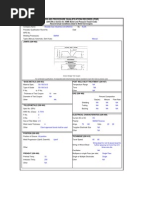
PQR Template (Asme)
PQR Template (Asme)
Download as pdf
You might also like
- QCF309 Welding Summary ReportDocument1 pageQCF309 Welding Summary Reportminhnn100% (6)
- GB50236-98 Welding Code For Construction and Inspection of Field Equipment and Industrial PipingDocument198 pagesGB50236-98 Welding Code For Construction and Inspection of Field Equipment and Industrial PipingGiuseppe LucianiNo ratings yet
- Weld Map & NDE Extent of Pressure VesselDocument32 pagesWeld Map & NDE Extent of Pressure VesselMahesh Kumar100% (2)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Welder Qualification TemplateDocument1 pageWelder Qualification TemplatewentropremNo ratings yet
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014No ratings yet
- PQRDocument3 pagesPQRnazirulhakimNo ratings yet
- WPQ FormatDocument1 pageWPQ FormatTridib Dey100% (1)
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 pagesWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- PantechSteel CatalogueDocument36 pagesPantechSteel Cataloguejok1974No ratings yet
- Valves Quality Control PlanDocument1 pageValves Quality Control Planjok1974No ratings yet
- Analysis and Design of Pratt Truss byDocument6 pagesAnalysis and Design of Pratt Truss byARSENo ratings yet
- PQRDocument2 pagesPQRSreenivas Kamachi Chettiar100% (1)
- WPS & PQRDocument46 pagesWPS & PQRJohn Candidate CIns88% (8)
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Approved Welding Procedures List RegioDocument2 pagesApproved Welding Procedures List Regiogabriel__regio100% (1)
- Wps 316L Gtaw R00Document3 pagesWps 316L Gtaw R00Richard Periyanayagam60% (5)
- WPS - 006Document13 pagesWPS - 006MAT-LIONNo ratings yet
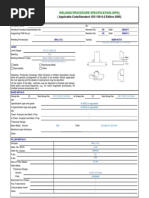
- Welding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)Document2 pagesWelding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)saioman100% (7)
- PWPS WPS CAP 039 PQR 035Document15 pagesPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNo ratings yet
- Welding Material Control ProcedureDocument12 pagesWelding Material Control ProcedureWalter RuedaNo ratings yet
- Flux Baking RegisterDocument4 pagesFlux Baking RegistersurwaneNo ratings yet
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 pagesWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (2)
- 7-Welding Consumable Handling and Storage - WC007Document11 pages7-Welding Consumable Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- Welding Table WPS & PQR Check List (Sheet, 2 Pages)Document2 pagesWelding Table WPS & PQR Check List (Sheet, 2 Pages)abomanar100486375% (4)
- Welding Procedure Specification SampleDocument5 pagesWelding Procedure Specification SampleAdiNo ratings yet
- WPS - 020Document15 pagesWPS - 020MAT-LION100% (2)
- ASME IX Sample WPS GTAW SMAWDocument1 pageASME IX Sample WPS GTAW SMAWDeepak ShrivastavNo ratings yet
- WPS Aws D1.1Document2 pagesWPS Aws D1.1tuatk67% (6)
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewDocument13 pagesLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiNo ratings yet
- Is 817 For Welding QalificationDocument59 pagesIs 817 For Welding QalificationRathnakrajaNo ratings yet
- DAILY WELD FIT-UP and PRODUCTION REPORT (Field Weld) - PIPELINE-SATR-W-2007Document2 pagesDAILY WELD FIT-UP and PRODUCTION REPORT (Field Weld) - PIPELINE-SATR-W-2007smdriyazbashaNo ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- Ask Team To Add Company Logo Her "Shri Ganesh Engineering"Document4 pagesAsk Team To Add Company Logo Her "Shri Ganesh Engineering"manoj thakkar100% (1)
- Weld Log PDFDocument1 pageWeld Log PDFDeniz AydinNo ratings yet
- WPS Form - A - ENGDocument1 pageWPS Form - A - ENGdavidemolNo ratings yet
- Welding Procedure Specification: Neo StructoDocument2 pagesWelding Procedure Specification: Neo Structohareesh13hNo ratings yet
- Welding Procedure Specification For GTAWDocument9 pagesWelding Procedure Specification For GTAWraja reyhanNo ratings yet
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Document12 pagesPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNo ratings yet
- P91 ProfileDocument6 pagesP91 ProfilesrinivasanNo ratings yet
- En Iso 15614-1Document1 pageEn Iso 15614-1hyperm2m100% (1)
- WPS Format For AWS D1.1 - WPS - FCAWDocument1 pageWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad Daniel100% (2)
- Gtaw Smaw 6 Inch 6G CSDocument1 pageGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- PQR Sample PrintoutDocument2 pagesPQR Sample PrintoutDhewo Rachmad Yansyah100% (3)
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- Ncpfirst - X-Form - PDF Example: (Epc - Dedicated Front Cover Sheet Here)Document11 pagesNcpfirst - X-Form - PDF Example: (Epc - Dedicated Front Cover Sheet Here)mohammed shaffi abdul rahman0% (1)
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocument1 pageAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipNo ratings yet
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- 14033Document2 pages14033Priyanathan ThayalanNo ratings yet
- BPVC Ix QW-483Document2 pagesBPVC Ix QW-483ganesh82No ratings yet
- QW-483 BlankDocument2 pagesQW-483 BlankCraftyBob100% (1)
- QW - 483.desbloqueadoDocument3 pagesQW - 483.desbloqueadoJason PalmerNo ratings yet
- (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record of The Actual Conditions Used To Weld Test CouponDocument3 pages(See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record of The Actual Conditions Used To Weld Test CouponRaul Fernando GalarzaNo ratings yet
- PQR TemplateDocument2 pagesPQR TemplateBruno PlachaNo ratings yet
- PQR REV. 2010a Interactive FormDocument2 pagesPQR REV. 2010a Interactive FormcosmicbunnyNo ratings yet
- Suggested Wps Forms ASME - IX 2010Document5 pagesSuggested Wps Forms ASME - IX 2010Ajay ChodankarNo ratings yet
- PQR Template AsmeDocument2 pagesPQR Template Asmeamine algNo ratings yet
- PQR Asme BlankDocument3 pagesPQR Asme Blankamirul8686No ratings yet
- PQR TipsDocument4 pagesPQR TipsWaqas WaqasNo ratings yet
- WPQ PDFDocument0 pagesWPQ PDFstanleyNo ratings yet
- The Shielding Gas Handbook - AGADocument79 pagesThe Shielding Gas Handbook - AGAjok1974100% (1)
- Max Safe Working Pressure PipesDocument1 pageMax Safe Working Pressure Pipesjok1974No ratings yet
- Roughness Parameters Poster 10037103 07 2008Document1 pageRoughness Parameters Poster 10037103 07 2008jok1974No ratings yet
- The Shielding Gas Handbook - AGADocument79 pagesThe Shielding Gas Handbook - AGAjok1974100% (1)
- Maintenance and Repair Welding On Board (UNITOR)Document1 pageMaintenance and Repair Welding On Board (UNITOR)jok1974100% (1)
- Weld Duplex Ss SteelDocument12 pagesWeld Duplex Ss SteelSan JaNo ratings yet
- Laser On PolypropyleneDocument17 pagesLaser On Polypropylenedagimze456No ratings yet
- Nee2102 Experiment Report 2Document15 pagesNee2102 Experiment Report 2Lynndon VillamorNo ratings yet
- Localised Corrosion and Atmospheric Corrosion of Stainless SteelsDocument131 pagesLocalised Corrosion and Atmospheric Corrosion of Stainless Steelsxia luoNo ratings yet
- Ficha Tecnica MOGAMI 2534 e 2893Document1 pageFicha Tecnica MOGAMI 2534 e 2893Rubens SilvaNo ratings yet
- Atomic Structure Class 11thDocument168 pagesAtomic Structure Class 11thAnand JhaNo ratings yet
- CEI - IEC - 156 Tensione Scarica Olio PDFDocument21 pagesCEI - IEC - 156 Tensione Scarica Olio PDFfiore1947No ratings yet
- PSEM General Chemistry Part 1 2 With NotesDocument125 pagesPSEM General Chemistry Part 1 2 With NotesExequiel BoriborNo ratings yet
- 02-NEET11J Physics - Solutions - M2Document13 pages02-NEET11J Physics - Solutions - M2Nandini RajaNo ratings yet
- Psoc Ass 1Document8 pagesPsoc Ass 1abdullahNo ratings yet
- Qaqc Final ExamDocument9 pagesQaqc Final ExamMarriel AmodiaNo ratings yet
- Detector With DFDocument13 pagesDetector With DFNarayanan ManojNo ratings yet
- Microwave Technology PresentationDocument11 pagesMicrowave Technology PresentationVani ChitkaraNo ratings yet
- #MOCK JEE Main Practice Test-12 - GravitationDocument5 pages#MOCK JEE Main Practice Test-12 - GravitationDhruv DhariwalNo ratings yet
- Symmetry: Two Fixed Point Theorems Concerning F-Contraction in Complete Metric SpacesDocument10 pagesSymmetry: Two Fixed Point Theorems Concerning F-Contraction in Complete Metric SpacesCharlyn FloresNo ratings yet
- 3.0 Structures of Metals and Ceramics: How Do Atoms Arrange Themselves in Ordered Structures (Crystals) ?Document70 pages3.0 Structures of Metals and Ceramics: How Do Atoms Arrange Themselves in Ordered Structures (Crystals) ?Williams AkandiNo ratings yet
- Development of The Ring Goniometer For Radio Direction Finders-lJdDocument5 pagesDevelopment of The Ring Goniometer For Radio Direction Finders-lJdeducatorNo ratings yet
- Tutorial 1 c14Document7 pagesTutorial 1 c14Priyaa JayasankarNo ratings yet
- Competitive Update #133 Kaeser SFC Series PDFDocument1 pageCompetitive Update #133 Kaeser SFC Series PDFherrerafaridcrNo ratings yet
- Chen 2016Document15 pagesChen 2016Wayan ArnataNo ratings yet
- Design of Input FilterDocument8 pagesDesign of Input Filteralex696No ratings yet
- Igneous RockDocument30 pagesIgneous Rockhari parmarNo ratings yet
- General Tolerances To DIN ISO 2768Document2 pagesGeneral Tolerances To DIN ISO 2768Ta CuongNo ratings yet
- PROJECT: Solar PV Power-Simulation and Designing INTERSHIP REPORT (In Partial Fulfilment On VCE Internship Program)Document20 pagesPROJECT: Solar PV Power-Simulation and Designing INTERSHIP REPORT (In Partial Fulfilment On VCE Internship Program)muditNo ratings yet
- Levelling Alignment: Levelling, Alignment and Centering of Suspended Type Vertical MachineDocument6 pagesLevelling Alignment: Levelling, Alignment and Centering of Suspended Type Vertical MachineSajid AkhterNo ratings yet
- Detection and Location of PD in MV Cables in Electrically Noisy Industrial EnvironmentsDocument4 pagesDetection and Location of PD in MV Cables in Electrically Noisy Industrial EnvironmentsBenhar ImadNo ratings yet
- Excellent Review On Lum MaterialsDocument20 pagesExcellent Review On Lum MaterialsShreyas PitaleNo ratings yet
- Trash Rack Design of Compression Member As Per Is 800-2007Document12 pagesTrash Rack Design of Compression Member As Per Is 800-2007D SRINIVASNo ratings yet
- Atomic Structure - DPP 02 PWDocument3 pagesAtomic Structure - DPP 02 PWdhawanneeshalNo ratings yet
- Alternating Current and VoltageDocument6 pagesAlternating Current and VoltageMuhammad FaheemNo ratings yet