Sizing (Slashing)
Sizing (Slashing)
Download as pdf or txt
You might also like
- Gokaldas PVT LTD: Visvesvaraya Technological UniversityDocument51 pagesGokaldas PVT LTD: Visvesvaraya Technological UniversityChandana DevrajNo ratings yet
- Yarn Defect-Final - ReadyDocument47 pagesYarn Defect-Final - Readyparash rajNo ratings yet
- Project ProposalDocument9 pagesProject ProposalArjay Tanawan Erestain100% (2)
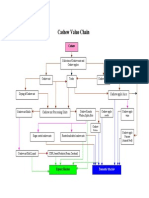
- Cashew Value ChainDocument9 pagesCashew Value ChainMargo SmithNo ratings yet
- Processed Food 2018 OctDocument12 pagesProcessed Food 2018 OctHendarNo ratings yet
- THERMAX Yarn Dyed Fabrics Limited FinalDocument20 pagesTHERMAX Yarn Dyed Fabrics Limited Finalsoyeb60100% (2)
- QDB Tasdeer Exporter 2018 EnglishDocument155 pagesQDB Tasdeer Exporter 2018 EnglishEzhilan SundaramNo ratings yet
- Short Introduction of Sizing / Warping / WeavingDocument14 pagesShort Introduction of Sizing / Warping / WeavingAmir YasinNo ratings yet
- Sizing Machine Further ExplainDocument8 pagesSizing Machine Further ExplainAsadNo ratings yet
- Development in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghDocument24 pagesDevelopment in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghAnonymous Pt7NHkat9No ratings yet
- Yarn Waxing XXXXXXXDocument23 pagesYarn Waxing XXXXXXXTamer Farouk Khalifa100% (1)
- Objective of SizingDocument2 pagesObjective of Sizingnow4jadu100% (1)
- Yarn Preparation For Weaving IDocument18 pagesYarn Preparation For Weaving IKathirrveluSubramainan0% (1)
- Sizing at A GlanceDocument6 pagesSizing at A Glancesoyeb60No ratings yet
- Development of Jute / Cotton Blended Garment For Winter Wear By: B. Sathish BabuDocument31 pagesDevelopment of Jute / Cotton Blended Garment For Winter Wear By: B. Sathish BabuAjaz Banna100% (1)
- Thermal Properties of Textile Fiber Introduction of Thermal PropertyDocument6 pagesThermal Properties of Textile Fiber Introduction of Thermal PropertyRashedul IslamNo ratings yet
- Yarn Manufacturing 3Document12 pagesYarn Manufacturing 3Muhammad Farooq Kokab0% (1)
- Air Jet Weft InsertionDocument79 pagesAir Jet Weft Insertionzeeshan afzal100% (1)
- Cone Winding - IntroductionDocument32 pagesCone Winding - Introductionawaismehmoodkhan.213100% (1)
- What Is AutolevellerDocument3 pagesWhat Is AutolevellersafiaNo ratings yet
- Shed Geometry ElementsDocument21 pagesShed Geometry ElementsMuhammad Ahsan Mir100% (3)
- Controlled Compressive Shrinkage ProcessDocument4 pagesControlled Compressive Shrinkage ProcessSaidur Rahman SajibNo ratings yet
- Yarn TexturingDocument33 pagesYarn TexturingAbdul QadeerNo ratings yet
- Bobtex Spinning TechnologyDocument13 pagesBobtex Spinning Technologychinmay566679950% (1)
- Evenness: Methods of Measuring Yarn EvennessDocument14 pagesEvenness: Methods of Measuring Yarn EvennessJuan CubasNo ratings yet
- Blending at BlowroomDocument3 pagesBlending at Blowroommoosking100% (1)
- Department of Textile Engineering: Lab ReportDocument6 pagesDepartment of Textile Engineering: Lab ReportMd Ifta Khairul Alam100% (1)
- Unit - IiDocument27 pagesUnit - IiJoseph KuruvilaNo ratings yet
- Introduction To Open-End SpinningDocument25 pagesIntroduction To Open-End SpinningGarmentLearnerNo ratings yet
- Warp Sizing NumericalsDocument6 pagesWarp Sizing NumericalsGagan Mahawar100% (1)
- Bobtex Spinning ProcessDocument8 pagesBobtex Spinning Processvermadeen0% (1)
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texNo ratings yet
- Name: Mahmudul Hasan ID: 181-014-041 Section: A Course Title: Textile Testing & Quality Control-2 (Lab) Course Code: TXE-312Document12 pagesName: Mahmudul Hasan ID: 181-014-041 Section: A Course Title: Textile Testing & Quality Control-2 (Lab) Course Code: TXE-312Mahmudul HasanNo ratings yet
- Autoconer Automatic Winding MachineDocument8 pagesAutoconer Automatic Winding MachineAbhay KumarNo ratings yet
- Knitting MachineDocument19 pagesKnitting MachineShamima akterNo ratings yet
- Loom TimingDocument7 pagesLoom TimingMardiyya SuleimanNo ratings yet
- Ring SpinningDocument11 pagesRing SpinningShahid MahmoodNo ratings yet
- WarpingDocument5 pagesWarpingKashif Xahir Khan100% (1)
- Serviceability, Wear, and Abrasion ResistanceDocument6 pagesServiceability, Wear, and Abrasion ResistanceNiaz IslamNo ratings yet
- Baer Comb Sorter:: Prepared By-S. M. Masum AlamDocument8 pagesBaer Comb Sorter:: Prepared By-S. M. Masum AlamTouhidul HassanNo ratings yet
- Fibres Yarns and FabricDocument4 pagesFibres Yarns and Fabricapi-281768577100% (1)
- Yarn Diameter, Specific Volume and Packing Density: N.Balasubramanian Retd. Jt. Director (BTRA) and ConsultantDocument28 pagesYarn Diameter, Specific Volume and Packing Density: N.Balasubramanian Retd. Jt. Director (BTRA) and ConsultantAshok ShanmugamNo ratings yet
- Wet Processing 1Document47 pagesWet Processing 1Rahul ThomasNo ratings yet
- Fundamentals of Textile Machines and ProcessesDocument75 pagesFundamentals of Textile Machines and ProcessesAbi NikilNo ratings yet
- Afis and HviDocument3 pagesAfis and HviNirbhay Sharma100% (2)
- Pre Wetting in SizingDocument3 pagesPre Wetting in SizingKhubab Shaker100% (2)
- Hairiness - I PDFDocument4 pagesHairiness - I PDFDurairaj.NNo ratings yet
- Study On Sizing Practices in Bangladeshi Weaving MillsDocument41 pagesStudy On Sizing Practices in Bangladeshi Weaving MillsSubrata Majumder50% (2)
- Weaving Preparation: Prof - Dr.S.Kathirrvelu Eitex-BduDocument85 pagesWeaving Preparation: Prof - Dr.S.Kathirrvelu Eitex-BduKathirrveluSubramainan100% (1)
- What Is Sectional Warping?: Creel Drum BeamDocument6 pagesWhat Is Sectional Warping?: Creel Drum Beamamar9247100% (2)
- Polyester LustureDocument3 pagesPolyester LustureSaidur Rahman SajibNo ratings yet
- Di-Electric Properties of Textile MaterialDocument17 pagesDi-Electric Properties of Textile Materialxhanto shahinulNo ratings yet
- Ring Frame - Technological AspectsDocument43 pagesRing Frame - Technological AspectsAliAhmad67% (3)
- Blowroom: Basic Operations in The BlowroomDocument3 pagesBlowroom: Basic Operations in The BlowroomIndu VikasiniNo ratings yet
- SelvedgeDocument3 pagesSelvedgemuhidul70% (1)
- Moisture RegainDocument34 pagesMoisture RegainSuraj Raghv100% (4)
- 171 PDFDocument11 pages171 PDFShiv Raj Mathur100% (1)
- Projectile LoomDocument23 pagesProjectile Loommehedi111560% (5)
- Training Report of Gcti Tarinees MS WORDDocument55 pagesTraining Report of Gcti Tarinees MS WORDAakash NagpalNo ratings yet
- Yarn ConditioningDocument4 pagesYarn ConditioningSatish KulkarniNo ratings yet
- Study On CCI Warping Machine.Document5 pagesStudy On CCI Warping Machine.Naimul HasanNo ratings yet
- Melange YarnDocument2 pagesMelange YarnKingson_786100% (3)
- Process Control in SizingDocument14 pagesProcess Control in SizingSwarit SrivastavaNo ratings yet
- VectorDocument55 pagesVectorNikhil NaniNo ratings yet
- FTMP Class Notes 1Document12 pagesFTMP Class Notes 1Nikhil NaniNo ratings yet
- Applications of Textiles in Diversified Fields: Presentation By: T Ravi Kumar 17110066Document10 pagesApplications of Textiles in Diversified Fields: Presentation By: T Ravi Kumar 17110066Nikhil NaniNo ratings yet
- Jute ProcessingDocument13 pagesJute ProcessingNikhil Nani100% (1)
- Ilovepdf Merged PDFDocument2 pagesIlovepdf Merged PDFNikhil NaniNo ratings yet
- Siro Spinning: Presented By: Y.Nikhil ROLL NO:17110079Document7 pagesSiro Spinning: Presented By: Y.Nikhil ROLL NO:17110079Nikhil Nani100% (2)
- 8085 Programs: MicroprocessorDocument1 page8085 Programs: MicroprocessorNikhil NaniNo ratings yet
- Warburton, Parkhill Et Al, 1973 PDFDocument6 pagesWarburton, Parkhill Et Al, 1973 PDFNikhil NaniNo ratings yet
- Review: α β 2 HA Ho 2Document5 pagesReview: α β 2 HA Ho 2Nikhil NaniNo ratings yet
- Entrepreneur NotesDocument9 pagesEntrepreneur NotesNikhil NaniNo ratings yet
- Antioxidant Solutions 2Document7 pagesAntioxidant Solutions 2nocturne.noire4920No ratings yet
- Name of Awarded Enterprises LOTS 1 and 2Document2 pagesName of Awarded Enterprises LOTS 1 and 2perenicsavaNo ratings yet
- HB Lightning Pro BuggyDocument50 pagesHB Lightning Pro BuggyTamás NagyNo ratings yet
- Free On Board FOBDocument16 pagesFree On Board FOBarun arunNo ratings yet
- Sonal Apparel Pvt. LTD Apparel Document FinalDocument160 pagesSonal Apparel Pvt. LTD Apparel Document FinalAkanksha GuptaNo ratings yet
- Print Edition Surinenglish 794 20200103 - 7Document5 pagesPrint Edition Surinenglish 794 20200103 - 7Kevin VillegasNo ratings yet
- Plastic IndustryDocument50 pagesPlastic Industryhelperforeu50% (2)
- Asean LivestockDocument3 pagesAsean LivestockjamalbakarNo ratings yet
- GISPL Company ProfileDocument33 pagesGISPL Company Profilekmhatre_1No ratings yet
- Ermetika Catalogue en Ermetika 0 Catb302332dDocument66 pagesErmetika Catalogue en Ermetika 0 Catb302332d8x storeNo ratings yet
- TSI Food Safety and HACCP OverviewDocument17 pagesTSI Food Safety and HACCP OverviewTaylorShannon100% (2)
- Safeman's Corporate CatalogueDocument15 pagesSafeman's Corporate CatalogueBen RoachNo ratings yet
- Details of Waste PaperDocument3 pagesDetails of Waste PapershivleeaggarwalNo ratings yet
- Yield ManagementDocument10 pagesYield ManagementDilip BrothersNo ratings yet
- Aluminium FoilDocument45 pagesAluminium FoilBeing Aditya Joshi0% (1)
- Apparel Costing Unit - II NDocument49 pagesApparel Costing Unit - II NAnonymous BstqCP5aNo ratings yet
- Summary Total Experience 28 Years: HeadingDocument4 pagesSummary Total Experience 28 Years: HeadingRavi Chandra MedisettyNo ratings yet
- Chapter 1sDocument27 pagesChapter 1sjason guatcheNo ratings yet
- 05.abhishek Sharma BasmatiDocument3 pages05.abhishek Sharma BasmatiAbhishek SharmaNo ratings yet
- Specification - GeotextileDocument5 pagesSpecification - GeotextilechialunNo ratings yet
- "Our New Electrical Morals" PitchDocument49 pages"Our New Electrical Morals" PitchFred SeibertNo ratings yet
- C-CS - 20 - 011 - Galvanized Flashing & Sheet Metal Rev - 0Document12 pagesC-CS - 20 - 011 - Galvanized Flashing & Sheet Metal Rev - 0Yvan Nuñez EscobedoNo ratings yet
- Food Safety Plan For CateringDocument80 pagesFood Safety Plan For CateringNghia Khang100% (1)
- Abhi On EntrepreneurshipDocument18 pagesAbhi On EntrepreneurshipAbhijeet KulshreshthaNo ratings yet