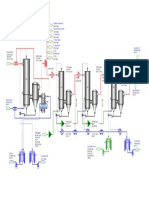
Jigger Tube - IsSCT Technical Paper
Jigger Tube - IsSCT Technical Paper
Download as pdf or txt
You might also like
- PINDSTRUP SUBSTRATES Descriptor Seeding & Plus OrangeDocument2 pagesPINDSTRUP SUBSTRATES Descriptor Seeding & Plus OrangeJuan MejiasNo ratings yet
- Api 54Document1 pageApi 54keyur1109No ratings yet
- Helmholtz Energy Equation of StateDocument10 pagesHelmholtz Energy Equation of StateSantiago MolinaNo ratings yet
- Heat Exchanger Specification Sheet US Units: 47,5 InchDocument1 pageHeat Exchanger Specification Sheet US Units: 47,5 InchGreisly MarrugoNo ratings yet
- KN Series Control Manual (KNCT2-1011)Document88 pagesKN Series Control Manual (KNCT2-1011)Sunil PawarNo ratings yet
- Importance of Recirculation in Evaporators: Chemical Engineer, American Crystal Sugar CompanyDocument2 pagesImportance of Recirculation in Evaporators: Chemical Engineer, American Crystal Sugar CompanyJavier Manuel IbanezNo ratings yet
- Cristalizacion EnfriamientoDocument9 pagesCristalizacion EnfriamientoHector Joel Chaname RodriguezNo ratings yet
- English Unit Spec SheetDocument3 pagesEnglish Unit Spec SheetDanang PrakosaNo ratings yet
- Boiling Point Elevation of Sucrose Solutions.109125520Document12 pagesBoiling Point Elevation of Sucrose Solutions.109125520Mahesh SalotagiNo ratings yet
- Sahadeo 2002 - ClarificationDocument12 pagesSahadeo 2002 - ClarificationKhaliq HussainNo ratings yet
- Modifications To and Experiences With R, Apidorr Clarifiers Including Saccharate Liming at AmatikuluDocument4 pagesModifications To and Experiences With R, Apidorr Clarifiers Including Saccharate Liming at AmatikuluJavier Manuel IbanezNo ratings yet
- Heat Exchanger Design - Part 2Document15 pagesHeat Exchanger Design - Part 2Siddhant SoymonNo ratings yet
- SRI Jigger Steam ManualDocument23 pagesSRI Jigger Steam ManualzalabiNo ratings yet
- Cane PreparationDocument2 pagesCane PreparationOmar Ahmed ElkhalilNo ratings yet
- 1974 Murray Filtering Quallity of RAw Sugar - Mechanism of Starch Influence in CarbonatationDocument11 pages1974 Murray Filtering Quallity of RAw Sugar - Mechanism of Starch Influence in CarbonatationnghiNo ratings yet
- Evaporation Principles and Black Liquor Properties: David T. Clay, PH.DDocument6 pagesEvaporation Principles and Black Liquor Properties: David T. Clay, PH.DJKKNo ratings yet
- Falling Film Evaporator Application, Adv and Dis AdvDocument8 pagesFalling Film Evaporator Application, Adv and Dis Advkishna009No ratings yet
- Mill Performance Monitoring at Gledhow Sugar MillDocument3 pagesMill Performance Monitoring at Gledhow Sugar Millmazumah5437No ratings yet
- Shell Data:: Input Echo, Tubesheet Number 1, Description: Main ShellDocument8 pagesShell Data:: Input Echo, Tubesheet Number 1, Description: Main ShellAbhishek LadNo ratings yet
- Description Materials: Cast Iron For Horizontal InstallationDocument2 pagesDescription Materials: Cast Iron For Horizontal InstallationParth GosaiNo ratings yet
- M.tech. Sugar TechnologyDocument25 pagesM.tech. Sugar TechnologyrrameshsmitNo ratings yet
- Air Ejector Cheaper Than SteamDocument5 pagesAir Ejector Cheaper Than Steamjungmuk100% (1)
- Cane Factory MillingDocument5 pagesCane Factory MillingzalabiNo ratings yet
- Air Pollution Control in The Sugar Cane PDFDocument10 pagesAir Pollution Control in The Sugar Cane PDFMiguel Angel Rozo ArangoNo ratings yet
- Condenser 69-83Document15 pagesCondenser 69-83DIPAK VINAYAK SHIRBHATENo ratings yet
- Control Philosophy Continuous Pan Jay Shree Sugar MillDocument12 pagesControl Philosophy Continuous Pan Jay Shree Sugar MillSachinNo ratings yet
- WWW Sugarprocesstech Com Condenser SystemDocument20 pagesWWW Sugarprocesstech Com Condenser SystemRuju RidhaniNo ratings yet
- Data Mesin Audit 2015Document34 pagesData Mesin Audit 2015damanik99No ratings yet
- Steam and Condensate SystemDocument5 pagesSteam and Condensate SystemAayush AgrawalNo ratings yet
- Density of Milk Lime SolutionDocument2 pagesDensity of Milk Lime SolutionLuis Miguel La Torre100% (1)
- An Engineering Approach To Design A Non Centrifugal Cane S 2020 Journal of FDocument12 pagesAn Engineering Approach To Design A Non Centrifugal Cane S 2020 Journal of Fluis ulloaNo ratings yet
- Review On Design and Operation of Clarifiers in The South African Sugar Industry For The Period 1975 To 1995Document3 pagesReview On Design and Operation of Clarifiers in The South African Sugar Industry For The Period 1975 To 1995Jomhel CalluengNo ratings yet
- EMDGDocument112 pagesEMDGbasantsri100% (1)
- Neral Yoensa PDFDocument102 pagesNeral Yoensa PDFWalter Sandoval100% (1)
- Design of Multiple Shell and Tube Heat Exchangers in Series E Shell and F ShellDocument12 pagesDesign of Multiple Shell and Tube Heat Exchangers in Series E Shell and F ShellLiu YangtzeNo ratings yet
- By P.G. Wright, A.C. Fernandes and Florenal ZarpelonDocument13 pagesBy P.G. Wright, A.C. Fernandes and Florenal ZarpelonCarlos TomeyNo ratings yet
- Air Cooled Heat Exchanger Preliminary SelectionDocument4 pagesAir Cooled Heat Exchanger Preliminary SelectionAA GGNo ratings yet
- Impeller PerformanceAug17 FRDocument10 pagesImpeller PerformanceAug17 FRSteve WanNo ratings yet
- Anexo Ii Gea BischoffDocument16 pagesAnexo Ii Gea BischoffFelipe Andres Jaque DelgadoNo ratings yet
- Molasses Conditioning: Additional Heating SurfaceDocument1 pageMolasses Conditioning: Additional Heating SurfaceTung Bui ThanhNo ratings yet
- Design and Development of Sand Bed FilterDocument22 pagesDesign and Development of Sand Bed FilterAncuta TrifoiNo ratings yet
- Steam Condensation ReportDocument17 pagesSteam Condensation ReportKingsley EdemidiongNo ratings yet
- Sugar Research & Innovation, Queensland University of Technology, AustraliaDocument10 pagesSugar Research & Innovation, Queensland University of Technology, AustraliaTeena AlawadNo ratings yet
- Eta SeriesDocument16 pagesEta SeriesjoejumbooNo ratings yet
- Coussin FirestoneDocument2 pagesCoussin FirestoneReaderRider100% (1)
- FT&HXDocument55 pagesFT&HXKelvin TanNo ratings yet
- API 614 Comments Mac-Su-3563-EDocument17 pagesAPI 614 Comments Mac-Su-3563-EJESUSNo ratings yet
- Fuel Ethanol Distillation - Fundamentals - KatzenDocument18 pagesFuel Ethanol Distillation - Fundamentals - Katzenaseptman1100% (1)
- Drum Dryer Moisture ControlDocument12 pagesDrum Dryer Moisture ControlJason RichardsonNo ratings yet
- BurnersDocument2 pagesBurnersArfianti Kurnia Nur FadillaNo ratings yet
- SRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceDocument2 pagesSRI Jigger Tubes System Delivers Improved Vacuum Pan PerformanceRoberto Rasgado Marroquin100% (1)
- ME LAB MANUAL RevisedDocument64 pagesME LAB MANUAL RevisedClint Baring ArranchadoNo ratings yet
- Control PH para Evitar Perdas EvapDocument12 pagesControl PH para Evitar Perdas EvapjavierNo ratings yet
- 1994 Gibbon Cad Thrashplate DesignDocument3 pages1994 Gibbon Cad Thrashplate DesignsurachsNo ratings yet
- Sugar - Fluid Flow VelocitiesDocument4 pagesSugar - Fluid Flow VelocitiesOmar Ahmed ElkhalilNo ratings yet
- 06 P F PlantDocument161 pages06 P F Planthirenkumar patelNo ratings yet
- 13-Sanaullah, Steam Jigging System, PSST 2015Document14 pages13-Sanaullah, Steam Jigging System, PSST 2015nghiNo ratings yet
- 499 To 511 M 09 Broadfoot and McFeatersDocument14 pages499 To 511 M 09 Broadfoot and McFeatersmarcio_limaNo ratings yet
- A Venturi Scrubber Used To Clean Gasifier Syngas Results in PDFDocument5 pagesA Venturi Scrubber Used To Clean Gasifier Syngas Results in PDFPaoLa MonTañoNo ratings yet
- JT LTS Vs VortexDocument4 pagesJT LTS Vs VortexIlya Popik100% (1)
- Drum Dryer Heat Transfer Heat RecoveryDocument3 pagesDrum Dryer Heat Transfer Heat RecoveryRajendra GuptaNo ratings yet
- Fred Redmore - ChemistryDocument12 pagesFred Redmore - ChemistryMark Anthony SantosNo ratings yet
- 2017 - 06 - Armaflex FRV PDFDocument8 pages2017 - 06 - Armaflex FRV PDFNaqqash SajidNo ratings yet
- Concreto Collection 2 0 2 0Document13 pagesConcreto Collection 2 0 2 0Akash AnandNo ratings yet
- Carbozinc 11: Selection & Specification DataDocument5 pagesCarbozinc 11: Selection & Specification DataQuy RomNo ratings yet
- Maintenance: Ca PKX 27 / Ca SLDDocument16 pagesMaintenance: Ca PKX 27 / Ca SLDCoil98100% (1)
- RAILWAY-2018: Chemistry One LinerDocument2 pagesRAILWAY-2018: Chemistry One LinerVijayNo ratings yet
- SteelDocument22 pagesSteels63et79jgeesdgNo ratings yet
- Chapter 2 Review Worksheet-GeneralDocument3 pagesChapter 2 Review Worksheet-GeneralNguyễn Đức MinhNo ratings yet
- Gubici BackflowDocument72 pagesGubici Backflowmiljan trifkovicNo ratings yet
- MUltis EP 2Document1 pageMUltis EP 2dnoaisapsNo ratings yet
- Alpha CVP-390 CNP TB 1068-18 English 20171208Document7 pagesAlpha CVP-390 CNP TB 1068-18 English 20171208Sérgio TavaresNo ratings yet
- Review PaperDocument21 pagesReview PaperjohnNo ratings yet
- Gas Laws - F3Document17 pagesGas Laws - F3Kiama GitahiNo ratings yet
- Chemistry - QP (Set - 3)Document9 pagesChemistry - QP (Set - 3)bighneshrath1No ratings yet
- Liquid in Glass ThermometerDocument21 pagesLiquid in Glass Thermometerkamyar farsNo ratings yet
- Biogas SummaryDocument5 pagesBiogas SummaryRobertRoyImmanuelBat-ogNo ratings yet
- Smartdek 51Document12 pagesSmartdek 51Fairly InsurgentNo ratings yet
- AlkaneDocument6 pagesAlkaneNadeem Haider HammadNo ratings yet
- Calcium Hydrogen Phosphate DihydrateDocument2 pagesCalcium Hydrogen Phosphate DihydrateMulayam Singh YadavNo ratings yet
- Acceptance Criteria - ASME B31.3 2022Document7 pagesAcceptance Criteria - ASME B31.3 2022muharom aprilNo ratings yet
- Adobe Scan 06-Mar-2022 PDFDocument18 pagesAdobe Scan 06-Mar-2022 PDFCerena SinghNo ratings yet
- AE Diode TheoryDocument8 pagesAE Diode Theoryprafulla patilNo ratings yet
- SPECIALSTAIN5 - LipidsDocument38 pagesSPECIALSTAIN5 - LipidsJasmine Mae RicoNo ratings yet
- Building Design System: Submitted By: Hafiz Uzair Naeem Ud DinDocument15 pagesBuilding Design System: Submitted By: Hafiz Uzair Naeem Ud DinUzair SiddiqueNo ratings yet
- A03 Material PropertiesDocument31 pagesA03 Material PropertiesNiraj BhaktwartiNo ratings yet
- Bentone 52Document2 pagesBentone 52mgamal1080No ratings yet
- Cable Termination I-FundamentalDocument35 pagesCable Termination I-Fundamentalသူ ရိန်No ratings yet
- Wall DesignDocument19 pagesWall DesignMagdy BakryNo ratings yet
- Chem 114 SyllabusDocument8 pagesChem 114 SyllabusCheska BiolenaNo ratings yet