Cleaning Metals Prior To Electroplating: Standard Guide For
Cleaning Metals Prior To Electroplating: Standard Guide For
Download as pdf or txt
You might also like
- ISO 3497 X Ray Mthod CoatingDocument8 pagesISO 3497 X Ray Mthod CoatingAmandeep SinghNo ratings yet
- Electroplating Anodizing Metal Treatment Hand BookDocument345 pagesElectroplating Anodizing Metal Treatment Hand Bookkaka**No ratings yet
- AMS2477 Conversion Coating For Aluminum Alloys Low Electrical Resistance Coating Rev. ADocument6 pagesAMS2477 Conversion Coating For Aluminum Alloys Low Electrical Resistance Coating Rev. ARubén Eduardo Galindo CarmonaNo ratings yet
- B343 92a Reapproved 2014 PDFDocument3 pagesB343 92a Reapproved 2014 PDFNinad PawarNo ratings yet
- Astm B849 PDFDocument3 pagesAstm B849 PDFmarcelo rezende100% (2)
- Brochure - Rev 15 PDFDocument9 pagesBrochure - Rev 15 PDFCicero Gomes de SouzaNo ratings yet
- Astm B183-79Document3 pagesAstm B183-79Luizhito Valdez EspinozaNo ratings yet
- Mechanical ASTM B487Document1 pageMechanical ASTM B487Brajesh100% (1)
- ASTM B580 Anodic Oxide Coating For Aluminum PDFDocument3 pagesASTM B580 Anodic Oxide Coating For Aluminum PDFeka putriNo ratings yet
- Gravimetric Determination of Nonvolatile Residue (NVR) in Environmentally Controlled Areas For SpacecraftDocument14 pagesGravimetric Determination of Nonvolatile Residue (NVR) in Environmentally Controlled Areas For Spacecraftjun floresNo ratings yet
- S 23820 ENG Sanicro 60Document2 pagesS 23820 ENG Sanicro 60Koshy JohnNo ratings yet
- Astm B 480 - 88 R01Document3 pagesAstm B 480 - 88 R01SamuelNo ratings yet
- ASTM-D2803 Standard Guide For Testing Filiform Corrosion Resistance of Organic Coatings On Metal PDFDocument3 pagesASTM-D2803 Standard Guide For Testing Filiform Corrosion Resistance of Organic Coatings On Metal PDFCemalOlgunÇağlayanNo ratings yet
- ASTM B 242 992014 Standard Guide For PreparationDocument4 pagesASTM B 242 992014 Standard Guide For PreparationLê Văn TrườngNo ratings yet
- Astm b545 13 PDFDocument9 pagesAstm b545 13 PDFFrancisco PerezNo ratings yet
- Isoprep 184Document4 pagesIsoprep 184Sarai Aracely melendez garciaNo ratings yet
- Astm E1558.24503Document13 pagesAstm E1558.24503Juan Shevchenko100% (1)
- Operating Salt Spray (Fog) Apparatus: Standard Practice ForDocument11 pagesOperating Salt Spray (Fog) Apparatus: Standard Practice ForFelipeMoriNo ratings yet
- DacrometDocument6 pagesDacrometdavideNo ratings yet
- D 3170 - 01 - RdmxnzatmdeDocument10 pagesD 3170 - 01 - RdmxnzatmdeEmre DalgicNo ratings yet
- Study Data of Passivation - of - Zinc PDFDocument11 pagesStudy Data of Passivation - of - Zinc PDFvkmsNo ratings yet
- Astm G85-11Document14 pagesAstm G85-11Rafa Lopez PuigdollersNo ratings yet
- Mil DTL 16232GDocument17 pagesMil DTL 16232Grobert_in_ar100% (1)
- Astm B765Document4 pagesAstm B765Purushottam Sutar100% (2)
- Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricDocument14 pagesElectrodeposited Coatings On Mechanical Fasteners, Inch and MetricKamal El ShawadfyNo ratings yet
- ASTM B94 - 2018 - Standard Specification For Magnesium-Alloy Die CastingsDocument6 pagesASTM B94 - 2018 - Standard Specification For Magnesium-Alloy Die Castingswanghongxuan66No ratings yet
- Iso 4519 1999Document9 pagesIso 4519 1999djmattmNo ratings yet
- Iso 2819 1980Document8 pagesIso 2819 1980RobertoNo ratings yet
- GEOMETDocument4 pagesGEOMETtoyota952No ratings yet
- Standard Astm b456Document11 pagesStandard Astm b456Vaibhav ShuklaNo ratings yet
- Navigating The Automotive Specifications For Aluminum AnodizingDocument17 pagesNavigating The Automotive Specifications For Aluminum AnodizingsonchemenNo ratings yet
- B849 Galvanizado ENVIAR PDFDocument3 pagesB849 Galvanizado ENVIAR PDFBraulio Carvajal100% (1)
- Astm B602 88 2016Document6 pagesAstm B602 88 2016hormalessNo ratings yet
- Film Hardness by Pencil Test: Standard Test Method ForDocument3 pagesFilm Hardness by Pencil Test: Standard Test Method ForNameNo ratings yet
- Aluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForDocument26 pagesAluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForPUENTES2407No ratings yet
- Buc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EDocument40 pagesBuc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EJustformedia JustformediaNo ratings yet
- Astm A 1008-A 1008M-04Document7 pagesAstm A 1008-A 1008M-04NilüferKarayel0% (1)
- ASTM A240 A240M 23aDocument6 pagesASTM A240 A240M 23asomashekar1510No ratings yet
- Astm B571-97 PDFDocument3 pagesAstm B571-97 PDFDillonNo ratings yet
- Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service EnvironmentsDocument19 pagesMechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service EnvironmentsLeo Costa100% (1)
- GM Visual Acceptance Crtieria For WheelsDocument25 pagesGM Visual Acceptance Crtieria For WheelsVinod Vindy KrishnaNo ratings yet
- Mil I 24768Document35 pagesMil I 24768Rahul Goud100% (1)
- MIL-I-24768 (Insulation, Plastics, Laminated, Thermosetting General Specification For)Document35 pagesMIL-I-24768 (Insulation, Plastics, Laminated, Thermosetting General Specification For)ccorp0089No ratings yet
- QQ P 35CDocument11 pagesQQ P 35Cgeverett2765No ratings yet
- Chemical Analysis of Steel Products: Standard Test Methods, Practices, and Terminology ForDocument6 pagesChemical Analysis of Steel Products: Standard Test Methods, Practices, and Terminology ForoslatNo ratings yet
- Astm D1654Document4 pagesAstm D1654Alejandro GutierrezNo ratings yet
- ASTM-B90-B90M-13 Standard Specification For Magnesium-Alloy Sheet and PlateDocument8 pagesASTM-B90-B90M-13 Standard Specification For Magnesium-Alloy Sheet and Plateatishr100% (1)
- Guidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumDocument2 pagesGuidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumAnwar100% (1)
- DBL 8440 2018-11Document11 pagesDBL 8440 2018-11jyoti prakash singhNo ratings yet
- MIL-PRF-46010G (Molycote) PDFDocument17 pagesMIL-PRF-46010G (Molycote) PDFalfie_nNo ratings yet
- Astm D 3363-05Document3 pagesAstm D 3363-05briham100% (3)
- Iso 4540 1980 FR en PDFDocument8 pagesIso 4540 1980 FR en PDFTSA Bekasi Raya100% (1)
- Astm B604Document10 pagesAstm B604caop217No ratings yet
- B253.25617 Prepar AlumDocument7 pagesB253.25617 Prepar Alumasistente calidadNo ratings yet
- Preparation of Cold-Rolled Steel Panels For Testing Paint, Varnish, Conversion Coatings, and Related Coating ProductsDocument3 pagesPreparation of Cold-Rolled Steel Panels For Testing Paint, Varnish, Conversion Coatings, and Related Coating ProductsgfdgdfgdfNo ratings yet
- B322 - 99 - 2014 - Standar Guide For Cleaning Prior ElectroplatingDocument9 pagesB322 - 99 - 2014 - Standar Guide For Cleaning Prior ElectroplatingJonathan DíazNo ratings yet
- Preparation of Iron Castings For ElectroplatingDocument4 pagesPreparation of Iron Castings For Electroplatingvuqar0979No ratings yet
- F 2294 - 03 RjiyotqDocument4 pagesF 2294 - 03 Rjiyotqwilson0922No ratings yet
- Testing Chromate Coatings On Zinc and Cadmium Surfaces: Standard Practice ForDocument3 pagesTesting Chromate Coatings On Zinc and Cadmium Surfaces: Standard Practice ForDaniel PachecoNo ratings yet
- Astm B183Document3 pagesAstm B183kashif ehsanNo ratings yet
- Astm PDFDocument9 pagesAstm PDFFelipe Marçal MorgantiniNo ratings yet
- Aluminum Rectangular and Square Wire For Electrical PurposesDocument7 pagesAluminum Rectangular and Square Wire For Electrical Purposesvuqar0979No ratings yet
- TD Int Pul 34Document1 pageTD Int Pul 34vuqar0979No ratings yet
- Load Testing Refractory Brick at High Temperatures: Standard Test Method ForDocument5 pagesLoad Testing Refractory Brick at High Temperatures: Standard Test Method Forvuqar0979No ratings yet
- Preparation of Iron Castings For ElectroplatingDocument4 pagesPreparation of Iron Castings For Electroplatingvuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Measuring The Angle of Repose of Free-Flowing Mold Powders: Standard Test Method ForDocument2 pagesMeasuring The Angle of Repose of Free-Flowing Mold Powders: Standard Test Method Forvuqar0979No ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument7 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser Tubesvuqar0979No ratings yet
- Weight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy CoatingsDocument4 pagesWeight (Mass) of Coating On Iron and Steel Articles With Zinc or Zinc-Alloy Coatingsvuqar0979No ratings yet
- Copper Alloys in Ingot Form: Standard Specification ForDocument12 pagesCopper Alloys in Ingot Form: Standard Specification Forvuqar0979No ratings yet
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDocument4 pagesConcrete Pavements and Linings Installed in Corrugated Steel Structures in The Fieldvuqar0979No ratings yet
- Establishing Conformance To The Minimum Expected Corrosion Characteristics of Metallic, Painted-Metallic, and Nonmetallic-Coated Steel Sheet Intended For Use As Cold Formed Framing MembersDocument3 pagesEstablishing Conformance To The Minimum Expected Corrosion Characteristics of Metallic, Painted-Metallic, and Nonmetallic-Coated Steel Sheet Intended For Use As Cold Formed Framing Membersvuqar0979No ratings yet
- Thomas-Fermi Screening by Lindhard FormulaDocument7 pagesThomas-Fermi Screening by Lindhard FormuladanqphyNo ratings yet
- What We Can Learn About Quantum Physics From A Single Qubit: Wolfgang - Duer@uibk - Ac.at Stefan - Heusler@uni-Muenster - deDocument15 pagesWhat We Can Learn About Quantum Physics From A Single Qubit: Wolfgang - Duer@uibk - Ac.at Stefan - Heusler@uni-Muenster - deAdrian CamachoNo ratings yet
- Chapter 35 The Nature of Light and The Principle of Ray OpticsDocument14 pagesChapter 35 The Nature of Light and The Principle of Ray Optics蘇元浚No ratings yet
- New Age Int. Publication Civil EngineeringDocument28 pagesNew Age Int. Publication Civil EngineeringLove SharmaNo ratings yet
- 2 Fundamentals of Electricity 02-20-24Document39 pages2 Fundamentals of Electricity 02-20-24maglangitjeraldineNo ratings yet
- Basco Type 500Document12 pagesBasco Type 500Sebastian OviedoNo ratings yet
- FW635Document1 pageFW635nc5r8fkp6zNo ratings yet
- NCERT Physics 11 Part 2Document192 pagesNCERT Physics 11 Part 2Sabin LimbuNo ratings yet
- Practical APCP Motor Design For Amateur & High Power RocketryDocument50 pagesPractical APCP Motor Design For Amateur & High Power Rocketryhrishikesh khadeNo ratings yet
- (Ebooks PDF) Download Mechanics of Elastic Waves and Ultrasonic Nondestructive Evaluation 1st Edition Tribikram Kundu (Author) Full ChaptersDocument62 pages(Ebooks PDF) Download Mechanics of Elastic Waves and Ultrasonic Nondestructive Evaluation 1st Edition Tribikram Kundu (Author) Full Chaptersbuntarfuato100% (3)
- Solvent Extraction NoteeDocument13 pagesSolvent Extraction NoteeGandiyaNo ratings yet
- Chapter L - Asce 7-10 Ultimate Wind SpeedDocument5 pagesChapter L - Asce 7-10 Ultimate Wind SpeedBijoy KorothNo ratings yet
- Kokubo, 1990, Apatite Coating On Ceramics, Metals and Polymers Utilizing A Biological ProcessDocument6 pagesKokubo, 1990, Apatite Coating On Ceramics, Metals and Polymers Utilizing A Biological ProcessEvaldo FilhoNo ratings yet
- 2015 Tut 3Document1 page2015 Tut 3mechmuthu1No ratings yet
- Noi Bai Intl, Viet Nam: 2017 ASHRAE Handbook - Fundamentals (IP) © 2017 ASHRAE, IncDocument1 pageNoi Bai Intl, Viet Nam: 2017 ASHRAE Handbook - Fundamentals (IP) © 2017 ASHRAE, IncQuang LeNo ratings yet
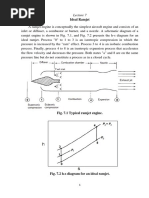
- Lecture 7Document4 pagesLecture 7minoNo ratings yet
- Wireless Power Transfer in The Radiative Near FieldDocument4 pagesWireless Power Transfer in The Radiative Near FieldumerfarooqueNo ratings yet
- Bourdon Gauge - BellowDocument14 pagesBourdon Gauge - BellowBikram RoyNo ratings yet
- Studio PhotographyDocument71 pagesStudio Photographyloladyna100% (4)
- Atmospheric Impacts of The Space Industry Require Oversight: CommentDocument3 pagesAtmospheric Impacts of The Space Industry Require Oversight: CommentDylan HNo ratings yet
- 10 1021@acs Inorgchem 0c00594Document9 pages10 1021@acs Inorgchem 0c00594Khue VanNo ratings yet
- Gas Turbine Engine Parts Inspection - Laboratory Activity 2Document12 pagesGas Turbine Engine Parts Inspection - Laboratory Activity 2ignaciomarkceejay.philscaNo ratings yet
- Cycolac MG 47Document3 pagesCycolac MG 47Juan DanielNo ratings yet
- Paraxial Wave EquationDocument15 pagesParaxial Wave EquationSamantha ToNo ratings yet
- Electrical Properties in LaSrTiO A Potential AnodeDocument7 pagesElectrical Properties in LaSrTiO A Potential AnodeyohahaNo ratings yet
- Spacecraft Dynamics Homework 1Document6 pagesSpacecraft Dynamics Homework 1TrevorNo ratings yet
- Advanced Energy Materials - Unlocking The Failure Mechanism of Solid State Lithium Metal BatteriesDocument19 pagesAdvanced Energy Materials - Unlocking The Failure Mechanism of Solid State Lithium Metal BatteriesESTEBAN VANEGAS RAMOSNo ratings yet
- Environment Global Warming Conversation Topics Dialogs Oneonone Activities Re 90781Document3 pagesEnvironment Global Warming Conversation Topics Dialogs Oneonone Activities Re 90781Monica Maria DogaruNo ratings yet
- D6662Document14 pagesD6662Christina Ferreira100% (1)