Asme Section I: Section - Iii Code Extraction
Asme Section I: Section - Iii Code Extraction
Download as pdf or txt
You might also like
- Saep 25 PDFDocument84 pagesSaep 25 PDFBIPIN BALANNo ratings yet
- Automotive Iatf 16949Document51 pagesAutomotive Iatf 16949sumit_saraf_5100% (2)
- Company Profile PDFDocument8 pagesCompany Profile PDFNilay GandhiNo ratings yet
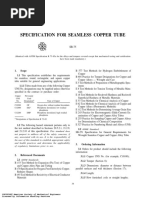
- Specification For Seamless Copper TubeDocument9 pagesSpecification For Seamless Copper TubeingesanNo ratings yet
- Acceptance Criteria For WelderDocument3 pagesAcceptance Criteria For WelderAkhtarcmti1342No ratings yet
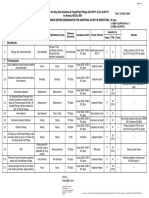
- Annexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRDocument3 pagesAnnexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRPranav Jadhav100% (1)
- Quenched and Tempered Alloyed Engineering Steel DINDocument2 pagesQuenched and Tempered Alloyed Engineering Steel DINkazdoelahNo ratings yet
- Bends Requirement As Ibr AsmeDocument3 pagesBends Requirement As Ibr AsmeAgniva DuttaNo ratings yet
- Tema Design of Shell & Tube Heat Exchangers AdvancedDocument5 pagesTema Design of Shell & Tube Heat Exchangers AdvancedAmit SharmaNo ratings yet
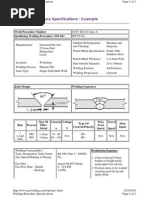
- PQRDocument3 pagesPQRPradeep Lakum100% (1)
- Welding Variable Calculator AS1554.1Document2 pagesWelding Variable Calculator AS1554.1mekoxxxNo ratings yet
- Testing of WeldsDocument59 pagesTesting of WeldsberhaneNo ratings yet
- WPS - 017Document12 pagesWPS - 017MAT-LIONNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- Some Acceptable Weld Joint As Per IBR RegulationsDocument13 pagesSome Acceptable Weld Joint As Per IBR RegulationsИлия ГеоргиевNo ratings yet
- A537 CL2Document1 pageA537 CL2AssemNo ratings yet
- WpsDocument2 pagesWpsjsmargate100% (2)
- Specification Aa10109 1440410164 PDFDocument5 pagesSpecification Aa10109 1440410164 PDFParthi NatarajNo ratings yet
- 44AC9100-000-V.02-0106-A4 - Rev B - GENERAL SPECIFICATION FOR EXPANDED TUBE TO TUBE SHEET JOINTDocument6 pages44AC9100-000-V.02-0106-A4 - Rev B - GENERAL SPECIFICATION FOR EXPANDED TUBE TO TUBE SHEET JOINTAvinash Shukla100% (1)
- Ibr Inspection ProtocolDocument4 pagesIbr Inspection ProtocolLipika Gayen100% (1)
- UCS-67 Impact Tests of Welding Procedures: ASME BPVC - VIII.1-2021 UCS-66 - UCS-67Document1 pageUCS-67 Impact Tests of Welding Procedures: ASME BPVC - VIII.1-2021 UCS-66 - UCS-67Mo ZeroNo ratings yet
- Asme-Bpvc Sec Xii Int Vol 60Document6 pagesAsme-Bpvc Sec Xii Int Vol 60mostafa aliNo ratings yet
- WPS PDFDocument1 pageWPS PDFSarah DeanNo ratings yet
- Revofil R308Lt: Stainless Filler MetalDocument1 pageRevofil R308Lt: Stainless Filler MetalAris WicaksonoNo ratings yet
- Welding of P91Document37 pagesWelding of P91Shyam Sundar GayenNo ratings yet
- Heat TreatmentDocument5 pagesHeat TreatmentsheikmoinNo ratings yet
- S275JR PDFDocument1 pageS275JR PDFEmrahCayboylu100% (1)
- Koc MP 018Document17 pagesKoc MP 018Subhajit Bhattacharya100% (1)
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNo ratings yet
- GBT 8163-1999-1doc-Pr - PDFDocument11 pagesGBT 8163-1999-1doc-Pr - PDFTran The ThuNo ratings yet
- AsmeDocument11 pagesAsmeManoj BallaNo ratings yet
- MS For For Roof Sheeting Work For Lime Shed Coal Shed & CRT ShedDocument13 pagesMS For For Roof Sheeting Work For Lime Shed Coal Shed & CRT ShedSunil T V SuniNo ratings yet
- F-PRD-02 List of WPS PQR - Mitesh PDFDocument1 pageF-PRD-02 List of WPS PQR - Mitesh PDFJitu Padhiyar PadhiyarNo ratings yet
- Qap 8000ce Reactor - Repat - 1Document2 pagesQap 8000ce Reactor - Repat - 1AliasgarNo ratings yet
- Ibr RegDocument6 pagesIbr RegSitaram Jha100% (1)
- Sa 423Document6 pagesSa 423Widya widyaNo ratings yet
- Westermann Tables PDFDocument12 pagesWestermann Tables PDFbayupranotostNo ratings yet
- Penetrameter SelectionDocument13 pagesPenetrameter SelectionShailendra Bhadoria100% (1)
- ASME Section VIII Division 1 – SummaryDocument8 pagesASME Section VIII Division 1 – Summaryjoaquimmutali65No ratings yet
- Mds-Sparkler Filter F-304Document1 pageMds-Sparkler Filter F-304Vipul Gandhi50% (2)
- Digital Leeb Hardness Tester Th270aDocument7 pagesDigital Leeb Hardness Tester Th270aSanjay GhodadraNo ratings yet
- Root Gap and Root Face For Diff Wall ThicknessDocument18 pagesRoot Gap and Root Face For Diff Wall ThicknesspipinguserNo ratings yet
- IBR Quiz 1Document6 pagesIBR Quiz 1RAJKUMARNo ratings yet
- Comp SA36, IS 2062, SA516 GR 60Document2 pagesComp SA36, IS 2062, SA516 GR 60RajendraNo ratings yet
- Amendments To The Indian Boiler RegulationsDocument42 pagesAmendments To The Indian Boiler RegulationsAayush LawrenceNo ratings yet
- 20 Torque Calculation DIN946Document2 pages20 Torque Calculation DIN946Riyan EsapermanaNo ratings yet
- Friends and Family Rate For Tata Associates Policy & ProceduresDocument7 pagesFriends and Family Rate For Tata Associates Policy & ProceduresJas DesaiNo ratings yet
- Welding Consumables SelectionDocument9 pagesWelding Consumables SelectionMohamed AtefNo ratings yet
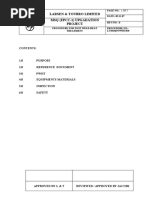
- Larsen & Toubro Limited MSQ (Epcc-1) Upgadation Project: ContentsDocument5 pagesLarsen & Toubro Limited MSQ (Epcc-1) Upgadation Project: Contentspunitg_2100% (1)
- Bohler Fox N Ev48-1Document1 pageBohler Fox N Ev48-1brayanNo ratings yet
- Drawing Checklist TARKKADocument1 pageDrawing Checklist TARKKASteveNo ratings yet
- A94ADocument5 pagesA94AASHISH GORDENo ratings yet
- IBR 353-359 FlangesDocument5 pagesIBR 353-359 FlangesRajivharolikarNo ratings yet
- Piping Engineer B2 PDFDocument1 pagePiping Engineer B2 PDFAniz DonuTz100% (1)
- Rajendra Ferromet Pvt. LTD.: Material Test Certificate According To en 10204-3.1Document1 pageRajendra Ferromet Pvt. LTD.: Material Test Certificate According To en 10204-3.1qualityNo ratings yet
- Manual of X-Ray Flaw DetectorDocument18 pagesManual of X-Ray Flaw Detectorbashsha659No ratings yet
- Spec Grade Number Symbol Number Symbol Asme (Astm) KS JISDocument50 pagesSpec Grade Number Symbol Number Symbol Asme (Astm) KS JISVinay TrivediNo ratings yet
- Product Specification - Apcoshield Py905sg Grey Ral 7016 20kgDocument1 pageProduct Specification - Apcoshield Py905sg Grey Ral 7016 20kgVenkatraman Subramaniam100% (1)
- Standard Material SpecificationsDocument9 pagesStandard Material Specificationsmohsen ranjbarNo ratings yet
- ENG K22014 H-072 DR A 05 Rev A - Torque TighteningDocument10 pagesENG K22014 H-072 DR A 05 Rev A - Torque TighteningQuraisy AmriNo ratings yet
- GTP Format For OdsspDocument12 pagesGTP Format For OdsspJainco Transmission LimitedNo ratings yet
- RT&HT As Per IBRDocument2 pagesRT&HT As Per IBRSitaram Jha100% (2)
- Elastomeric Materials m17Document5 pagesElastomeric Materials m17Mad WonderNo ratings yet
- Ultrasonic Testing Report: Quality Assurance DepartmentDocument3 pagesUltrasonic Testing Report: Quality Assurance DepartmentReadersmoNo ratings yet
- Magnetic Particle Testing Report:: Page No: 1 of 2Document3 pagesMagnetic Particle Testing Report:: Page No: 1 of 2ReadersmoNo ratings yet
- No. Calibration & Validation Pipes (MM) Quantity Dimension 1 DSS 2"x4 2 2 DSS 8"x23 3Document3 pagesNo. Calibration & Validation Pipes (MM) Quantity Dimension 1 DSS 2"x4 2 2 DSS 8"x23 3ReadersmoNo ratings yet
- Audit Schedule 2014 (Tuas)Document1 pageAudit Schedule 2014 (Tuas)ReadersmoNo ratings yet
- Pre Qualification AuditDocument11 pagesPre Qualification AuditReadersmoNo ratings yet
- Monthy Weld Planner SheetDocument9 pagesMonthy Weld Planner SheetReadersmoNo ratings yet
- Welder'S Counselling Report: Qa DepartmentDocument2 pagesWelder'S Counselling Report: Qa DepartmentReadersmoNo ratings yet
- RESUMEDocument3 pagesRESUMEMohit PandeyNo ratings yet
- T&LDocument3 pagesT&LRads NavsNo ratings yet
- A V Balakrishnan Aeroelasticity The Continuum TheoryDocument408 pagesA V Balakrishnan Aeroelasticity The Continuum TheoryAlexander Ramos50% (2)
- Roman Catalogs ROMAN Interior 2015 PDFDocument89 pagesRoman Catalogs ROMAN Interior 2015 PDFVidia Deasinta Kusuma ChandraNo ratings yet
- Indonesia Lighting Roadmap ENG 19012022Document133 pagesIndonesia Lighting Roadmap ENG 19012022manoish07No ratings yet
- Types of Middle WareDocument20 pagesTypes of Middle WareNeemaNo ratings yet
- Approved CAR 147 Maintenance Training Organization (Capability List)Document3 pagesApproved CAR 147 Maintenance Training Organization (Capability List)Abhishek Kumar SinghNo ratings yet
- Nammcesa 000056 PDFDocument194 pagesNammcesa 000056 PDFBasel Osama RaafatNo ratings yet
- Council To Vote On A Park On Library LotDocument4 pagesCouncil To Vote On A Park On Library LotJamie PittsNo ratings yet
- Circular - June 2014Document32 pagesCircular - June 2014Simon OvidiuNo ratings yet
- Report of Internship at GSPCDocument28 pagesReport of Internship at GSPCTARIQ AZIZ SINDHINo ratings yet
- From Big Data To KnowledgeDocument33 pagesFrom Big Data To Knowledgesheandonovan3183No ratings yet
- Measurement of Stability Derivatives in Yaw Using The Forced Oscillatory TechniqueDocument5 pagesMeasurement of Stability Derivatives in Yaw Using The Forced Oscillatory TechniqueFuckmeNo ratings yet
- Detailed Capacity Planning ContinuedDocument35 pagesDetailed Capacity Planning Continuedzakria100100100% (2)
- VP Supply Chain Logistics in USA Resume Harold BarbozaDocument3 pagesVP Supply Chain Logistics in USA Resume Harold BarbozaHaroldBarbozaNo ratings yet
- A PPT On Training Done at Bhel HaridwarDocument30 pagesA PPT On Training Done at Bhel HaridwarMalvika DiddeeNo ratings yet
- Van Aarsen Brochure V000Document9 pagesVan Aarsen Brochure V000Carlos Bercker Metalurgica BeckerNo ratings yet
- Statistical Process Control: Doing Business With Harley-DavidsonDocument1 pageStatistical Process Control: Doing Business With Harley-DavidsonKevin AlvarezNo ratings yet
- Controlled RoamingDocument22 pagesControlled Roamingarteepu4No ratings yet
- RightDocument54 pagesRightBelayneh Tadesse100% (2)
- Function Point CountingDocument4 pagesFunction Point Countingmcolina11354No ratings yet
- Octg 11 BDDocument28 pagesOctg 11 BD69ikaNo ratings yet
- Pulkit Arora ResumeDocument3 pagesPulkit Arora Resumepulkitism1586No ratings yet
- What Is ValidationDocument6 pagesWhat Is ValidationVishal VakilNo ratings yet
- CONNECTING LANYARD BROChureDocument2 pagesCONNECTING LANYARD BROChureSritheran MenonNo ratings yet
- NT00143-FR-EN-ES-03 - Manuel D'installation BVEDocument2 pagesNT00143-FR-EN-ES-03 - Manuel D'installation BVEBOUCHTAOUI IlyassNo ratings yet
- Canara Bank Account FormDocument2 pagesCanara Bank Account Formgopalc19400% (1)