GreenDocument15 pagesZrotary Clean & GreenAndre SuitoNo ratings yet
- Unfcc-Green House TrainingDocument122 pagesUnfcc-Green House TrainingAndre Suito100% (1)
- Waste Management in IndiaDocument26 pagesWaste Management in IndiaAndre SuitoNo ratings yet
- Solid Waste MGT Technologies A FordeDocument23 pagesSolid Waste MGT Technologies A FordeAndre SuitoNo ratings yet
- Indonesia CDM ProjectDocument19 pagesIndonesia CDM ProjectAnh DNNo ratings yet
- Landfills: Remediation of Former Dumpsites AND Design of Engineered LandfillsDocument19 pagesLandfills: Remediation of Former Dumpsites AND Design of Engineered LandfillsAndre SuitoNo ratings yet
- Ina - Emisi Gas Di IndonesiaDocument14 pagesIna - Emisi Gas Di IndonesiaAndre SuitoNo ratings yet
- Hazardous WasteDocument22 pagesHazardous WasteAndre SuitoNo ratings yet
- 3R Implementation in Indonesia Asia 3R ConferenceDocument20 pages3R Implementation in Indonesia Asia 3R ConferenceAndre SuitoNo ratings yet
- Waste ManagementDocument29 pagesWaste ManagementAndre SuitoNo ratings yet
- Manual of Sanitary Landfill Permits and AprovalDocument142 pagesManual of Sanitary Landfill Permits and AprovalAndre SuitoNo ratings yet
- Solid Waste Management in Indian Ocean Islands & SeychellesDocument15 pagesSolid Waste Management in Indian Ocean Islands & SeychellesAndre SuitoNo ratings yet
- SC of Conrad - Britannia - LandfillDocument33 pagesSC of Conrad - Britannia - LandfillAndre SuitoNo ratings yet
- SC of Recycle PaperDocument160 pagesSC of Recycle PaperAndre Suito100% (1)
- SC of Urban Solid Waste ManagementDocument13 pagesSC of Urban Solid Waste ManagementAndre SuitoNo ratings yet
- Book of Asesment Info About WasteDocument63 pagesBook of Asesment Info About WasteAndre Suito100% (1)
- Plumbing Analysis - KPBDocument14 pagesPlumbing Analysis - KPBRhowelle Tibay100% (1)
- Basura Ang Solusyon Project (BSP) : TitleDocument2 pagesBasura Ang Solusyon Project (BSP) : TitleMico Quioco SalitaNo ratings yet
- JBF Powerpoint Healthcare-Waste-Management FinalDocument29 pagesJBF Powerpoint Healthcare-Waste-Management FinalAlif TradingNo ratings yet
- Waste ManagementDocument6 pagesWaste ManagementShivam SahaNo ratings yet
- Aspects & Impacts Register v8.2 January 2015: S I G N I F I C A N C eDocument5 pagesAspects & Impacts Register v8.2 January 2015: S I G N I F I C A N C eShashank Saxena100% (1)
- Pembudayaan Gaya Hidup LestariDocument31 pagesPembudayaan Gaya Hidup LestariAlya JamsariNo ratings yet
- Study - Assessment of The Environmental Sustainability Status in The Aviation Maintenance and Production Organisation MP DomaDocument160 pagesStudy - Assessment of The Environmental Sustainability Status in The Aviation Maintenance and Production Organisation MP DomaAbe KuhenNo ratings yet
- Kotnoor Strut W LevelDocument1 pageKotnoor Strut W Levelvishaldeshpande1990No ratings yet
- Plastic Bag Externalities and Policy in Rhode IslandDocument11 pagesPlastic Bag Externalities and Policy in Rhode IslandShariful Islam RajibNo ratings yet
- Construction of Covered Walkway in The Courtyard of The Former Kowloon British School, Tsim Sha TsuiDocument25 pagesConstruction of Covered Walkway in The Courtyard of The Former Kowloon British School, Tsim Sha TsuigregNo ratings yet
- Lithium Battery Manual: Approvals Contributing Author(s) DateDocument49 pagesLithium Battery Manual: Approvals Contributing Author(s) DateRefisal BonnetNo ratings yet
- Devulcanization - A Solution For Scrap RubberDocument7 pagesDevulcanization - A Solution For Scrap RubberCarina GallianoNo ratings yet
- Presentation From Sem Sepulveda, Forum On Residential Recycling, 10/7/19Document33 pagesPresentation From Sem Sepulveda, Forum On Residential Recycling, 10/7/19State Senator Liz KruegerNo ratings yet
- Executive Summary: Type of Vessel Existing/Proposed Nos. Capacity Total CapacityDocument6 pagesExecutive Summary: Type of Vessel Existing/Proposed Nos. Capacity Total Capacityvivek1280No ratings yet
- Filter HALTON Clean Room PDFDocument71 pagesFilter HALTON Clean Room PDFNiedha Mulya NurshandyNo ratings yet
- MSDS-Polyol Ester (RJ-1650)Document5 pagesMSDS-Polyol Ester (RJ-1650)wu jasonNo ratings yet
- PT Science-5 Q1Document5 pagesPT Science-5 Q1Daisy LopezNo ratings yet
- Al Plus2 e Alc Plus2Document222 pagesAl Plus2 e Alc Plus2kat1014100% (2)
- Treatment of Mattresses For Improved Recycling of MaterialsDocument16 pagesTreatment of Mattresses For Improved Recycling of MaterialsGhislaine Lino CortezNo ratings yet
- Septage Management in Naga CityDocument15 pagesSeptage Management in Naga CityArch Ronel Magistrado DescargaNo ratings yet
- Plant Design and EconomicsDocument311 pagesPlant Design and Economics76 NISHANT RANA100% (1)
- Spotlight On The Wynn MA, LLC Environmental Notification Form (Public Comment Opportunity)Document219 pagesSpotlight On The Wynn MA, LLC Environmental Notification Form (Public Comment Opportunity)City of Boston Gaming OfficeNo ratings yet
- Coc 1 Carry Out Minor Vehicle Maintenance and ServicingDocument21 pagesCoc 1 Carry Out Minor Vehicle Maintenance and ServicingRommel Patorito100% (1)
- Mxcare BrochureDocument50 pagesMxcare BrochureMedico IntNo ratings yet
- Hazardous Materials and Waste: C H A P T E R 8Document22 pagesHazardous Materials and Waste: C H A P T E R 8Sherina EddingNo ratings yet
- SCM Green Logistics in McDonalds ScribdDocument6 pagesSCM Green Logistics in McDonalds ScribdArun Sanal100% (1)
- Plastic PollutionDocument2 pagesPlastic Pollutionl3gend913No ratings yet
- Mama 1st QuarterDocument11 pagesMama 1st QuarterTroy Quinto De GuzmanNo ratings yet
- 26 Aug 2016 1314412405UHJ3O6KVOLLotePFRDocument32 pages26 Aug 2016 1314412405UHJ3O6KVOLLotePFR12mchc07No ratings yet