Welder Arc
Welder Arc
Download as pdf or txt
You might also like
- Cargo Fire SystemDocument97 pagesCargo Fire Systemslam1212550% (4)
- A Project Proposal On Digital Surge Protection System (PC Based)Document8 pagesA Project Proposal On Digital Surge Protection System (PC Based)calluc2day9933% (3)
- Arc Welding & Wood WorkDocument55 pagesArc Welding & Wood Workfabdulhamid260No ratings yet
- MCW Arc WeldingDocument28 pagesMCW Arc WeldingNeelove SharmaNo ratings yet
- JJ104 Workshop Technology CHAPTER9 Arc WeldingDocument14 pagesJJ104 Workshop Technology CHAPTER9 Arc WeldingAh Tiang50% (4)
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Document14 pagesWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherNo ratings yet
- Welding MCQDocument116 pagesWelding MCQRohan YaduvanshiNo ratings yet
- SmawDocument15 pagesSmawchella_pandianNo ratings yet
- Arc Welding MachineDocument20 pagesArc Welding MachineKavipriyan Kavi100% (3)
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Arc WeldingDocument73 pagesArc WeldingAzaad MaverickNo ratings yet
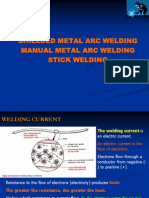
- Shielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingDocument50 pagesShielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingRafli RamadhaniNo ratings yet
- Arc Welding ProcessesDocument25 pagesArc Welding ProcesseskimomomichealNo ratings yet
- A.K.das - Resistance WeldingDocument26 pagesA.K.das - Resistance WeldingAsad Bin Ala QatariNo ratings yet
- Arc Welding AbstractDocument5 pagesArc Welding AbstractotuozegarbaNo ratings yet
- ArcWelding Manual - WP (ME18001) - Autumn-2024Document14 pagesArcWelding Manual - WP (ME18001) - Autumn-2024RounakNo ratings yet
- Q II Nikolai Week 1Document6 pagesQ II Nikolai Week 1WilmerNo ratings yet
- Shielded Metal Arc WeldingDocument4 pagesShielded Metal Arc WeldingLloyd Almonte100% (1)
- Shield Metal Arc WeldingDocument4 pagesShield Metal Arc Weldingகோகுல் இராNo ratings yet
- WWS Group An Introduction To Manual Metal Arc Stick WeldingDocument11 pagesWWS Group An Introduction To Manual Metal Arc Stick WeldingnamkvalNo ratings yet
- Welding ProcessDocument81 pagesWelding ProcessTsegayNo ratings yet
- Fcaw & Saw W: EldingDocument47 pagesFcaw & Saw W: Eldingprabhatkumar_6657012No ratings yet
- Module 11 Quarter II WEEK 5Document11 pagesModule 11 Quarter II WEEK 5WilmerNo ratings yet
- Welding Shop Lab ManualDocument13 pagesWelding Shop Lab Manualcijiv82077No ratings yet
- What Are the Equipment Used in Electric Arc WeldingDocument2 pagesWhat Are the Equipment Used in Electric Arc Weldinggk0034234No ratings yet
- Design and Construction of An Electric Arc Welding Machine's TransformerDocument6 pagesDesign and Construction of An Electric Arc Welding Machine's TransformerEditor IJTSRDNo ratings yet
- Lec 5Document34 pagesLec 5Serhat ManulboğaNo ratings yet
- SSG Chapter OneDocument7 pagesSSG Chapter Onekalu chimdiNo ratings yet
- Mig & MagDocument7 pagesMig & Magprap_1982No ratings yet
- Shielded Metal Arc Welding (SMAW)Document19 pagesShielded Metal Arc Welding (SMAW)kristian100% (1)
- 2 WeldingDocument24 pages2 WeldingpriyanshuvraoNo ratings yet
- SMAWDocument30 pagesSMAWsanaseriNo ratings yet
- Dictionary of WeldingDocument57 pagesDictionary of WeldingtoddflyNo ratings yet
- Dry Type Arc Welding MachineDocument11 pagesDry Type Arc Welding MachineIsaac Honny Jnr100% (1)
- ELEMEE Module Week 9Document10 pagesELEMEE Module Week 9Frances GalangNo ratings yet
- Joshua Julo - Ppp. SmawDocument11 pagesJoshua Julo - Ppp. SmawRoderick FajardoNo ratings yet
- Arc Welding Power SourceDocument22 pagesArc Welding Power SourceMayank SinglaNo ratings yet
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMen0% (1)
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- Welding Terms (Kamus Istilah Welding)Document7 pagesWelding Terms (Kamus Istilah Welding)Meirina Diah PuspitaNo ratings yet
- Arc welding final notesDocument10 pagesArc welding final notesSanket MalikNo ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaNo ratings yet
- Expt 5 Welding ShopDocument6 pagesExpt 5 Welding Shopvivoyseries21No ratings yet
- 3343 FT0 Arc Starter Original Complete W-Rev2 in PDFDocument3 pages3343 FT0 Arc Starter Original Complete W-Rev2 in PDFNacer MezghicheNo ratings yet
- Welding Arc and Power SourcesDocument52 pagesWelding Arc and Power SourcesSibaram DasNo ratings yet
- Welding Terms PDFDocument4 pagesWelding Terms PDFsivacwiNo ratings yet
- Sheilded Metal Arc Welding (Smaw)Document28 pagesSheilded Metal Arc Welding (Smaw)itsmeeeakkiNo ratings yet
- Q II Nikolai Week 2Document9 pagesQ II Nikolai Week 2WilmerNo ratings yet
- 6 Electric WeldingDocument19 pages6 Electric WeldingSujan MajiNo ratings yet
- DC Machine Principle and ConstructionDocument34 pagesDC Machine Principle and ConstructionakashNo ratings yet
- Principles of Arc Welding 2Document17 pagesPrinciples of Arc Welding 2Ronaldo CruzNo ratings yet
- The Welding Arc and Power Sources: Indian Institute of Welding - ANB Refresher Course - Module 14Document51 pagesThe Welding Arc and Power Sources: Indian Institute of Welding - ANB Refresher Course - Module 14dayalramNo ratings yet
- 5.arc WeldDocument40 pages5.arc Weldalinader20022No ratings yet
- SmawDocument62 pagesSmawmiqdadmeh7No ratings yet
- Design and Construction of An Electric Arc WeldingDocument7 pagesDesign and Construction of An Electric Arc Weldingmichael gorgeNo ratings yet
- Resistance Welding Qs and AsDocument7 pagesResistance Welding Qs and AssoliddreamsNo ratings yet
- Unit 2 D.C. MachinesDocument33 pagesUnit 2 D.C. MachinesnandhakumarmeNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Home-made Toy Motors: A practical handbook giving detailed instructions for building simple but operative electric motorsFrom EverandHome-made Toy Motors: A practical handbook giving detailed instructions for building simple but operative electric motorsNo ratings yet
- PPT F2 Meet 13 Per EM Motor ListrikDocument73 pagesPPT F2 Meet 13 Per EM Motor ListrikIftitah ImawatiNo ratings yet
- Timing Sync Lte SecDocument9 pagesTiming Sync Lte SecLakshmikishore NittalaNo ratings yet
- Megger Cable Products Catalog - EN - V05Document36 pagesMegger Cable Products Catalog - EN - V05RAJESH JOSHINo ratings yet
- SX1276 77 8 ErrataNote 1.1 STDDocument7 pagesSX1276 77 8 ErrataNote 1.1 STDAlejandro CaceresNo ratings yet
- Hspice ManualDocument1,938 pagesHspice ManualFrancisco GalarzaNo ratings yet
- Main Articles: And: Computer Memory Computer Data StorageDocument4 pagesMain Articles: And: Computer Memory Computer Data StorageMark GaliciaNo ratings yet
- 1-500KV Cable Accessory Category-2021Document22 pages1-500KV Cable Accessory Category-2021Jaime Leyton MichaelNo ratings yet
- Lab report of Familiarization with Communication System Instruments at the telecommunications laboratoryDocument3 pagesLab report of Familiarization with Communication System Instruments at the telecommunications laboratoryDipto DeyNo ratings yet
- VP5 Datasheet Infusion Pump PDFDocument2 pagesVP5 Datasheet Infusion Pump PDFsafouen karray100% (1)
- Design and Implementation of Cost Effective InvertDocument5 pagesDesign and Implementation of Cost Effective InvertJM4 - ANo ratings yet
- Proposal 5kw HybridDocument5 pagesProposal 5kw Hybridzshan110aNo ratings yet
- EE2025 Tutorial3Document2 pagesEE2025 Tutorial3Siddarth BaruahNo ratings yet
- Caterpillar XQ20 Towable Diesel Generator SetDocument5 pagesCaterpillar XQ20 Towable Diesel Generator SetMacAllister Machinery100% (1)
- EXERCISE 5 + SolutionsDocument4 pagesEXERCISE 5 + SolutionsEmmanuel WadiraNo ratings yet
- Bitzer Selection SoftwareDocument14 pagesBitzer Selection SoftwareNam ĐặngNo ratings yet
- Unit - 2 Optimal Design of DC Machine Unit-02/Lecture-01Document31 pagesUnit - 2 Optimal Design of DC Machine Unit-02/Lecture-01madeehaNo ratings yet
- EVAC-8500 8 Zone Voice Alarm ControllerDocument2 pagesEVAC-8500 8 Zone Voice Alarm ControllerDilan FernandoNo ratings yet
- CH 11Document52 pagesCH 11Orçun ÖzkılınçNo ratings yet
- Brosur EDIBON Lab Teknik Elektro PDFDocument96 pagesBrosur EDIBON Lab Teknik Elektro PDFindra09No ratings yet
- BT2 DatasheetDocument3 pagesBT2 DatasheetJaneth JqcNo ratings yet
- KX-HTS32 Getting StartedDocument116 pagesKX-HTS32 Getting StartedMohamed GabsiNo ratings yet
- Juno Id.5040 RevisedDocument2 pagesJuno Id.5040 RevisedpradipNo ratings yet
- 4B1270.00-390 en V1.2Document10 pages4B1270.00-390 en V1.2abolfazlNo ratings yet
- Alternative Replacement For Hec ht50 ht57 Vishay RF Power Barrel CapacitorsDocument6 pagesAlternative Replacement For Hec ht50 ht57 Vishay RF Power Barrel Capacitorsapi-580947756No ratings yet
- Indelec pinoybixMCQDocument22 pagesIndelec pinoybixMCQAndreana AmorNo ratings yet
- 1 - Unit 3 MCQDocument11 pages1 - Unit 3 MCQRAMESH KUMAR MAURYANo ratings yet
- 7000 SLDocument10 pages7000 SLpotoculNo ratings yet