Steel
Steel
Download as pdf or txt
You might also like
- 05 - 12 - 00 - 00 (05120) - Steel FramingDocument12 pages05 - 12 - 00 - 00 (05120) - Steel FramingMatthew Ho Choon LimNo ratings yet
- Steel Joists - MST PDFDocument7 pagesSteel Joists - MST PDFwafikmh4No ratings yet
- NU - Division 05 - MetalsDocument18 pagesNU - Division 05 - Metalsyamanta_rajNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- C552Document25 pagesC552nasir100% (2)
- Section 05120 Structural SteelDocument9 pagesSection 05120 Structural SteelMØhãmmed ØwięsNo ratings yet
- TTO-ST-0-SPC-05100 - Structural Steel SpecificationDocument18 pagesTTO-ST-0-SPC-05100 - Structural Steel Specificationsara saravananNo ratings yet
- SECTION 051200 Structural Steel Part 1 - GeneralDocument8 pagesSECTION 051200 Structural Steel Part 1 - GeneralBrijithNo ratings yet
- Section 055000 - Metal FabricationsDocument15 pagesSection 055000 - Metal FabricationsWENDING HUNo ratings yet
- Structural Steel FramingDocument21 pagesStructural Steel FramingAlejandro MorelNo ratings yet
- Structural SteelDocument4 pagesStructural Steelrize1159No ratings yet
- Pre-Fabricated Bridge - MSTDocument12 pagesPre-Fabricated Bridge - MSTwafikmh4No ratings yet
- SECTION 05 12 00 Structural Steel FramingDocument6 pagesSECTION 05 12 00 Structural Steel FramingmiteshsuneriyaNo ratings yet
- Building No. SC#Document7 pagesBuilding No. SC#ephremNo ratings yet
- Civil - Technical SpecificationsDocument28 pagesCivil - Technical SpecificationskhalidNo ratings yet
- Aluminum StructureDocument7 pagesAluminum StructureGrahamNo ratings yet
- STRUCTURAL STEEL Rev.1Document11 pagesSTRUCTURAL STEEL Rev.1mohdNo ratings yet
- Metal Fabrication - Crash BarriersDocument4 pagesMetal Fabrication - Crash Barriersabdulazeez88No ratings yet
- 05 12 00 Structural Steel FramingDocument35 pages05 12 00 Structural Steel FramingfoxeyladyNo ratings yet
- CompositeJoistStandardSpecifications PDFDocument8 pagesCompositeJoistStandardSpecifications PDFcorrokokoNo ratings yet
- SECTION 05 12 00 Structural Steel FramingDocument9 pagesSECTION 05 12 00 Structural Steel FramingJuanPaoloYbañezNo ratings yet
- GratingsDocument6 pagesGratingsHusen ZahranNo ratings yet
- Open Web Steel Joists KSeriesDocument5 pagesOpen Web Steel Joists KSeriesjack.simpson.changNo ratings yet
- Specification Steel WorksDocument59 pagesSpecification Steel WorksasadqhseNo ratings yet
- 05120-Structural SteelDocument10 pages05120-Structural SteelHusen ZahranNo ratings yet
- Uniform General Conditions For Construction Contracts, State of Texas, 2010 (UGC) - ConstructionDocument13 pagesUniform General Conditions For Construction Contracts, State of Texas, 2010 (UGC) - ConstructionTaher AmmarNo ratings yet
- Sec 05100 - Structural SteelDocument10 pagesSec 05100 - Structural Steeltiju2005hereNo ratings yet
- Division 5Document15 pagesDivision 5hari banggaNo ratings yet
- 05450-Pre Engineered Metal TrussesDocument4 pages05450-Pre Engineered Metal TrussesRamsey RasmeyNo ratings yet
- Welding Code, or AWS D1.1, Structural Welding Code-Steel) To The Construction Division, MaterialsDocument10 pagesWelding Code, or AWS D1.1, Structural Welding Code-Steel) To The Construction Division, MaterialsDak KaizNo ratings yet
- 05210-1 TCC in Riyadh Residential Complex J10-13300 Steel JoistsDocument7 pages05210-1 TCC in Riyadh Residential Complex J10-13300 Steel JoistsuddinnadeemNo ratings yet
- 31 63 29 Drilled Concrete PiersDocument13 pages31 63 29 Drilled Concrete PierssbunNo ratings yet
- Hamad International Airport Jet Fuel System Expansion: 00 31/01/2019 Issued For Construction Ms LW LW DPDocument29 pagesHamad International Airport Jet Fuel System Expansion: 00 31/01/2019 Issued For Construction Ms LW LW DPsrp. mohammedNo ratings yet
- B05210 Steel JoistsDocument7 pagesB05210 Steel JoistsMujjo SahbNo ratings yet
- PS107 (X107) D021629 - 05500 Metal FabricationsDocument17 pagesPS107 (X107) D021629 - 05500 Metal FabricationschristopherNo ratings yet
- 1 - . - Hot Dip Galvanizing AESS, Where Indicated, Is Specified in Section 05 05 156. - . - 1Document10 pages1 - . - Hot Dip Galvanizing AESS, Where Indicated, Is Specified in Section 05 05 156. - . - 1Jagatheesh RadhakrishnanNo ratings yet
- Product Guide Specification: Masterformat 2004 Edition in Parentheses. Delete Version Not RequiredDocument10 pagesProduct Guide Specification: Masterformat 2004 Edition in Parentheses. Delete Version Not RequiredmanishNo ratings yet
- Welding of Structural Steel: The Following Was Submitted by Member Phil Nolan of Structureall LTDDocument3 pagesWelding of Structural Steel: The Following Was Submitted by Member Phil Nolan of Structureall LTDaxl_calin82No ratings yet
- GRATINGS Rev.1Document7 pagesGRATINGS Rev.1mohdNo ratings yet
- SECTION 076200 Sheet Metal Flashing and Trim: 1 - GeneralDocument10 pagesSECTION 076200 Sheet Metal Flashing and Trim: 1 - GeneralCyril J PadiyathNo ratings yet
- Spec 2Document637 pagesSpec 2Waqar KhanNo ratings yet
- Pages From Hollow Core Slab DesingDocument8 pagesPages From Hollow Core Slab DesingMahmoud ShakerNo ratings yet
- Architecturally Exposed Structural Steel 05125 - : /conversion/tmp/scratch/397613755Document12 pagesArchitecturally Exposed Structural Steel 05125 - : /conversion/tmp/scratch/397613755LH BarriosNo ratings yet
- Structural Steel Spec. and ConstructionDocument12 pagesStructural Steel Spec. and ConstructionAshwani DograNo ratings yet
- King Abdullah Bin Abdulaziz Project Mataf Extension - DesignDocument14 pagesKing Abdullah Bin Abdulaziz Project Mataf Extension - DesignshoebNo ratings yet
- Guide Specifications For NUTRUSS Cold-Formed Steel FramingDocument6 pagesGuide Specifications For NUTRUSS Cold-Formed Steel FramingKeysha ApriliaNo ratings yet
- CCCC Et Ha Spec ST 649 00 Reply BDocument14 pagesCCCC Et Ha Spec ST 649 00 Reply B黄赛赛No ratings yet
- Opss-Prov 906 - 2004 - Construction Specification For Structural Steel For BridgesDocument29 pagesOpss-Prov 906 - 2004 - Construction Specification For Structural Steel For BridgesPubcrawlNo ratings yet
- Connecting Details DWG 001Document9 pagesConnecting Details DWG 001Yadhu .msa17No ratings yet
- Sample Spec For Engrs FINALDocument8 pagesSample Spec For Engrs FINALlyca809No ratings yet
- Spaceframe DetailsDocument9 pagesSpaceframe DetailsgorvjndlNo ratings yet
- 705 - Structural Steel Fabrication - BridgesDocument10 pages705 - Structural Steel Fabrication - Bridgessivagnanam sNo ratings yet
- 03 4110 Precast Double Tees1Document11 pages03 4110 Precast Double Tees1M OdebrechtNo ratings yet
- Handrail & PlatformDocument58 pagesHandrail & Platformvhung TranNo ratings yet
- SFIA 092216 NON-LOAD BEARING COLD-FORMED STEEL FRAMING Final 030522Document6 pagesSFIA 092216 NON-LOAD BEARING COLD-FORMED STEEL FRAMING Final 030522clam2014No ratings yet
- SECTION 03200 Concrete ReinforcementDocument8 pagesSECTION 03200 Concrete ReinforcementSuranga ManuNo ratings yet
- SAUL-SHARLETTE-ANGELIE-L._HOMEWORKDocument8 pagesSAUL-SHARLETTE-ANGELIE-L._HOMEWORKSharlette SaulNo ratings yet
- Section 07 42 13 - Corrugated Metal Façade Panels Part 1 - General 1.01 Related DocumentsDocument8 pagesSection 07 42 13 - Corrugated Metal Façade Panels Part 1 - General 1.01 Related DocumentsSharlette SaulNo ratings yet
- 3 2 1Document12 pages3 2 1Izo SeremNo ratings yet
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
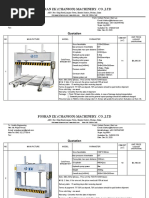
- ZK Cold Press QuotationDocument2 pagesZK Cold Press QuotationAmjad PervazNo ratings yet
- Pellet BurnerDocument11 pagesPellet BurnerAmjad PervazNo ratings yet
- Pelltech Model PV 50Document2 pagesPelltech Model PV 50Amjad PervazNo ratings yet
- Wood Pellets BurnerDocument16 pagesWood Pellets BurnerAmjad PervazNo ratings yet
- Yadon-Powered by SchulerDocument1 pageYadon-Powered by SchulerAmjad PervazNo ratings yet
- Automatic Edge Banding Machine For ABS PVC by Tiffany Price 9,230.00 USDDocument2 pagesAutomatic Edge Banding Machine For ABS PVC by Tiffany Price 9,230.00 USDAmjad PervazNo ratings yet
- Millat Equipment Limited: Request For QuotationDocument1 pageMillat Equipment Limited: Request For QuotationAmjad PervazNo ratings yet
- Special Steel Sheet: Cat - No.B1E-005-04Document16 pagesSpecial Steel Sheet: Cat - No.B1E-005-04Arnaldo Macchi MillanNo ratings yet
- Anwar Masood - Deewaar E GiryaDocument72 pagesAnwar Masood - Deewaar E GiryaAmjad PervazNo ratings yet
- Breakfast Recipes PDFDocument61 pagesBreakfast Recipes PDFmutton moonswamiNo ratings yet
- LGSF Container Back Wall External Cladding SheetDocument1 pageLGSF Container Back Wall External Cladding SheetAmjad PervazNo ratings yet
- Stevil Corporation: Steel Structure PEB, PFB and LGSFH From A 2 ZDocument2 pagesStevil Corporation: Steel Structure PEB, PFB and LGSFH From A 2 ZAmjad PervazNo ratings yet
- Engine Block CastingDocument34 pagesEngine Block CastingAmjad Pervaz100% (1)
- Tools For PFBDocument28 pagesTools For PFBAmjad PervazNo ratings yet
- Duracrete: Reducing Enhancing 3-DimensionalDocument5 pagesDuracrete: Reducing Enhancing 3-DimensionalAmjad PervazNo ratings yet
- IFRC SRU SD VUB Frame For Family Tent Feasibility StudyDocument11 pagesIFRC SRU SD VUB Frame For Family Tent Feasibility StudyAmjad PervazNo ratings yet
- Blast Resistant: Doors & FramesDocument1 pageBlast Resistant: Doors & FramesAmjad PervazNo ratings yet
- Wuxi Mantoca International CoDocument22 pagesWuxi Mantoca International CoAmjad PervazNo ratings yet
- Safety Data Sheet: Any Building Any Surface AnywhereDocument3 pagesSafety Data Sheet: Any Building Any Surface AnywhereAmjad PervazNo ratings yet
- Evacuation of Disabled People: WWW - Firecall.ltd - UkDocument1 pageEvacuation of Disabled People: WWW - Firecall.ltd - UkAmjad PervazNo ratings yet
- Electrical Systems in A BuildingDocument76 pagesElectrical Systems in A BuildingPitz Shady ShinNo ratings yet
- Experimental Investigation On Environmental Utilization of e Waste ManagementDocument4 pagesExperimental Investigation On Environmental Utilization of e Waste ManagementMuthu LakshmiNo ratings yet
- Columns - Inelastic BucklingDocument1 pageColumns - Inelastic BucklingpaoloNo ratings yet
- UHPFRC-Material, Design & Application by Dr. Satish JainDocument43 pagesUHPFRC-Material, Design & Application by Dr. Satish JainSreekanth SattirajuNo ratings yet
- 1.3 - Documentary VideoDocument4 pages1.3 - Documentary Videoivan.gondav40No ratings yet
- UW50 Technical ManualDocument112 pagesUW50 Technical ManualRadamesLaraNo ratings yet
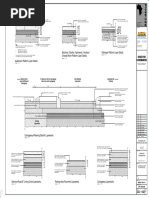
- Ablutions / Booths / Aprtments / Ancillary / Change Room Platform Layer DetailsDocument1 pageAblutions / Booths / Aprtments / Ancillary / Change Room Platform Layer DetailsJose Amorim0% (1)
- 20 - Concrete MaterialsDocument30 pages20 - Concrete MaterialsHanafiahHamzahNo ratings yet
- JOSON - Joshua C. - 5AR-1 - Assignment No. 3 - ProfPrac 3 - Compre 2Document13 pagesJOSON - Joshua C. - 5AR-1 - Assignment No. 3 - ProfPrac 3 - Compre 2Joshua C. JosonNo ratings yet
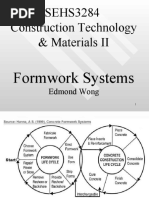
- SEHS3284 Construction Technology & Materials II: Formwork SystemsDocument125 pagesSEHS3284 Construction Technology & Materials II: Formwork SystemsjimmyNo ratings yet
- Piping Class CS1 300 4Document3 pagesPiping Class CS1 300 4rakicbg100% (1)
- 6315 Wastegate Backpressure Regulator LT PDFDocument2 pages6315 Wastegate Backpressure Regulator LT PDFMOHANNo ratings yet
- 4 - Lec 3 - 1 MaterialDocument55 pages4 - Lec 3 - 1 Materialumi_hayyatNo ratings yet
- Visual ConcreteDocument17 pagesVisual ConcreteKCNo ratings yet
- As-Built Drawings - Minera Escondida (Revised)Document8 pagesAs-Built Drawings - Minera Escondida (Revised)Marcelo Pedemonte BastíasNo ratings yet
- Adolf Loos-The Life-The Theories-Villa MuellerDocument58 pagesAdolf Loos-The Life-The Theories-Villa MuellerIulia Ion50% (2)
- KTDC Pavement Design ReportDocument64 pagesKTDC Pavement Design ReportZubair BhamNo ratings yet
- Valvula Bola Trunnion TVDocument6 pagesValvula Bola Trunnion TVRicNo ratings yet
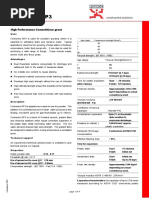
- Conbextra GP3Document4 pagesConbextra GP3abhay_joshi2002No ratings yet
- BMed Duplex Pressure Reducing Stations Instruction Manual 2005695Document7 pagesBMed Duplex Pressure Reducing Stations Instruction Manual 2005695RUN GONo ratings yet
- Project IshanDocument9 pagesProject IshanKumarNo ratings yet
- Mathematical Modeling and Manufacturing of Hdpe/pp Bricks Using Different Fillers by Continuous Extrusion ProcessDocument65 pagesMathematical Modeling and Manufacturing of Hdpe/pp Bricks Using Different Fillers by Continuous Extrusion ProcessEkta ChaturvediNo ratings yet
- RBL Bronze InterchangeDocument30 pagesRBL Bronze InterchangeRingball_GusNo ratings yet
- CIE 316 LimeDocument6 pagesCIE 316 LimeinnocentNo ratings yet
- Hand Crafted Homes 1Document34 pagesHand Crafted Homes 1dharanya sivabalanNo ratings yet
- Lecture No.4 - Soil Stabilization and CompactionDocument10 pagesLecture No.4 - Soil Stabilization and CompactionShehrezad Manuel100% (1)
- Manual Air Condition Daewoo DSB-070L DSB-091LDocument32 pagesManual Air Condition Daewoo DSB-070L DSB-091LzefraNo ratings yet
- Factory Standard: Miele, Imperial 2014 Part 1/01 01.08.2008 2014 Part 01/02 and Suppliers 01.06.99 01.09.2008 1 9Document9 pagesFactory Standard: Miele, Imperial 2014 Part 1/01 01.08.2008 2014 Part 01/02 and Suppliers 01.06.99 01.09.2008 1 9adrianNo ratings yet
- Lecture3 (Earth Work and Mass Hual Diagram) 2Document16 pagesLecture3 (Earth Work and Mass Hual Diagram) 2Jasper Kenneth Peralta100% (3)