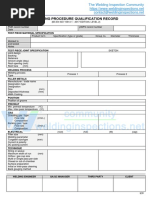
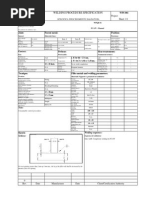
WPS Format For AWS D1.1 - WPS - SAW
WPS Format For AWS D1.1 - WPS - SAW
Download as pdf or txt
You might also like
- Dantherm VAM 40 Army Heater Service Manual VA-M 40 MK II - ServiceM - 2.2 - en - 971145 - 92sDocument92 pagesDantherm VAM 40 Army Heater Service Manual VA-M 40 MK II - ServiceM - 2.2 - en - 971145 - 92sRichardNo ratings yet
- WPS Format For ISO 15614-1 PQRDocument3 pagesWPS Format For ISO 15614-1 PQRThe Welding Inspections Community100% (2)
- Cajon-001 WPSDocument2 pagesCajon-001 WPSDanem HalasNo ratings yet
- 2019 Product Catalog WebDocument104 pages2019 Product Catalog WebIan Niko100% (1)
- WPS Format For ISO 9606-1 WelderDocument2 pagesWPS Format For ISO 9606-1 WelderThe Welding Inspections Community100% (1)
- WPS Format For AWS D1.1 - WelderDocument1 pageWPS Format For AWS D1.1 - WelderThe Welding Inspections Community100% (1)
- WPS Format For ASME IX - PQR-AllDocument3 pagesWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- Leseprobe Guidelines For XRF Analysis1Document12 pagesLeseprobe Guidelines For XRF Analysis1faheemqc100% (1)
- STOICHIOMETRY (Yield, Conversion, Selectivity)Document4 pagesSTOICHIOMETRY (Yield, Conversion, Selectivity)kennethmsoriano67% (3)
- VILTER - Cool Compression Operation ManualDocument96 pagesVILTER - Cool Compression Operation ManualDiego Trinidad100% (1)
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- WPS Format For AWS D1.1 - WPS - FCAWDocument1 pageWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityNo ratings yet
- Procedure Qualification Record (PQR) : JointDocument2 pagesProcedure Qualification Record (PQR) : JointBalkishan DyavanapellyNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- Welding Procedure Specification (WPS) : N.A N.ADocument1 pageWelding Procedure Specification (WPS) : N.A N.AMajdi Jerbi100% (1)
- Ncpfirst - X-Form - PDF Example: (Epc - Dedicated Front Cover Sheet Here)Document11 pagesNcpfirst - X-Form - PDF Example: (Epc - Dedicated Front Cover Sheet Here)mohammed shaffi abdul rahman0% (1)
- Wps 7018 SmawDocument1 pageWps 7018 SmawErick VazquezNo ratings yet
- WPS - 020Document15 pagesWPS - 020MAT-LION100% (2)
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- SMAW DuniDocument4 pagesSMAW DuniMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PQR (GMAW) - NotesDocument3 pagesPQR (GMAW) - Notesbibianamercado02No ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Sujan Das WQTDocument2 pagesSujan Das WQTMD Shadikul Huq ShezanNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- Welding Procedure Specification For GTAWDocument9 pagesWelding Procedure Specification For GTAWraja reyhanNo ratings yet
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
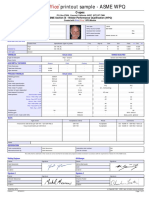
- WPQ Sample PrintoutDocument1 pageWPQ Sample PrintoutKannan Vel100% (1)
- WPQ Certificates Klis14Document8 pagesWPQ Certificates Klis14AdhicharanNo ratings yet
- Welding Procedure Specification: Neo StructoDocument2 pagesWelding Procedure Specification: Neo Structohareesh13hNo ratings yet
- Weld Log PDFDocument1 pageWeld Log PDFDeniz AydinNo ratings yet
- WPS + PQR (Aws D1.1)Document1 pageWPS + PQR (Aws D1.1)adiNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- PQR Sample PrintoutDocument2 pagesPQR Sample PrintoutDhewo Rachmad Yansyah100% (3)
- Bohler Fox N Ev48-1Document1 pageBohler Fox N Ev48-1brayanNo ratings yet
- Doosan Power Systems Indai PVT Limited: System CalibrationDocument3 pagesDoosan Power Systems Indai PVT Limited: System CalibrationBalkishan DyavanapellyNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- Welder Certificate UpdatedDocument25 pagesWelder Certificate Updatedm.aljhany18No ratings yet
- WPS 316 L PDFDocument4 pagesWPS 316 L PDFIrinaNo ratings yet
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- 25 Tack Welder - ABSDocument7 pages25 Tack Welder - ABSvudinhnambrNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Sample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesSample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Luis Carlos Clericci LimonNo ratings yet
- WPS - 016Document11 pagesWPS - 016MAT-LIONNo ratings yet
- WPS - 006Document13 pagesWPS - 006MAT-LIONNo ratings yet
- WPS ListDocument2 pagesWPS ListAdeel OmerNo ratings yet
- Smaw PQR FinalDocument3 pagesSmaw PQR Finalsheikmoin100% (1)
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Mechanical Test 1Document21 pagesMechanical Test 1Manoranjan sharmaNo ratings yet
- MTC TubeDocument1 pageMTC TubeLUIZ CALROSNo ratings yet
- Ask Team To Add Company Logo Her "Shri Ganesh Engineering"Document4 pagesAsk Team To Add Company Logo Her "Shri Ganesh Engineering"manoj thakkar100% (1)
- Flux Baking RegisterDocument4 pagesFlux Baking RegistersurwaneNo ratings yet
- Wps 1010 IfrDocument28 pagesWps 1010 IfrSyed Mahmud Habibur RahmanNo ratings yet
- WPS Form - A - ENGDocument1 pageWPS Form - A - ENGdavidemolNo ratings yet
- WPS PQR FormatsDocument22 pagesWPS PQR Formatsmdharmaraj28No ratings yet
- QW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Document3 pagesQW - 483 Procedure Qualification Record: Wps No. Welding Process (Es) Type (Manual, Automatic, Semi-Auto)Alesol EquipmentNo ratings yet
- PQR FC-19-23.1Document2 pagesPQR FC-19-23.1cycsi02No ratings yet
- PQR - 152Document3 pagesPQR - 152MAT-LIONNo ratings yet
- SS WPSDocument1 pageSS WPSMOHAMEDABBASNo ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- WPS106 6010 WPS 107 7024 Secondary and Post SecondaryDocument1 pageWPS106 6010 WPS 107 7024 Secondary and Post SecondaryahmedNo ratings yet
- Awsd1 191019041556 PDFDocument1 pageAwsd1 191019041556 PDFBiswasNo ratings yet
- WPS Format For AWS D1.1 - WPS - SMAWDocument1 pageWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNo ratings yet
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocument1 pageAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipNo ratings yet
- WPS Format For ISO 15614-1 WPSDocument1 pageWPS Format For ISO 15614-1 WPSThe Welding Inspections CommunityNo ratings yet
- WPS Format For AWS D1.1 - WPS - SMAWDocument1 pageWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNo ratings yet
- WPS Format For Asme Ix - Wps - GtawDocument1 pageWPS Format For Asme Ix - Wps - GtawThe Welding Inspections Community50% (2)
- WPS Format For ASME IX - WQTDocument1 pageWPS Format For ASME IX - WQTThe Welding Inspections CommunityNo ratings yet
- WPS Format For ASME IX - WPS - SAWDocument1 pageWPS Format For ASME IX - WPS - SAWThe Welding Inspections CommunityNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- WPS Format For Asme Ix - Wps - SmawDocument1 pageWPS Format For Asme Ix - Wps - SmawThe Welding Inspections CommunityNo ratings yet
- WPS Format For AWS D1.1 - PQR - SMAWDocument3 pagesWPS Format For AWS D1.1 - PQR - SMAWThe Welding Inspections Community100% (3)
- WPS Format For Asme Ix - Wps - Gtaw SmawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SmawThe Welding Inspections Community100% (1)
- WPS Format For Asme Ix - Wps - Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Steam Room Construction & Generator Sizing GuideDocument2 pagesSteam Room Construction & Generator Sizing GuideasdthuNo ratings yet
- Electric HeatingDocument34 pagesElectric HeatingRamanujam O SNo ratings yet
- Manufacturing President COO CFO in Saginaw MI Resume Charles LangeDocument1 pageManufacturing President COO CFO in Saginaw MI Resume Charles LangeCharles LangeNo ratings yet
- Listado de Estándares de ASHRAEDocument7 pagesListado de Estándares de ASHRAECarlos VINo ratings yet
- Smacna Duct LeakageDocument3 pagesSmacna Duct Leakageanton7786No ratings yet
- Brake System: SectionDocument34 pagesBrake System: Sectiontomallor101No ratings yet
- Leather Tanning Process Using AluminiumDocument13 pagesLeather Tanning Process Using Aluminiumanon_632703628No ratings yet
- Sor CivilDocument33 pagesSor CivilYugal Pandey Sonu100% (1)
- Partes Fso-4305 PDFDocument10 pagesPartes Fso-4305 PDFcheolllNo ratings yet
- Uniflair SDA0601: Equipment Computech Close Control A/C Units (Main Data Centre)Document6 pagesUniflair SDA0601: Equipment Computech Close Control A/C Units (Main Data Centre)Arnold MokuaNo ratings yet
- 2015 Structure and Electrical Behaviors of 0.36BiScO3-0.64PbTiO3 Ceramics With Overdosing Bi and PB Starting MaterialsDocument6 pages2015 Structure and Electrical Behaviors of 0.36BiScO3-0.64PbTiO3 Ceramics With Overdosing Bi and PB Starting MaterialsAnaghaNo ratings yet
- Rasistor Color Code-1103Document2 pagesRasistor Color Code-1103Sadanand DubeyNo ratings yet
- NitridesDocument30 pagesNitridesOsvaldo Lopez VelaNo ratings yet
- 4 Absorption PDFDocument36 pages4 Absorption PDFHoongNo ratings yet
- Psebm150 ADocument45 pagesPsebm150 AMohamedElsawiNo ratings yet
- Coal Feeder BlockageDocument1 pageCoal Feeder BlockageMuhammad luqmanNo ratings yet
- E-Waste Management Scenarios in Malaysia: September 2014Document9 pagesE-Waste Management Scenarios in Malaysia: September 2014Pravin PeriasamyNo ratings yet
- Crack Width Calculation: MaterialsDocument2 pagesCrack Width Calculation: MaterialsIrfan AliNo ratings yet
- Casting TheoryDocument22 pagesCasting TheoryJairam Atluri100% (1)
- Minor Project For Civil EngineeringDocument52 pagesMinor Project For Civil EngineeringRupesh GenesisNo ratings yet
- Public Disclosure Report Pakistan Jul 2023Document13 pagesPublic Disclosure Report Pakistan Jul 2023Amer ZeeshanNo ratings yet
- TDS Oscar Zircon Starlight SAE 10W40 15W40 API CI 4 SL ACEA E7Document1 pageTDS Oscar Zircon Starlight SAE 10W40 15W40 API CI 4 SL ACEA E7901shahzadNo ratings yet
- 888 Product Tech Data SheetDocument1 page888 Product Tech Data SheetPowerGuardSealersNo ratings yet
- Radioactive Waste ManagementDocument15 pagesRadioactive Waste Managementrickymartin23No ratings yet
- Self Healing ConcreteDocument4 pagesSelf Healing ConcreteAvilayyina ANo ratings yet
- Review of Recent Progress in Solid-State Dye-Sensitized Solar CellsDocument25 pagesReview of Recent Progress in Solid-State Dye-Sensitized Solar CellsDenis NegreaNo ratings yet