100% found this document useful (2 votes)
174 viewsCondensers: Sankar Bandyopadhyay
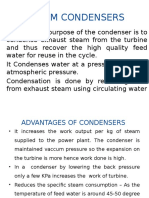
1) Condensers are large heat exchangers that use cooling water to condense steam exhausted from turbines, transferring heat from the steam to the cooling water.
2) Improving condenser vacuum by 10 mmHg can improve heat rate by 20 Kcal/kWh for a 210 MW unit, saving over 9,400 tons of coal per year.
3) Condensers must remove non-condensable gases to maintain vacuum and efficient heat transfer, using equipment like steam jet air ejectors or vacuum pumps.
Uploaded by
Alidin GayoCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
100% found this document useful (2 votes)
174 viewsCondensers: Sankar Bandyopadhyay
1) Condensers are large heat exchangers that use cooling water to condense steam exhausted from turbines, transferring heat from the steam to the cooling water.
2) Improving condenser vacuum by 10 mmHg can improve heat rate by 20 Kcal/kWh for a 210 MW unit, saving over 9,400 tons of coal per year.
3) Condensers must remove non-condensable gases to maintain vacuum and efficient heat transfer, using equipment like steam jet air ejectors or vacuum pumps.
Uploaded by
Alidin GayoCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
/ 37