2 MSA Introduction
2 MSA Introduction
Télécharger au format pdf ou txt
Vous aimerez peut-être aussi
- Support de Cours APQPDocument97 pagesSupport de Cours APQPHichem Arbi100% (3)
- Support de Cours APQPDocument97 pagesSupport de Cours APQPHichem Arbi100% (3)
- 167 Notice Startéco3 2 Moteurs (11-01-06)Document20 pages167 Notice Startéco3 2 Moteurs (11-01-06)decaixPas encore d'évaluation
- Support Formation VDA 6.3Document176 pagesSupport Formation VDA 6.3Dhafer Bouthelja75% (4)
- Formation MSADocument49 pagesFormation MSAHichem Arbi75% (4)
- Norme IATF-16949 PDFDocument83 pagesNorme IATF-16949 PDFAnass Cherrafi100% (5)
- Support de Formation - Auditeur Interne - ISO 19011Document24 pagesSupport de Formation - Auditeur Interne - ISO 19011HammamiSalahPas encore d'évaluation
- Measurement System Analysis - Analyse Du Système de Mesure - (MSA)Document55 pagesMeasurement System Analysis - Analyse Du Système de Mesure - (MSA)HammamiSalahPas encore d'évaluation
- QRQC VF 1.0Document55 pagesQRQC VF 1.0Lamiaa AssouiPas encore d'évaluation
- Support Formation - Exigences IATF16 949 - 2016Document97 pagesSupport Formation - Exigences IATF16 949 - 2016Oussama Nuvito100% (1)
- Démarche APQP - Evaluation Fournisseurs PDFDocument21 pagesDémarche APQP - Evaluation Fournisseurs PDFYoussef BensafiPas encore d'évaluation
- Analyse Du Système de Mesure MSA: Fethi Derbeli 2021Document81 pagesAnalyse Du Système de Mesure MSA: Fethi Derbeli 2021thouraya hadj hassenPas encore d'évaluation
- Présentation Qualité SmedDocument23 pagesPrésentation Qualité SmedNouhaila Ouyoussef100% (1)
- Outils de QualiteDocument50 pagesOutils de QualiteAdama Fangafossé Coulibaly100% (3)
- Iatf - 16949 - 2016 V14Document66 pagesIatf - 16949 - 2016 V14Hichem Arbi100% (2)
- Support de Cours AMDECDocument51 pagesSupport de Cours AMDECHichem Arbi100% (3)
- PPAPDocument57 pagesPPAPHichem Arbi100% (8)
- Etude R&R PDFDocument28 pagesEtude R&R PDFMallouli Kerem100% (1)
- Chapitre 3 MSA-Analyse Des Système de MesureDocument36 pagesChapitre 3 MSA-Analyse Des Système de MesureTshibangu Samuel100% (1)
- 1 StatistiquesDocument35 pages1 StatistiquesHichem ArbiPas encore d'évaluation
- 2-8-MSA Analy System MesureDocument55 pages2-8-MSA Analy System Mesurenoreddine saddouk100% (1)
- 04 Msa1 PDFDocument43 pages04 Msa1 PDFTunENSTABPas encore d'évaluation
- Les Exigences de L'iatf 16949 V 2016 - Max Power - Tranche 1Document170 pagesLes Exigences de L'iatf 16949 V 2016 - Max Power - Tranche 1try100% (2)
- Formation SPC - MSP: Harbouche Lahcène Ingénieur de RechercheDocument169 pagesFormation SPC - MSP: Harbouche Lahcène Ingénieur de RechercheMoez AlouiPas encore d'évaluation
- Msqse Amdec Ind CDocument23 pagesMsqse Amdec Ind Clamia martinPas encore d'évaluation
- Introduction Aux Core ToolsDocument29 pagesIntroduction Aux Core ToolsbenaliPas encore d'évaluation
- 305-Maitrise Statistique Des Processus-V2019Document24 pages305-Maitrise Statistique Des Processus-V2019Edgard Varela Espinoza100% (2)
- Formation SPC StructuresDocument29 pagesFormation SPC StructuresZaid Chkir100% (2)
- EX - IIATF 16949 CHP 1 À 7 PDFDocument165 pagesEX - IIATF 16949 CHP 1 À 7 PDFNihel MerhbenPas encore d'évaluation
- Cours SPC Habsaoui2021Document84 pagesCours SPC Habsaoui2021Zakaria SbaitaPas encore d'évaluation
- Module de Formation SPCDocument149 pagesModule de Formation SPCziyad.elamrani.ficosa100% (1)
- Support de Formation - IATF16949v2016Document193 pagesSupport de Formation - IATF16949v2016HammamiSalahPas encore d'évaluation
- MSP Chap1Document8 pagesMSP Chap1Jiji JojoPas encore d'évaluation
- Cours - AIAG APQPDocument65 pagesCours - AIAG APQPelkajjal100% (2)
- Cours MSP JrifiDocument83 pagesCours MSP Jrifijrifi33% (3)
- Lean Six SigmaDocument56 pagesLean Six SigmaL Mth100% (1)
- 2017.05.04 - IATF Event - Présentation IATF Par Olivier SOULIEDocument29 pages2017.05.04 - IATF Event - Présentation IATF Par Olivier SOULIEAchraf adenasPas encore d'évaluation
- C6 QRQCDocument28 pagesC6 QRQCRiadh Jellali100% (2)
- Caracteristiques SRC Et SpeciauxDocument6 pagesCaracteristiques SRC Et SpeciauxBESPas encore d'évaluation
- PPAPDocument5 pagesPPAPaminaPas encore d'évaluation
- Outils de La Qualité MSPDocument132 pagesOutils de La Qualité MSPEl Ouadghiri Salim100% (6)
- Cours MSP JrifiDocument93 pagesCours MSP JrifiHoussame NaimPas encore d'évaluation
- VDA 6 3qualification FR 08062017 PDFDocument99 pagesVDA 6 3qualification FR 08062017 PDF57641100% (1)
- SMEDDocument29 pagesSMEDmeddebyounes100% (1)
- 03 Module VSMDocument65 pages03 Module VSMTunENSTAB100% (3)
- Support - de - Cours - SPC - FI-2013 (Lecture Seule) (Mode de Compatibilité)Document64 pagesSupport - de - Cours - SPC - FI-2013 (Lecture Seule) (Mode de Compatibilité)Isnotgood LamiPas encore d'évaluation
- Formation QRQC Step1 Et STEP2Document146 pagesFormation QRQC Step1 Et STEP2Alpha Excellence consulting100% (1)
- MSP IntroductionDocument60 pagesMSP IntroductionKhaled Boulahem100% (1)
- Appliquer La Maîtrise Statistique Des Processus: (MSP/SPC)Document48 pagesAppliquer La Maîtrise Statistique Des Processus: (MSP/SPC)Amine Chaabi100% (1)
- IATF Version 2016Document31 pagesIATF Version 2016Nejm Iddin0% (1)
- Module MSADocument82 pagesModule MSAtry100% (2)
- SupportDocument71 pagesSupportrihabPas encore d'évaluation
- VSMDocument33 pagesVSMsébastienPas encore d'évaluation
- Etude R&RDocument15 pagesEtude R&Rmedane_saad67070% (2)
- Vda 063Document236 pagesVda 063Jawadi HamdiPas encore d'évaluation
- Le S.P.C.: Statistical Process Control, Surveillance Des Procédés en Continu Ou Maîtrise Statistique Des ProcédésDocument27 pagesLe S.P.C.: Statistical Process Control, Surveillance Des Procédés en Continu Ou Maîtrise Statistique Des Procédésboubka100% (2)
- Chap 2 MSP V2018 PDFDocument30 pagesChap 2 MSP V2018 PDFalae sahraouiPas encore d'évaluation
- La Norme Iso Ts 16949Document60 pagesLa Norme Iso Ts 16949HaythemAlayaPas encore d'évaluation
- Minitab-Etude de L'instrumentation R&RDocument19 pagesMinitab-Etude de L'instrumentation R&Rlar NadaPas encore d'évaluation
- Annales UE 2 CorrigésDocument8 pagesAnnales UE 2 CorrigésFernanda Pereira ZapparolliPas encore d'évaluation
- FuelInjectorNozzles FRDocument23 pagesFuelInjectorNozzles FRhoukoumatPas encore d'évaluation
- Fonction Metrologie PDFDocument48 pagesFonction Metrologie PDFOussama BouzidPas encore d'évaluation
- Presen GorjiDocument15 pagesPresen GorjiaymanorginPas encore d'évaluation
- 01-13 FR Analyse Système de Mesures ASM 20190720Document32 pages01-13 FR Analyse Système de Mesures ASM 20190720Aina RazafimandimbyPas encore d'évaluation
- La Méthode 6 Sigma: Amélioration et gestion de la qualitéD'EverandLa Méthode 6 Sigma: Amélioration et gestion de la qualitéPas encore d'évaluation
- 3 MSA Etude Type1Document9 pages3 MSA Etude Type1Hichem ArbiPas encore d'évaluation
- Control Charts For AttributeDocument15 pagesControl Charts For AttributeHichem ArbiPas encore d'évaluation
- 8AAIT - 06 Approche Processus Session 1 - 3 - 59 FoliosDocument7 pages8AAIT - 06 Approche Processus Session 1 - 3 - 59 FoliosHichem ArbiPas encore d'évaluation
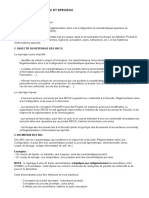
- Les Systemes Aquiferes: 1. Quelques DefinitionsDocument33 pagesLes Systemes Aquiferes: 1. Quelques DefinitionsAbdoultazak BambaPas encore d'évaluation
- Catalogue CouvreurDocument168 pagesCatalogue CouvreurGérard ZaegelPas encore d'évaluation
- Cryo Globulin e MiesDocument10 pagesCryo Globulin e MieshamicimohammedPas encore d'évaluation
- Tes Egaux SCH 40Document1 pageTes Egaux SCH 40Mohamed ChahidPas encore d'évaluation
- Memoire Final 2017Document99 pagesMemoire Final 2017azizPas encore d'évaluation
- Actualités Des Musées de Poitiers 3-2010Document16 pagesActualités Des Musées de Poitiers 3-2010Musée de PoitiersPas encore d'évaluation
- 1 Ia AgentsDocument29 pages1 Ia AgentsAZIPas encore d'évaluation
- Variables AléatoiresDocument10 pagesVariables AléatoiresLou LoulouPas encore d'évaluation
- Dossier TARZANDocument23 pagesDossier TARZANpiduduPas encore d'évaluation
- CHAPITRE II. KILONGA NAZI (Enregistré Automatiquement)Document51 pagesCHAPITRE II. KILONGA NAZI (Enregistré Automatiquement)JordanPas encore d'évaluation
- Que Faire Des de Chets Nucle AiresDocument1 pageQue Faire Des de Chets Nucle AireskatPas encore d'évaluation
- Concessions À Maurice, Les Terres Et Leur HistoireDocument3 pagesConcessions À Maurice, Les Terres Et Leur HistoireCatherine BoudetPas encore d'évaluation
- 2013 05 FR Parc Aux Rats Formata4seulDocument40 pages2013 05 FR Parc Aux Rats Formata4seulblapreslePas encore d'évaluation
- GeomDocument28 pagesGeomIlyasse LemezaliPas encore d'évaluation
- Enpc00 Ouv Leesu 0001 PDFDocument140 pagesEnpc00 Ouv Leesu 0001 PDFhmdPas encore d'évaluation
- 0653 Dcelot.. BR 00 081204Document39 pages0653 Dcelot.. BR 00 081204Nabil KhouyaPas encore d'évaluation
- Catalogue Technique FlexalenDocument139 pagesCatalogue Technique FlexalenAdrian MPas encore d'évaluation
- L'alternateur de VoitureDocument13 pagesL'alternateur de VoitureTom PagniacPas encore d'évaluation
- Fabriquer Ses Produits D Entretien NaturelsDocument5 pagesFabriquer Ses Produits D Entretien NaturelsPatrick Faye100% (1)
- Libéralisation Du Secteur Des Transports Au Marco, Impact Sur Le ManagementDocument54 pagesLibéralisation Du Secteur Des Transports Au Marco, Impact Sur Le Managementnada333Pas encore d'évaluation
- ENSIATE - DD - Présentation D'un Exposé PDFDocument10 pagesENSIATE - DD - Présentation D'un Exposé PDFCheikh DaboPas encore d'évaluation
- Puissances de 10 Et D Un Nombre Relatif Cours de Maths en 4eme A Imprimer en PDDocument6 pagesPuissances de 10 Et D Un Nombre Relatif Cours de Maths en 4eme A Imprimer en PDMoussa Harouna GarbaPas encore d'évaluation
- Devis PoulaillerDocument3 pagesDevis PoulaillerYao Yves SowPas encore d'évaluation
- Fiche2022 ECNi FR Item 291Document5 pagesFiche2022 ECNi FR Item 29152f25fj7t7Pas encore d'évaluation
- Systeme de Regles D - JojoDocument11 pagesSysteme de Regles D - JojoZariaZ - FlashForPas encore d'évaluation
- TheologieDocument367 pagesTheologieDoru Marariu100% (1)
- Sebastien Night - Le Carnet Noir Du SéducteurDocument48 pagesSebastien Night - Le Carnet Noir Du SéducteurCisco BeaufortPas encore d'évaluation
- Memoire Bachelier Sylvain FiniDocument63 pagesMemoire Bachelier Sylvain Finisylvain.balumebaderhaPas encore d'évaluation
- Liste 1ère Année BCG Section ADocument4 pagesListe 1ère Année BCG Section Akabli ilyassPas encore d'évaluation