WPS-46 - Gtaw & Smaw Tig + Smaw
WPS-46 - Gtaw & Smaw Tig + Smaw
Download as xls, pdf, or txt
At a glance
Powered by AI
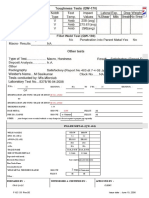
The document covers welding procedure specifications (WPS) for gas tungsten arc welding (GTAW) and shielded metal arc welding (SMAW) of various joint configurations including groove and fillet welds in various positions. It provides parameters for current, voltage, travel speed and gas flow rates.
The document covers GTAW and SMAW welding processes. For groove welds it covers the 3G position while for fillet welds it covers all positions. Backing is used for some joints.
The base materials being welded are SA ILMA 450HI steel to S355J2+N steel and SA ILMA 450HI steel to IS 2062 Gr B steel. The filler metals specified are E80S-D2, E9018-D1 and ER90S-B3.
You might also like
- QW-482 201.1Document2 pagesQW-482 201.1Barwin Cruz100% (1)
- WPS List For WINDMILL TowerDocument3 pagesWPS List For WINDMILL TowerPravin PatilNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- Welding Procedure Specification - TemplateDocument2 pagesWelding Procedure Specification - TemplateDiosdado Mingi Jr.100% (4)
- WPSDocument3 pagesWPSKhurram Burjees100% (1)
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- WPS - 006Document13 pagesWPS - 006MAT-LIONNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad Daniel100% (1)
- WPS - 016Document11 pagesWPS - 016MAT-LIONNo ratings yet
- Wps 1010 IfrDocument28 pagesWps 1010 IfrSyed Mahmud Habibur RahmanNo ratings yet
- Welding Procedure Specification: Neo StructoDocument2 pagesWelding Procedure Specification: Neo Structohareesh13hNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- WPS106 6010 WPS 107 7024 Secondary and Post SecondaryDocument1 pageWPS106 6010 WPS 107 7024 Secondary and Post SecondaryahmedNo ratings yet
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- Wps A53 Gtaw R00Document2 pagesWps A53 Gtaw R00Richard PeriyanayagamNo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- PQR Form (Welding)Document2 pagesPQR Form (Welding)jasmineammaNo ratings yet
- Welding Procedure Specification (WPS) : N.A N.ADocument1 pageWelding Procedure Specification (WPS) : N.A N.AMajdi Jerbi100% (1)
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Bohler Fox N Ev48-1Document1 pageBohler Fox N Ev48-1brayanNo ratings yet
- Wps For Smaw06-001 (Pipe 6g CS)Document10 pagesWps For Smaw06-001 (Pipe 6g CS)walitedisonNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- WPS Updated PDFDocument2 pagesWPS Updated PDFRaja Muaz Ahmad KhanNo ratings yet
- PQR (GMAW) - NotesDocument3 pagesPQR (GMAW) - Notesbibianamercado02No ratings yet
- Weld Inspection Report / Sentence Sheet Print Full Name: Specimen NumberDocument6 pagesWeld Inspection Report / Sentence Sheet Print Full Name: Specimen NumberWalid BdeirNo ratings yet
- Draft WPS Welder R0Document51 pagesDraft WPS Welder R0R Bernanda Argandhi SaputraNo ratings yet
- Welder I.D CardDocument2 pagesWelder I.D Cardvhung TranNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad Pathan100% (1)
- Weld Metal Calculation 1Document9 pagesWeld Metal Calculation 1KentDemeterioNo ratings yet
- WPS For SSDocument1 pageWPS For SSdeepakNo ratings yet
- WPS Aws D1 1Document2 pagesWPS Aws D1 1Rohit MalhotraNo ratings yet
- Welding Coordinator WeldMap Weld Data SheetDocument1 pageWelding Coordinator WeldMap Weld Data Sheetquocphong199No ratings yet
- Aluminum Welding ProceedureDocument14 pagesAluminum Welding ProceedureGregEverett2No ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- S.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMDocument12 pagesS.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMRajiv DamodarNo ratings yet
- F-PRD-02 List of WPS PQR - Mitesh PDFDocument1 pageF-PRD-02 List of WPS PQR - Mitesh PDFJitu Padhiyar PadhiyarNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- Gmaw Complete Aws d1.6Document1 pageGmaw Complete Aws d1.6Silvia CardenasNo ratings yet
- Wps 316L Gtaw R00Document3 pagesWps 316L Gtaw R00Richard Periyanayagam60% (5)
- Sample WPS On WPS CipsDocument19 pagesSample WPS On WPS CipsagusNo ratings yet
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 pagesCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- WPS PQR-05Document10 pagesWPS PQR-05Ranjan KumarNo ratings yet
- Wps Aws d1.1 NEWDocument2 pagesWps Aws d1.1 NEWIkhy Tohepaly100% (2)
- Dimension Check & Fit Up Inspection Report (Piping)Document1 pageDimension Check & Fit Up Inspection Report (Piping)ZaidiNo ratings yet
- WQTR 004-2Document2 pagesWQTR 004-2walitedisonNo ratings yet
- New Microsoft Excel WorksheetDocument6 pagesNew Microsoft Excel Worksheetravi00098No ratings yet
- WPS-43 - Gtaw & Smaw Tig + SmawDocument19 pagesWPS-43 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- Wps PQR PipexlsxDocument190 pagesWps PQR PipexlsxIshwarNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument5 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148No ratings yet
- Wps & PQR For Valve Installation - XLSX Fix TerbaruDocument20 pagesWps & PQR For Valve Installation - XLSX Fix Terbarufebri100% (1)
- QW 483 - PQR (Gtaw+smaw) 04.01.17Document8 pagesQW 483 - PQR (Gtaw+smaw) 04.01.17Srikant GanjiNo ratings yet
- Sumgo WPS - SE - WPS - 43Document1 pageSumgo WPS - SE - WPS - 43Avinash ShrivastavaNo ratings yet
- WPS-43 - Gtaw & Smaw Tig + SmawDocument19 pagesWPS-43 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- QMS - of A CompanyDocument172 pagesQMS - of A CompanyAvinash ShrivastavaNo ratings yet
- Tendernotice 5 PDFDocument27 pagesTendernotice 5 PDFAvinash ShrivastavaNo ratings yet
- 1PH Half Bridge InverterDocument31 pages1PH Half Bridge InvertertintuvrNo ratings yet
- ENR-PRD-11 Functional Tests PLC BIO-SEA - BSEA009959Document1 pageENR-PRD-11 Functional Tests PLC BIO-SEA - BSEA009959javahz74No ratings yet
- Q Cells Data Sheet Q.peak Duo-G8 345-360 Global 2019-05 Rev02 enDocument2 pagesQ Cells Data Sheet Q.peak Duo-G8 345-360 Global 2019-05 Rev02 envijayNo ratings yet
- Ieee STD Ansi-Ieee c37.12-1979Document54 pagesIeee STD Ansi-Ieee c37.12-1979abdou sami100% (1)
- 3-Db Coupler (90° Hybrid) 800 - 2200 MHZ: Technical DataDocument1 page3-Db Coupler (90° Hybrid) 800 - 2200 MHZ: Technical DataRadu BarbuNo ratings yet
- Line Scan (Switch Hook) : NamesDocument3 pagesLine Scan (Switch Hook) : NamesUsairumNo ratings yet
- Engine and Hydraulic Pump Controller: Pantalla AnteriorDocument5 pagesEngine and Hydraulic Pump Controller: Pantalla AnteriorHamilton Miranda100% (3)
- 2687 Vol-4Document346 pages2687 Vol-4Arun GuptaNo ratings yet
- Laboratory Experiment No.4 AC Triggering of An SCRDocument8 pagesLaboratory Experiment No.4 AC Triggering of An SCRMary Jane MalibiranNo ratings yet
- VFD Harmonics and Bearing FailureDocument7 pagesVFD Harmonics and Bearing FailurecoltondNo ratings yet
- Failure Analysis of Oil Leakage in 500kV CB Grading CapacitorDocument8 pagesFailure Analysis of Oil Leakage in 500kV CB Grading Capacitorchandraippa2No ratings yet
- SPH3U1 Exam Review NotesDocument26 pagesSPH3U1 Exam Review Notesrahihot100% (1)
- CT 150 Rev1Document2 pagesCT 150 Rev1berliani navitasNo ratings yet
- Radio Principles Precis 2Document80 pagesRadio Principles Precis 2JOSPHAT YEGONNo ratings yet
- Amplifier Monitoring: Features - Technical SpecificationsDocument1 pageAmplifier Monitoring: Features - Technical SpecificationsAli AimranNo ratings yet
- Outdoor Selectable-Output Horns, Strobes, and Horn Strobes For Wall ApplicationsDocument4 pagesOutdoor Selectable-Output Horns, Strobes, and Horn Strobes For Wall ApplicationsKeith NgNo ratings yet
- Medium Voltage Potential Transformer Ptg5: Features 15Kv ClassDocument2 pagesMedium Voltage Potential Transformer Ptg5: Features 15Kv ClassalejandrozabalaNo ratings yet
- Dse8610 ManualDocument105 pagesDse8610 ManualDavid RosalesNo ratings yet
- Cs-G95ke Cu-G95keDocument114 pagesCs-G95ke Cu-G95keDũng LêNo ratings yet
- Hubbel CA10104EDocument44 pagesHubbel CA10104ESebastián AlmagroNo ratings yet
- Natural Radio ReceiverDocument4 pagesNatural Radio ReceiverFJ GLNo ratings yet
- A9MEM3100Document2 pagesA9MEM3100Nicusor MiertescuNo ratings yet
- Microchip AN1468 Peripheral Brief Programmable Switch Mode ControllerDocument16 pagesMicrochip AN1468 Peripheral Brief Programmable Switch Mode ControllerRoland SzandNo ratings yet
- Isc N-Channel MOSFET Transistor BUZ11: INCHANGE Semiconductor Product SpecificationDocument2 pagesIsc N-Channel MOSFET Transistor BUZ11: INCHANGE Semiconductor Product SpecificationKann das seinNo ratings yet
- Jurnal Praktikum Garis Beban DiodaDocument9 pagesJurnal Praktikum Garis Beban DiodaSabila Az-Zahra A1No ratings yet
- Experimental Performance Evaluation of Battery PoweredDocument5 pagesExperimental Performance Evaluation of Battery Poweredrando methinguscribdNo ratings yet
- 11 TH Group - ArtikelDocument9 pages11 TH Group - ArtikelLutfiana LraswNo ratings yet
- CH 10Document83 pagesCH 10이잉No ratings yet
- Introduction To Semiconductor ModuleDocument36 pagesIntroduction To Semiconductor Modulelozanojuanmiguel37No ratings yet
- Series 7100 6KVADocument2 pagesSeries 7100 6KVAMiguel Angel Ortiz JimenezNo ratings yet