Chap 06-01 - Process
Chap 06-01 - Process
Transféré par
YacineDroits d'auteur :
Formats disponibles
Chap 06-01 - Process
Chap 06-01 - Process
Transféré par
YacineTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Droits d'auteur :
Formats disponibles
Chap 06-01 - Process
Chap 06-01 - Process
Transféré par
YacineDroits d'auteur :
Formats disponibles
Chapitre 6
Les composants du
traitement du lait
Le chapitre suivant décrit les composants les plus utilisés dans le traitement du lait. Il
décrit uniquement les composants utilisés dans le traitement du lait liquide et non ceux
utilisés dans sa transformation. Les équipements de transformation, pour la fabrication
du fromage, du beurre, etc., sont décrits dans les chapitres relatifs à ces processus de
transformation.
Manuel de transformation du lait/Chapitre 66.1 73
74 Manuel de transformation du lait/Chapitre 6.1
Echangeurs de
chaleur
Les objectifs du traitement
thermique
A la fin du 19e siècle, le traitement thermique du lait était devenu si courant que la
plupart des laiteries utilisaient ce procédé pour toute application, par exemple pour
le lait destiné à la fabrication de beurre et de fromage.
Avant l’apparition du traitement thermique, le lait était une source d’infection, car
il constitue un milieu de croissance parfait pour les micro-organismes. Le lait
répandait parfois des maladies comme la tuberculose et le typhus.
Le terme “pasteurisation” commémore Louis Pasteur qui, au milieu du 19e siècle,
réalisa ses travaux fondamentaux sur l’effet létal de la chaleur sur les micro-
organismes et l’utilisation du traitement thermique comme technique de conservation.
La pasteurisation du lait est un type de traitement thermique spécial, que l’on peut
définir comme : “tout traitement du lait assurant la destruction certaine du bacille
tuberculeux (B.T.), sans influer nettement sur les propriétés physiques et chimiques.”
Si l’on étudie l’histoire de la pasteurisation, il est bon de préciser que, bien que les
savants du monde entier aient été à peu près d’accord sur le niveau de traitement
thermique nécessaire, l’utilisation commerciale du procédé n’a pas été, pendant
longtemps, contrôlée avec rigueur. Le lait était souvent chauffé à l’excès ou
insuffisamment, ce qui lui conférait un coût de cuit ou y laissait des B.T. parfaitement
viables.
Au milieu des années 30 (JDR:6/191), Kay et Graham ont annoncé la découverte
de l’ enzyme phosphatase . Cette enzyme, toujours présente dans le lait cru, est
détruite par la combinaison de température et de durée nécessaire à une pasteurisation
efficace. Sa présence ou son absence se confirme en outre facilement (Test de la
phosphatase de Scharer). L’absence de phosphatase indique que le lait a été
correctement chauffé.
Par bonheur, tous les organismes pathogènes courants susceptibles d’apparaître
dans le lait sont tués par un traitement thermique relativement doux, n’ayant qu’un
très léger effet sur les propriétés physiques et chimiques du lait. L’organisme le plus
résistant est le bacille tuberculeux (B.T.) et on estime qu’on le tue en chauffant le lait
à 63°C pendant 10 minutes. Pour assurer une sécurité complète, on chauffe le lait Il est extrêmement heureux
à 63°C pendant 30 minutes. On considère donc le B.T. comme l’organisme indicateur qu’aucun des principaux
de la pasteurisation : tout traitement thermique détruisant le B.T. peut être considéré pathogènes du lait ne forme de
comme détruisant tous les autres pathogènes du lait. spores.
Outre les micro-organismes pathogènes, le lait contient également d’autres
substances et micro-organismes susceptibles de gâter le goût et de raccourcir la
durée de conservation de différents produits laitiers. Le traitement thermique a donc
pour objectif secondaire de détruire, dans toute la mesure du possible, ces autres
organismes et systèmes enzymatiques. Ceci exige un traitement thermique plus
intense que celui nécessaire à la destruction des pathogènes.
Cet objectif secondaire du traitement thermique a acquis de plus en plus
d’importance à mesure qu’augmentaient le nombre et la taille des laiteries. Du fait des
intervalles plus longs entre livraisons, les micro-organismes disposent de davantage
Manuel de transformation du lait/Chapitre 6.1 75
de temps pour se multiplier et pour engendrer des systèmes enzymatiques, malgré
les techniques de réfrigération modernes. De plus, les constituants du lait se
dégradent, le pH chute etc. Pour remédier à ces problèmes, le traitement thermique
doit être appliqué aussi vite que possible après l’arrivée du lait à la laiterie.
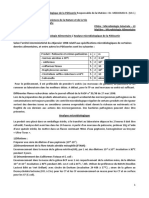
Combinaison de température et de
durée
La combinaison de température et de temps de chambrage est très importante, car
Durée
2,5 h elle détermine l’intensité du traitement thermique. La Figure 6.1.1 illustre les courbes
2h
1h d’effet létal pour les bactéries coliformes et typhoïdes et les bacilles tuberculeux .
30 min
20 min Selon ces courbes, les coliformes sont tués si le lait est chauffé à 70°C et maintenu
10 min à cette température pendant environ une seconde. A une température de 65°C, il faut
5 min
2 min
un temps de chambrage de 10 secondes pour tuer les coliformes. Ces deux
1 min combinaisons - 70°C/1 s et 65°C/10 s - ont donc le même effet létal.
Les bacilles tuberculeux sont plus résistants au traitement thermique que les
10 s
coliformes. Un temps de chambrage de 20 secondes à 70°C ou d’environ 2 minutes
à 65°C s’impose pour assurer leur destruction intégrale. Le lait peut également
1s contenir des microcoques résistant à la chaleur. En règle générale, ils sont totalement
60 65 70 75 80 85 90
Température °C inoffensifs.
Fig. 6.1.1 Effet létal sur les bactéries.
Facteurs restrictifs du traitement thermique
Un traitement thermique intense du lait est souhaitable du point de vue microbiologique.
Mais ce traitement entraîne aussi un risque d’effets nocifs sur l’aspect, le goût et la
valeur nutritive du lait. Les protéines du lait sont dénaturées aux températures
élevées. Un traitement thermique intense détériore donc considérablement les
propriétés du lait propres à la fabrication du fromage. Un chauffage intense entraîne
une modification du goût : tout d’abord un goût de cuit, puis un goût de brûlé. La
combinaison de température et de durée choisie est donc une question d’optimisation,
pour laquelle on devra tenir compte à la fois des effets microbiologiques et des
problèmes de qualité.
Le traitement thermique étant devenu la partie la plus importante du traitement du
lait et ses effets sur le lait étant désormais mieux compris, on a pu adopter différentes
catégories de traitement thermique, comme le montre le tableau 6.1.1.
Tableau 6.1.1
Principales catégories de traitement thermique dans
l’industrie laitière
Procédé Température Durée
Thermisation 63 – 65°C 15 s
Pasteurisation LTLT du lait 63°C 30 min
Pasteurisation HTST du lait 72 – 75°C 15 à 20 s
Pasteurisation HTST de la crème etc. >80°C 1à5s
Ultrapasteurisation 125 – 138°C 2à4s
UHT (stérilisation en continu),
habituellement 135 – 140°C quelques secondes
Stérilisation en récipients 115 – 120°C 20 à 30 min
Thermisation
Dans de nombreuses laiteries importantes, il n’est pas possible de pasteuriser et de
traiter le lait immédiatement après réception. Une partie du lait doit être stockée dans
des cuves de stockage pendant plusieurs heures ou plusieurs jours. Dans ces
conditions, même une réfrigération poussée ne suffit pas à éviter une grave
détérioration de la qualité.
De nombreuses laiteries préchauffent donc le lait à une température inférieure à
la température de pasteurisation, pour inhiber provisoirement la croissance des
bactéries. Ce procédé est appelé thermisation. Le lait est chauffé à 63-65°C pendant
environ 15 secondes, une combinaison de température et de durée qui n’inactive pas
l’enzyme phosphatase. La loi interdit la double pasteurisation dans de nombreux
76 Manuel de transformation du lait/Chapitre 6.1
pays, aussi la thermisation doit-elle s’arrêter avant que ne soient atteintes les
conditions de pasteurisation.
Pour éviter la multiplication des bactéries sporulées aérobies après la thermisation,
le lait doit être refroidi rapidement à 4°C ou moins et ne doit pas être mélangé à du
lait non traité. De nombreux experts estiment que la thermisation a un effet favorable
sur certaines bactéries sporulées. Le traitement thermique fait revenir de nombreuses
spores à l’état végétatif, et elles sont donc détruites lors de la pasteurisation ultérieure
du lait.
La thermisation ne devra être utilisée que dans des cas exceptionnels. On devra
avoir pour objectif de pasteuriser toutes les livraisons de lait dans les 24 heures
suivant leur arrivée à la laiterie.
Pasteurisation LTLT
Le premier type de traitement thermique était un procédé Durée
discontinu consistant à chauffer le lait à 63°C en cuves ouvertes 2,5 h
2h
et à le maintenir à cette température pendant 30 minutes. Cette
1h
méthode est appelée “Holder Process” ou méthode LTLT (Basse 30 min
température, longue durée). 20 min
Aujourd’hui, le traitement thermique du lait s’effectue presque 10 min
toujours selon un procédé continu comme la thermisation, la 5 min
pasteurisation HTST ou le traitement UHT. 2 min
1 min
Pasteurisation HTST
HTST est l’abréviation anglaise de High Temperature Short Time 10 s
(Haute température, courte durée). L’exacte combinaison de
température et de durée varie en fonction de la qualité du lait cru,
du type de produit traité et des caractéristiques de conservation
1s
requises. 60 65 70 75 80 85 90
Température °C
Lait
Le procédé HTST de traitement du lait consiste à le chauffer à 72-75°C et à le Fig. 6.1.2 Courbe d’effet létal et
maintenir pendant 15 à 20 secondes à cette température, avant de le refroidir. courbes de température et de durée de
L’enzyme phosphatase est détruite par cette combinaison de température et de la destruction de certaines enzymes et
durée. On utilise donc le test de la phosphatase pour vérifier que le lait a été de certains micro-organismes.
pasteurisé correctement. Le résultat du test devra être négatif : on ne devra détecter
aucune activité de la phosphatase. Voir figure 6.1.2.
Crème et produits fermentés
On ne devra pas utiliser le test de la phosphatase pour les produits dont la teneur en
matière grasse est supérieure à 8%, une certaine réactivation des enzymes ayant
lieu très peu de temps après la pasteurisation. Le traitement thermique devra en outre
être plus intense, la matière grasse étant un médiocre conducteur de chaleur.
On utilise donc une autre enzyme, la peroxydase, pour contrôler le résultat de la
pasteurisation de la crème (Test de la peroxydase de Storch). Le produit est chauffé
à une température supérieure à 80°C, avec un temps de chambrage d’environ 5
secondes. Ce traitement thermique plus intense suffit à inactiver la peroxydase. Le
test devra être négatif - on ne devra pouvoir détecter aucune activité de la peroxydase
dans le produit. Voir Figure 6.1.2.
Le test de la phosphatase ne pouvant pas non plus être utilisé pour les produits
acidifiés, la régulation du chauffage est basée sur l’enzyme peroxydase. Le lait
destiné à la production de lait fermenté est habituellement soumis à un chauffage
intense, pour coaguler les protéines du sérum et en augmenter les propriétés de
fixation de l’eau (pour éviter la formation de sérum).
Ultrapasteurisation
On peut utiliser l’ultrapasteurisation si une durée de conservation spécifique s’impose.
Pour certains fabricants, deux jours supplémentaires suffisent, alors que d’autres
visent 30 à 40 jours de plus que les 2 à 16 jours traditionnellement liés aux produits
pasteurisés. Le principe fondamental consiste à réduire les principales causes de
réinfection du produit lors du traitement et du conditionnement, de manière à en
prolonger la durée de conservation. Ceci exige des niveaux d’hygiène extrêmement
élevés lors de la fabrication et une température de distribution ne dépassant pas 7°C
- plus la température sera basse et plus la durée de conservation sera longue.
Un chauffage du lait à 125-138°C pendant 2 à 4 secondes, suivi d’un refroidissement
Manuel de transformation du lait/Chapitre 6.1 77
à moins de 7°C constitue la base d’une durée de conservation prolongée. On utilise
le terme général ESL (Extended Shelf Life = Durée de conservation prolongée) pour
les produits soumis à traitement thermique et que l’on a dotés de meilleures qualités
de conservation à l’aide d’une méthode quelconque. Les produits ESL doivent
néanmoins être réfrigérés lors de la distribution et dans les magasins de détail.
Traitement UHT
UHT est l’abréviation de Ultra Haute Température. Le traitement UHT est une
technique permettant de conserver les produits alimentaires liquides en les soumettant
à un chauffage bref et intense, habituellement à des températures de l’ordre de 135
à 140°C. Ceci tue les micro-organismes qui sinon détruiraient le produit.
Le traitement UHT est un procédé continu qui s’effectue dans un circuit fermé
empêchant toute contamination du produit par les micro-organismes en suspension
dans l’air. Le produit passe par des phases successives rapides de chauffage et de
refroidissement. Le remplissage aseptique, destiné à éviter la réinfection du produit,
fait partie intégrante du procédé.
On utilise deux méthodes de traitement UHT, au choix :
• Chauffage et refroidissement indirect dans des échangeurs de chaleur,
• Chauffage direct par injection de vapeur ou infusion de lait dans la vapeur et
refroidissement par détente-flash sous vide.
Stérilisation
La première forme de stérilisation, toujours utilisée, est la stérilisation en récipients,
habituellement à 115-120°C pendant 20 à 30 minutes.
Après standardisation de la matière grasse, homogénéisation et chauffage à
environ 80°C, le lait est conditionné dans des récipients propres - habituellement des
bouteilles de verre ou de plastique pour le lait et des boîtes pour le lait concentré. Le
produit encore chaud est transféré à des autoclaves en production discontinue, ou
à un stérilisateur hydrostatique à colonnes en production continue.
Chauffage et refroidissement
constituent les opérations les plus Préchauffage
importantes de la laiterie. Habituellement, les températures de traitement désirées sont obtenues juste après
la pasteurisation, mais il est parfois nécessaire de réfrigérer le lait et de le stocker
provisoirement avant d’effectuer le traitement final. On en trouvera des exemples ci-
dessous.
Le lait de fabrication du fromage est préchauffé à 30-35°C avant la cuve, où la
température est ajustée définitivement avant l’adjonction de présure. On utilise de
l’eau chaude comme fluide de chauffage. On peut également utiliser du sérum chaud
provenant d’une production précédente pour une première phase de préchauffage,
afin de réduire le coût du chauffage.
Le lait de fabrication du yaourt est préchauffé à 40-45°C avant la cuve de
fermentation où s’effectue l’adjonction de levain. On utilise de l’eau chaude comme
fluide de chauffage.
Le lait peut être également préchauffé avant l’adjonction des autres ingrédients -
chocolat en poudre, sucre, matières grasses etc. - nécessaires aux différents
produits alimentaires à base de lait.
Les procédés d’échange thermique en laiterie
Pouvoir réguler la température des produits à tous les stades du procédé constitue
une des principales exigences des laiteries modernes. Chauffage et refroidissement
sont donc des opérations très courantes en laiterie.
Chauffage
Le lait est chauffé par un fluide de chauffage, par exemple de la vapeur basse
pression (très rarement utilisée aujourd’hui) ou de l’eau chaude. Une certaine
quantité de chaleur est transférée du fluide de chauffage au lait, ce qui élève la
température de ce dernier et réduit en proportion celle du fluide de chauffage.
Refroidissement
Juste après son arrivée à la laiterie, le lait est souvent refroidi à basse température
- 5°C ou moins - pour inhiber provisoirement la croissance de micro-organismes.
Après sa pasteurisation, le lait est également refroidi à basse température - environ
4°C.
78 Manuel de transformation du lait/Chapitre 6.1
Si l’on dispose d’eau naturellement froide, on pourra l’utiliser pour le
prérefroidissement après pasteurisation et l’échange thermique par récupération.
Dans tous les cas, la chaleur est transférée du lait au fluide de refroidissement. La
température du lait est réduite au niveau désiré et celle du fluide de refroidissement
augmente en proportion. Le fluide de refroidissement pourra être de l’eau froide, de
l’eau glacée, de la saumure ou une solution alcoolique du type glycol.
Chauffage et refroidissement par récupération
Bien souvent, un produit doit d’abord être chauffé pour un traitement donné, puis
refroidi. La pasteurisation du lait en constitue un exemple. Le lait réfrigéré est chauffé
de 4°C, par exemple, jusqu’à une température de pasteurisation de 72°C, maintenu
à cette température pendant 15 secondes, puis réfrigéré à nouveau à 4°C.
La chaleur du lait pasteurisé est utilisée pour réchauffer le lait froid. Le lait froid
en entrée est préchauffé par le lait chaud en sortie, qui est prérefroidi simultanément.
Ceci économise de l’énergie de chauffage et de réfrigération. L’opération s’effectue
dans un échangeur de chaleur et est appelée échange thermique par récupération
ou, plus fréquemment, récupération de chaleur. Elle permet de récupérer jusqu’à 94
à 95% de la chaleur contenue dans le lait pasteurisé.
Théorie de l’échange thermique Fig. 6.1.3 Transmission de chaleur par
Deux substances doivent avoir des températures différentes pour transférer de la conduction.
chaleur de l’une à l’autre. La chaleur s’écoule toujours de la substance la plus chaude Exemple : la chaleur est transférée de
vers la plus froide. L’écoulement de chaleur est rapide lorsque la différence de la coquille au manche de la cuiller.
température est importante. Lors de l’échange thermique, la différence de température
se réduit progressivement et la vitesse de transfert ralentit, cessant complètement
lorsque les températures se sont égalisées.
La chaleur peut se transmettre de trois façons : par conduction, par convection et
par rayonnement.
• Conduction signifie transmission de l’énergie thermique par l’intermédiaire de
corps solides et de couches de liquide au repos (sans écoulement physique ou
mélange dans le sens de transmission de la chaleur). La figure 6.1.3 montre un
exemple de conduction thermique vers une petite cuiller, dans une tasse de café
chaud. La chaleur est transmise par conduction au manche, qui devient ainsi plus
chaud.
• La Convection est une forme de transmission de chaleur survenant lorsque des
particules à teneur thermique élevée se mélangent à des particules froides et
transfèrent leur chaleur à ces dernières par conduction - voir figure 6.1.4. La
Fig. 6.1.4 Transmission de chaleur par
convection implique donc un mélange. Si l’on rince la petite cuiller à l’eau courante
convection.
froide, la chaleur est transférée de la cuiller à l’eau, qui est chauffée lors de cette Exemple : la cuiller est rincée à l’eau
opération. L’eau ainsi chauffée est remplacée par de l’eau froide, qui absorbe à son courante froide. La chaleur est
tour la chaleur de la cuiller. Le transfert thermique par convection se poursuit jusqu’à absorbée par l’eau et la cuiller refroidit,
ce que la cuiller et l’eau courante soient à la même température. jusqu’à ce que cuiller et eau soient à la
• Le Rayonnement est l’émission de chaleur à partir d’un corps ayant accumulé de même température.
l’énergie thermique - voir figure 6.1.5. L’énergie thermique est convertie en énergie
rayonnante, émise par le corps et absorbée par les autres corps qu’elle vient frapper.
Presque toutes les substances émettent de l’énergie rayonnante.
Principes de transfert thermique
Tout le transfert thermique en laiterie s’effectue sous forme
de convection et de conduction. On utilise deux principes :
le chauffage direct et indirect.
Chauffage direct
Chauffage direct signifie que le fluide de chauffage est mélangé au produit.
On utilise cette technique : Fig. 6.1.5 Transmission de chaleur par
• pour chauffer l’eau. De la vapeur est injectée directement dans l’eau et transfère rayonnement.
sa chaleur à cette dernière, à la fois par convection et conduction. Exemple : un toit accumule la chaleur
• pour chauffer des produits comme le caillé, dans la fabrication de certains types du soleil pendant la journée et la
de fromage (en mélangeant de l’eau chaude au caillé), et pour stériliser le lait par rayonne la nuit.
la méthode directe (injection de vapeur ou infusion de lait dans la vapeur).
Manuel de transformation du lait/Chapitre 6.1 79
La méthode directe d’échange thermique est efficace pour un chauffage rapide.
Elle offre certains avantages, qui seront étudiés au Chapitre 9 pour la production du
lait de longue conservation. Elle implique, cependant, le mélange du produit au fluide
de chauffage et ceci exige certaines opérations lors du traitement ultérieur. Elle
implique également des exigences strictes de qualité du fluide de chauffage. La
législation de certains pays interdit le chauffage direct, au motif qu’il introduit dans le
produit une substance étrangère.
t°C Flux thermique
Chauffage indirect
L’échange thermique indirect est donc la méthode la plus fréquemment utilisée en
laiterie. Dans cette méthode, une cloison est disposée entre le produit et le fluide de
chauffage ou de refroidissement. La chaleur est alors transférée du fluide au produit
à travers la cloison, comme illustré sur la figure 6.1.6.
Supposons que le fluide de chauffage est constitué par de l’eau chaude, circulant
d’un des côtés de la cloison, et que du lait froid circule de l’autre côté. La cloison est
donc chauffée du côté fluide de chauffage et refroidie du côté produit. Dans un
échangeur de chaleur à plaques, la plaque constitue la cloison.
Il existe une couche limite des deux côtés de la cloison. La vitesse des liquides
est ralentie par le frottement, jusqu’à être pratiquement nulle au niveau de la couche
limite en contact avec la cloison. La couche immédiatement à l’extérieur de la couche
Fig. 6.1.6 La chaleur est transférée du limite n’est ralentie que par le liquide de la couche limite et sa vitesse est donc faible.
fluide de chauffage au produit froid de
La vitesse augmente progressivement et atteint son niveau le plus élevé au centre
l’autre côté de la cloison.
du conduit.
De même, la température de l’eau chaude est la plus élevée au milieu du conduit.
Plus l’eau est proche de la cloison et plus elle est refroidie par le lait froid présent de
l’autre côté. La chaleur est transférée à la couche limite par convection et conduction.
Le transfert à travers la paroi, de la couche limite à celle située de l’autre côté,
s’effectue presque entièrement par conduction, alors que le transfert ultérieur au lait
dans la partie centrale du conduit s’effectue à la fois par conduction et convection.
°C
t i2 L’échangeur de chaleur
On utilise un échangeur de chaleur pour l’échange thermique par la méthode
indirecte.
t 01 Les différents types seront décrits ultérieurement. L’échange thermique peut se
t02 représenter de façon schématique en figurant symboliquement l’échangeur de
chaleur sous la forme de deux conduits séparés par une cloison tubulaire.
ti1 L’eau chaude (en rouge) circule dans l’un des conduits et le lait (en bleu) dans
l’autre. La chaleur est transférée à travers la cloison. L’eau chaude pénètre dans le
Durée conduit à une température ti2 et est refroidie à une température t02 à sa sortie. Le lait
pénètre dans l’échangeur de chaleur à une température t i1 et est chauffé par l’eau
t 01 t i1 chaude à une température de sortie t 01. Les variations de température lors du
passage dans l’échangeur de chaleur sont illustrées par les courbes de la figure
6.1.7.
ti2 t02
Paramètres de dimensionnement d’un échangeur de
chaleur
Fig. 6.1.7 Courbes de température de Les dimensions et la configuration nécessaires à un échangeur de chaleur dépendent
l’échange thermique dans un de nombreux facteurs. Le calcul est très complexe et s’effectue habituellement
échangeur de chaleur. aujourd’hui à l’aide d’un ordinateur. Les éléments à prendre en compte sont les
suivants :
• Débit de produit
• Propriétés physiques des liquides
• Programme de température
• Pertes de charge autorisées
• Type de l’échangeur de chaleur
• Impératifs de nettoyabilité
• Temps de fonctionnement exigés
La formule générale de calcul de la taille requise (surface d’échange thermique) d’un
échangeur de chaleur est la suivante :
80 Manuel de transformation du lait/Chapitre 6.1
V x ρ x cp x ∆t
A =
∆tm x k
A = Surface d’échange thermique requise
V = Débit de produit
ρ = Masse volumique du produit
cp = Chaleur spécifique du produit
∆t = Variation de température du produit
∆tm = Différence de température moyenne logarithmique
k = Coefficient de transfert thermique global
Débit de produit
Le débit, V, dépend de la capacité prévue de la laiterie. Plus il sera élevé et plus
l’échangeur de chaleur nécessaire sera important.
Exemple : si le débit de produit d’une unité doit passer de 10 000 à 20 000 l/h, la
taille de l’échangeur de chaleur devra être doublée par rapport à celle d’origine, pour
autant que le débit des fluides de service soit également doublé, les autres facteurs
restant constants.
Propriétés physiques des liquides
La valeur de masse volumique, ρ, dépend du produit.
La valeur de chaleur spécifique, cp, dépend également du produit. Elle indique la
quantité de chaleur qui doit être fournie à une substance pour en élever la
température de 1°C.
La viscosité constitue une autre propriété physique importante. Nous l’étudierons
dans le paragraphe relatif au coefficient de transfert thermique global ci-après.
Programme de température
L’échange thermique a pour objet de chauffer ou de refroidir une quantité donnée
d’un produit comme le lait, depuis une température d’entrée donnée jusqu’à une
température de sortie donnée. Ceci s’effectue dans un échangeur de chaleur, à l’aide
d’un fluide de service - de l’eau par exemple. S’il s’agit d’un chauffage, le lait est
chauffé à l’aide d’eau chaude, dont la température baisse en proportion.
Plusieurs aspects du programme de température doivent être pris en considération :
les variations de température, le différentiel de température entre les liquides et le
sens d’écoulement des liquides.
Variation de température
Les températures d’entrée et de sortie du produit dépendent de l’étape précédente
et de l’étape suivante du procédé. La variation de température du produit est
représentée par ∆t dans la formule générale susmentionnée. Elle peut s’exprimer
sous la forme suivante :
∆t1 = to1 – ti1. Voir également la figure 6.1.7.
La température d’entrée du fluide de service dépend des conditions de traitement.
La température du fluide de service en sortie peut être obtenue par calcul du bilan
énergétique.
Sur un échangeur de chaleur moderne, les pertes d’énergie vers l’air ambiant
peuvent être négligées, car elles sont très faibles. L’énergie thermique dégagée par
le liquide chaud est donc égale à l’énergie thermique absorbée par le liquide froid.
On peut l’exprimer à l’aide de la formule suivante :
V1 x ρ1 x cp1 x ∆t1 = V2 x ρ2 x cp2 x ∆t2
Exemple : 20 000 l/h de lait de fabrication de fromage (V1) doivent être chauffés de
4 à 34°C par 30 000 l/h d’eau chaude (V 2) à 50°C. La masse volumique (ρ) et la
chaleur spécifique (cp) du lait sont d’environ 1 020 kg/m3 et 3,95 kJ/kg/°K, et ceux de
l’eau de 990 (à 50°C) et 4,18.
Nous pouvons alors calculer la variation de température de l’eau chaude :
20 000 x 1 020 x 3,95 x (34 - 4) = 30 000 x 990 x 4,18 x ∆t2.
∆t2 = 19,5°C. La température de l’eau chaude chutera de 19,5°, passant de 50 à
30,5°C.
Manuel de transformation du lait/Chapitre 6.1 81
Différence de température moyenne logarithmique (DTML)
Comme nous l’avons indiqué plus haut, il faut qu’il existe une différence de
température entre les deux fluides pour que l’échange thermique s’effectue. La
température différentielle constitue la force motrice. Plus la différence de température
sera importante, plus il sera transféré de chaleur et plus l’échangeur de chaleur
nécessaire sera petit. Pour les produits sensibles, il existe cependant des limites
régissant la différence de température utilisable.
La température différentielle peut varier dans l’échangeur de chaleur. On utilise
pour le calcul une valeur moyenne, la DTML. Elle est représentée par ∆tm dans la
formule générale ci-dessus. On peut la calculer à l’aide de la formule suivante, en
utilisant les dénominations de la figure 6.1.8.
(ti2 – to1) – (to2 – ti1)
∆tm =
(ti2 – to1)
ln
(to2 – ti1)
°C
t i2 Dans l’exemple de chauffage du lait de fabrication du fromage, le calcul de la
différence de température moyenne logarithmique ∆tm donne 20,8°C.
Les sens d’écoulement dans l’échangeur de chaleur constituent un facteur
t 01 ∆t m important dans la détermination du différentiel de température moyen. Il existe deux
t02 configurations principales : l’écoulement à contre-courant et l’écoulement à
co-courant.
ti1
Ecoulement à contre-courant
Durée La différence de température entre les deux liquides s’utilise au mieux s’ils s’écoulent
dans des directions opposées à travers l’échangeur de chaleur - voir figure 6.1.8. Le
t01 t i1 produit froid rencontre alors le fluide de chauffage froid à l’entrée et un fluide de
chauffage de plus en plus chaud à mesure qu’il traverse l’échangeur de chaleur. Lors
de son passage, le produit est chauffé progressivement, sa température n’étant ainsi
t i2 t 02 que de quelques degrés inférieure à celle du fluide de chauffage au point correspondant.
Ce type de disposition est appelé écoulement à contre-courant.
Fig. 6.1.8 Courbes de température de Ecoulement à co-courant
l’échange thermique dans un Dans la configuration opposée - l’écoulement à co-courant - illustrée sur la figure
échangeur de chaleur à écoulement à 6.1.9., les deux liquides pénètrent dans l’échangeur de chaleur par la même
contre-courant.
extrémité et s’écoulent dans la même direction. Dans l’écoulement à co-courant, il
est impossible de chauffer le produit à une température supérieure à celle que l’on
°C obtiendrait en mélangeant le produit et le fluide de chauffage. Cette restriction ne
t i2
s’applique pas à l’écoulement à contre-courant; on peut chauffer le produit jusqu’à
deux ou trois degrés de la température d’entrée du fluide de chauffage.
∆tm Coefficient de transfert thermique global
t 02 Ce coefficient k mesure l’efficacité du transfert thermique. Il indique quelle quantité
de chaleur traverse 1 m2 de la cloison pour chaque °C de température différentielle.
t i1 t 01
On utilise le même coefficient pour calculer l’isolation des bâtiments, bien que, dans
ce cas, l’objectif soit l’obtention d’un k aussi faible que possible, alors qu’il devra être
Durée aussi élevé que possible dans un échangeur de chaleur.
Ce coefficient dépend :
ti1 t 01 • des pertes de charge autorisées des liquides
• des viscosités des liquides
• de la forme et de l’épaisseur de la cloison
t i2 t 02 • du matériau de la cloison
• de la présence d’un encrassement
Fig. 6.1.9 Courbes de température de
Pertes de charge autorisées
l’échange thermique dans un
Pour augmenter la valeur de k et améliorer l’échange thermique, il est possible de
échangeur de chaleur à écoulement à
co-courant. réduire la taille du canal dans lequel s’écoule le produit. Ceci réduit la distance sur
laquelle la chaleur doit être transférée de la cloison au centre du conduit.
Ceci s’accompagne cependant d’une réduction simultanée de la surface
d’écoulement transversale.
82 Manuel de transformation du lait/Chapitre 6.1
Avec les deux résultats suivants :
a. La vitesse d’écoulement dans le canal augmente, ce qui
b. rend l’écoulement plus turbulent.
Plus la perte de charge du produit et du fluide de service est importante, plus il est
transféré de chaleur et plus l’échangeur de chaleur nécessaire est petit.
Les produits sensibles à l’agitation mécanique (par exemple la matière grasse du
lait) risquent cependant d’être endommagés par un traitement violent. De plus, la
perte de charge à travers l’échangeur de chaleur augmente, aussi devra-t-on
augmenter la pression du produit avant l’échangeur de chaleur, pour le forcer dans
les canaux plus étroits. Il pourra alors s’avérer nécessaire de monter une pompe
gaveuse. Dans certains pays, la législation exige l’installation d’une pompe gaveuse,
essentiellement pour assurer une pression supérieure du côté produit et éviter ainsi
des fuites de produit non pasteurisé dans du produit pasteurisé.
Viscosité
Les viscosités du produit et du fluide de service sont importantes pour le
dimensionnement de l’échangeur de chaleur. Un liquide de viscosité élevée engendre
moins de turbulences lors de son écoulement à travers l’échangeur de chaleur qu’un
produit de viscosité inférieure. Ceci exige un échangeur de chaleur plus important,
toutes choses égales d’ailleurs. Ainsi, par exemple, la crème exige un échangeur de
chaleur plus important que le lait, pour des débits et programmes de température
identiques.
On devra apporter un soin tout particulier aux produits à écoulement non
newtonien. La viscosité apparente de ces produits dépend non seulement de la
température mais également du taux de cisaillement. Un produit d’aspect plutôt épais
dans une cuve peut s’écouler beaucoup plus facilement lorsqu’il est pompé dans des
canalisations ou un échangeur de chaleur. La fluidité de ces produits doit être
mesurée à l’aide d’instruments spéciaux, de manière à pouvoir effectuer des calculs
corrects (voir également Chapitre 3 - Rhéologie).
Forme et épaisseur de la cloison
La cloison est souvent cannelée pour engendrer un écoulement plus turbulent,
assurant un meilleur échange thermique. La figure 6.1.10 en illustre trois types
différents.
L’épaisseur est également importante. Plus la cloison est fine et plus l’échange
thermique est efficace. Mais ceci est contrebalancé par l’obligation pour la cloison
d’être suffisamment robuste pour supporter la pression des liquides. Les techniques
de conception et de fabrication modernes permettent des cloisons plus fines qu’il
n’était possible il y a seulement quelques années.
Matériau de la cloison
Pour le traitement des aliments, on utilise habituellement comme matériau de l’acier
inoxydable, dont les caractéristiques de transmission de chaleur sont excellentes.
Présence d’un encrassement
La plupart des produits laitiers sont sensibles au chauffage et on devra donc effectuer
ce dernier avec les plus grandes précautions pour éviter de modifier le produit. Les
protéines se coagulent et s’incrustent à l’intérieur d’une casserole utilisée pour
chauffer du lait. Le même phénomène se produit dans les échangeurs de chaleur si
la surface d’échange thermique est trop chaude.
La température différentielle entre le fluide de chauffage et le produit devra donc
être aussi faible que possible, habituellement de 2 à 3°C supérieure à la température
de pasteurisation. Si la surface est trop chaude par rapport au produit, les protéines
du lait risqueront de se coaguler et de se déposer en fine couche sur les cloisons. La
chaleur devra alors être transférée également à travers cette couche, d’où une chute
de la valeur du coefficient de transfert thermique global k.
La température différentielle entre le fluide de chauffage et le produit ne sera plus
suffisante pour transférer la même quantité de chaleur qu’auparavant et la température
du produit en sortie chutera. On peut compenser cela en augmentant la température
du fluide de chauffage, mais ceci augmente également la température de la surface
d’échange thermique : il s’y coagule donc davantage de protéines, l’épaisseur de la
croûte augmente et la valeur de k chute encore plus. Fig. 6.1.10 La forme de la cloison d’un
échangeur de chaleur à plaques peut
être différente suivant le produit à
traiter et le rendement thermique exigé.
Manuel de transformation du lait/Chapitre 6.1 83
Une augmentation ou une réduction du débit à travers l’échangeur de chaleur
influe également sur la valeur de k, car elle agit sur les caractéristiques d’écoulement.
Une augmentation du débit rend l’écoulement plus turbulent et augmente la valeur
de k. Une restriction de l’écoulement le rend plus laminaire et réduit la valeur de k.
Il est donc souhaitable habituellement d’éviter toute variation du débit à travers un
échangeur de chaleur mais, pour des raisons économiques, il pourra s’avérer
nécessaire d’accepter certaines variations dans certains types de production.
Exemple : Dans le cas du réchauffeur de lait de fromagerie étudié plus haut, on peut
supposer que le coefficient d’échange thermique est d’environ 5 000 W/m2/°K, si l’on
utilise un échangeur de chaleur à plaques en acier inoxydable mince et si les plaques
ne sont pas trop encrassées.
Les autres éléments de la formule figurant page 81 sont les suivants :
– Débit = 20 000 l/h
– Masse volumique = 1 020 kg/m3
– Chaleur spécifique = 3,95 kJ/kg, °K
– Variation de température = 30°C
– Différence de température logarithmique = 20,8°C
– Coefficient d’échange thermique = 5 000 W/m2, °K
La surface d’échange thermique nécessaire peut se calculer comme suit :
20 000 x 1 020 x 3,95 x 30
A = = 6,5 m2
3 600 x 20,8 x 5 000
Ceci doit être considéré comme une valeur théorique. Dans la pratique, on devra
également tenir compte de la nature sensible du produit et des exigences du procédé.
Les impératifs de nettoyabilité et le temps d’exploitation constituent deux de ces
éléments, ne figurant pas dans la formule.
Nettoyabilité
L’échangeur de chaleur d’une laiterie doit être nettoyé en fin de cycle de production.
Pour ce faire, on y fait circuler des détergents de manière analogue à celle du lait. Le
procédé de nettoyage est décrit à part, au Chapitre 21.
Pour obtenir un nettoyage efficace, l’échangeur de chaleur devra être conçu, non
seulement de manière à satisfaire au programme de température requis, mais
également en tenant compte de son nettoyage.
Si certaines sections de l’échangeur de chaleur sont très larges, autrement dit
comportent plusieurs canaux en parallèles, la turbulence lors du nettoyage risquera
d’être insuffisante pour assurer une élimination efficace des dépôts. Par contre, si
certaines sections sont très étroites (peu de canaux en parallèles), la turbulence
risquera d’être si élevée qu’elle engendrera une perte de charge très importante.
Cette perte de charge élevée pourra réduire la vitesse d’écoulement de la solution
de nettoyage et donc son efficacité. On devra donc concevoir l’échangeur de chaleur
de manière à en permettre un nettoyage efficace.
Temps d’utilisation
Il se produit toujours un certain encrassement lorsque des produits laitiers sont
chauffés à une température supérieure à 65°C. Autrement dit, il y aura toujours un
temps d’utilisation limité avant qu’il ne faille arrêter le pasteurisateur aux fins de
nettoyage.
Il est difficile, pour ne pas dire impossible, de prévoir la longueur de ce temps
d’utilisation, car elle dépend de l’ampleur de l’encrassement.
La vitesse d’accumulation de l’encrassement dépend de nombreux facteurs
comme :
• La différence de température entre le produit et le fluide de chauffage
• La qualité du lait
• La teneur en air du produit
• Les conditions de pression de la section de chauffe.
Il importe tout particulièrement de maintenir une teneur en air aussi faible que
possible. Un excès d’air dans le produit contribue fortement à une augmentation de
l’encrassement. Dans certaines conditions, le temps d’utilisation peut aussi être
limité par la croissance de micro-organismes dans la partie aval de la section de
récupération d’un échangeur de chaleur à plaques. Ce phénomène est rare,
cependant; lorsqu’il se produit, il est habituellement lié au prétraitement du lait.
84 Manuel de transformation du lait/Chapitre 6.1
Du fait de tous ces facteurs conjoints, il est important de prévoir un nettoyage à
des intervalles réguliers, lors de la définition des programmes de production des
pasteurisateurs.
Récupération de chaleur
La technique consistant à utiliser la chaleur d’un liquide chaud, par exemple du lait
pasteurisé, pour préchauffer le lait froid en entrée est appelée récupération. Le lait
froid sert également à refroidir le chaud, économisant ainsi de l’eau et de l’énergie.
L’efficacité de la récupération peut atteindre 94-95% dans les unités de pasteurisation
modernes à haut rendement.
Prenons comme exemple le profil d’exploitation le plus simple - le traitement
thermique de lait cru. En utilisant la formule :
(tr – ti ) x 100
R=
(tp – ti )
où :
R = Taux de récupération, en %
tr = Température du lait après récupération (ici = 68°C)
ti = Température du lait cru en entrée (ici = 4°C)
tp = Température de pasteurisation (ici = 72°C)
nous obtenons :
R = (68 – 4) x 100 = 94,1%
(72 – 4)
Chambrage
Un traitement thermique correct exige le maintien du lait à la température de
pasteurisation pendant une durée spécifiée. Ceci s’effectue dans un chambreur
extérieur.
Un chambreur est habituellement constitué d’un tube hélicoïdal ou en zig-zag et
souvent recouvert d’une enveloppe métallique évitant aux opérateurs de se brûler
s’ils touchent le chambreur. La longueur du tube et le débit sont calculés de manière
à ce que le temps dans le chambreur soit égal au temps de chambrage requis.
Une régulation précise du débit est primordiale car le chambreur est dimensionné
pour un temps de chambrage spécifié à un débit donné. Le temps de chambrage
varie en proportion inverse du débit dans le chambreur.
On utilisait autrefois des sections de chambrage intégrées à l’échangeur de
chaleur à plaques, mais on emploie aujourd’hui presque exclusivement des
chambreurs extérieurs.
Calcul du temps de chambrage Fig. 6.1.11 Chambreur à tube
La longueur de tube correspondant au temps de chambrage nécessaire peut se hélicoïdal et enveloppe pour temps de
calculer si l’on connait le débit horaire et le diamètre intérieur du tube de chambrage. chambrage prolongé.
La courbe de vitesse dans le chambreur n’étant pas uniforme, certaines molécules
de lait se déplaceront plus vite que la moyenne. Pour assurer une pasteurisation
efficace même des molécules les plus rapides, il faut utiliser un facteur d’efficacité.
Ce facteur, qui dépend de la conception du chambreur, est souvent de l’ordre de 0,8
à 0,9.
Formule
1. V = Q x HT dm3
3 600 x η Fig. 6.1.12 Chambreur à tube en
zig-zag.
2. L = Vx4 dm
π x D2
Manuel de transformation du lait/Chapitre 6.1 85
Données nécessaires au calcul :
Q = Débit de pasteurisation, l/h
HT = Temps de chambrage, en secondes
L = Longueur du tube de chambrage en dm, correspondant à Q et HT
D = Diamètre intérieur du tube de chambrage en dm, connu ou adapté aux autres
canalisations
V = Volume de lait en l ou dm3 correspondant à Q et HT
η = Facteur d’efficacité
Exemple : Un temps de chambrage (HT) de 15 secondes s’impose dans une unité
de pasteurisation de 10 000 l de débit (Q) par heure. Le diamètre intérieur (D) du tube
à utiliser est de 48,5 mm = 0,485 dm. Calculer la longueur (L) du tube de chambrage,
avec un facteur d’efficacité de 0,85.
Fig. 6.1.13 Ce type de pasteurisateur, 10 000 x 15
1. V = = 49,0 dm3
équipé d’un agitateur à turbine, a été 3 600 x 0,85
fabriqué et commercialisé par AB
Separator de 1896 à 1931. 49,0 x 4
2. L = = 265,5 dm ou 26,5 m
π x 0,4852
La longueur du tube de chambrage devra être d’environ 26,5 m.
Différents types d’échangeurs de
chaleur
Le type de matériel le plus fréquemment utilisé à la fin du 19 e siècle était le
réchauffeur, dont un modèle est illustré sur la figure 6.1.13. Malgré ses nombreux
inconvénients, ce type d’échangeur de chaleur était encore utilisé dans certaines
laiteries dans les années 50.
En 1878, un allemand, Albert Dracke, déposa le brevet d’un appareil dans lequel
un liquide pouvait en refroidir un autre, en s’écoulant l’un et l’autre sur les faces
Fig. 6.1.14 L’échangeur de chaleur à opposées d’une série de plaques. L’on ignore si ces brevets - dont un décrit
plaques a été breveté en 1890 par les l’échangeur de chaleur illustré sur la figure 6.1.14 - ont jamais été au-delà de la
inventeurs allemands Langen et planche à dessin. Au début des années 20, cependant, on a réévalué les vieilles
Hundhausen. théories allemandes et basé sur celles-ci un échangeur de chaleur par récupération.
Depuis lors, les échangeurs de chaleur à plaques jouent un rôle prédominant dans
le domaine du chauffage et du refroidissement, dans l’industrie laitière.
Les trois types d’échangeurs de chaleur suivants sont les plus utilisés actuellement :
• Echangeur de chaleur à plaques
• Echangeur de chaleur tubulaire
• Echangeur de chaleur à surface raclée
Echangeurs de chaleur à
plaques
La plus grande partie du traitement thermique des
produits laitiers s’effectue dans des échangeurs de
chaleur à plaques. L’échangeur de chaleur à plaques
(souvent appelé PHE en abrégé) est constitué d’un
ensemble de plaques en acier inoxydable, fixé sur un
bâti.
Le bâti peut contenir plusieurs ensembles de
plaques distincts - ou sections - dans lesquels
s’effectuent les différentes phases du traitement :
préchauffage, chauffage final et refroidissement. Le
fluide de chauffage est de l’eau chaude et le fluide de
refroidissement de l’eau froide, de l’eau glacée ou du
glycol propylique, suivant la température du produit en
sortie requise.
Les plaques sont cannelées selon un dessin
destiné à assurer une transmission de chaleur optimale.
L’ensemble de plaques est comprimé dans le bâti. Des
points d’appui sur les cannelures écartent les plaques
les unes des autres, formant de minces canaux entre
elles.
Fig. 6.1.15 Principes d’écoulement et d’échange thermique dans
un échangeur de chaleur à plaques.
86 Manuel de transformation du lait/Chapitre 6.1
Les liquides pénètrent dans les canaux et
en sortent par des orifices prévus dans les
angles. Différentes formes d’orifices, ouverts
ou obturés, acheminent les liquides d’un canal
au canal voisin.
Des joints autour des bords des plaques et
des orifices constituent les limites des canaux
et empêchent les fuites à l’extérieur et le
mélange à l’intérieur.
Configurations d’écoulement
Le produit est introduit par un orifice d’angle
(coin de passage) dans le premier canal de la section et s’écoule verticalement
Fig. 6.1.16 Configuration d’écoulement
dans ce dernier. Il le quitte à l’autre extrémité par un coin de passage équipé d’un joint.
parallèle des canaux de produit et de
La disposition des coins de passage assure l’écoulement du produit dans des canaux fluide de chauffage ou de refroidisse-
alternés de l’ensemble de plaques. ment. Dans cet exemple, la combinaison
Le fluide de service (fluide de chauffage ou de refroidissement) est introduit à s’écrit 4 x 2 / 2 x 4.
l’autre extrémité de la section et circule, de manière identique, dans des canaux
alternés. Chaque canal de produit est donc flanqué de canaux de fluide de service
des deux côtés.
Pour assurer un échange thermique efficace, les canaux entre les plaques
devront être aussi étroits que possible; mais la vitesse d’écoulement et la perte de
charge seront élevées si un volume de produit important doit passer par ces canaux
étroits. Aucun de ces effets n’est souhaitable et, pour les éliminer, on peut diviser le
passage du produit à travers l’échangeur de chaleur en un certain nombre
d’écoulements parallèles.
Sur la figure 6.1.16, l’écoulement de produit (en bleu) est divisé en deux
écoulements parallèles, changeant quatre fois de direction dans la section. Les
canaux de fluide de chauffage (en rouge) sont divisés en quatre écoulements
parallèles, qui changent deux fois de direction.
Cette combinaison s’écrit sous la forme 4 x 2 / 2 x 4, c’est-à-dire le nombre de
passages multiplié par le nombre d’écoulements parallèles du produit bleu sur le
nombre de passages multiplié par le nombre d’écoulements parallèles du fluide de
service rouge. On appelle ceci le groupement des plaques.
Echangeurs de chaleur tubulaires
Les échangeurs de chaleur tubulaires (THE) s’utilisent dans certains cas pour la
pasteurisation ou le traitement UHT des produits laitiers. A la différence des
échangeurs de chaleur à plaques, l’échangeur de chaleur tubulaire, illustré sur la
figure 6.1.17, ne présente aucun point de contact dans
les conduits de produit et peut donc traiter des produits
contenant des particules, jusqu’à une certaine taille. La
taille maximale des particules dépend du diamètre du
tube. L’échangeur de chaleur tubulaire peut également
fonctionner plus longtemps entre deux nettoyages que
l’échangeur de chaleur à plaques, lors du traitement
UHT.
Du point de vue du transfert thermique, l’échangeur
de chaleur tubulaire est moins efficace qu’un échangeur
de chaleur à plaques.
Les échangeurs de chaleur tubulaires sont
disponibles en deux types fondamentalement différents :
monocanal ou multicanaux et monotube ou multitube.
Monocanal ou multicanaux
La surface d’échange thermique d’un échangeur de
chaleur multicanaux - illustré sur la figure 6.1.8 - est
constituée de tubes droits de différents diamètres,
positionnés de manière concentrique sur un axe
Fig. 6.1.17 Les tubes de l’échangeur de
commun par des têtes d’assemblage (1) aux deux chaleur tubulaire sont assemblés en un
extrémités. L’étanchéité des tubes au niveau de la tête ensemble compact.
est assurée par des joints toriques doubles (2) et l’ensemble est solidarisé par
un tirant central de serrage (3).
Manuel de transformation du lait/Chapitre 6.1 87
Les deux fluides d’échange thermique circulent à contre-courant dans des
canaux annulaires alternés entre les tubes concentriques. Le fluide de service
alimente toujours le canal le plus extérieur. A chaque extrémité, une tête d’assemblage
fait office à la fois de distributeur et de collecteur, alimentant en fluide un
ensemble de canaux et récupérant le fluide de l’autre ensemble de canaux.
2 Le dessin cannelé des tubes maintient les deux fluides dans un état
de turbulence favorisant une efficacité maximale de l’échange
thermique.
On peut également utiliser ce type d’échangeur de
chaleur tubulaire pour la régénération directe produit/produit.
Fig. 6.1.18 Extrémité La version monocanal ne comporte qu’un seul canal
d’un échangeur de cha- annulaire de produit, pris entre deux canaux concentriques
leur tubulaire multicanal.
de fluide de service.
1 Tête d’assemblage 1
2 Joints toriques 3
3 Ecrou du tirant Monotube ou multitube
L’échangeur de chaleur tubulaire multitube fonctionne selon
le principe classique faisceau/calandre, le produit circulant
dans un groupe de tubes parallèles et le fluide de service
1 entre les tubes et autour de ceux-ci. Les turbulences
nécessaires à un échange thermique efficace sont
engendrées par les cannelures en spirale des tubes et de
l’enveloppe.
La surface d’échange thermique est constituée par un
faisceau de tubes droits cannelés ou lisses (1), soudés sur
des plaques tubulaires aux deux extrémités - figure 6.1.19.
Les plaques tubulaires sont elles-même fixées
hermétiquement à l’enveloppe extérieure, par un système à
double joint torique (2) (tête flottante). Ce système permet
de retirer les tubes de produit de l’enveloppe en dévissant
2 les boulons d’extrémité. On peut ainsi démonter l’appareil
Fig. 6.1.19 Extrémité d’un échangeur aux fins d’inspection.
de chaleur tubulaire multitube. La tête flottante absorbe la dilatation thermique et l’on
1 Tubes de produit entourés de fluide peut remplacer les faisceaux de tubes internes, ce qui permet d’utiliser différentes
de refroidissement combinaisons pour des applications diverses.
2 Double joint torique La version monotube ne comporte qu’un seul tube intérieur, permettant le
d’étanchéité passage de particules jusqu’à 50 mm de diamètre.
Les échangeurs multitube ou monotube conviennent parfaitement aux procédés
fonctionnant à très haute pression et température élevée.
Echangeur de chaleur à surface raclée
L’échangeur de chaleur à surface raclée, illustré sur la figure 6.1.20, est destiné au
chauffage et au refroidissement de produits visqueux, collants et grumeleux et à la
cristallisation des produits. Les pressions de service côté produit sont élevées,
atteignant souvent 40 bars. Tous les produits pompables peuvent donc être traités.
Un échangeur de chaleur à surface raclée est constitué d’un cylindre (1) à travers
lequel est pompé le produit, circulant à contre-courant du fluide de service, dans la
Fig. 6.1.20 Echangeur de chemise qui l’entoure. Des rotors interchangeables (2) de différents diamètres, allant
chaleur à surface raclée de 50,8 à 127 mm, et diverses configurations d’axes et de racleurs (3) permettent de
de type vertical l’adapter à différentes applications. Les rotors de petit diamètre permettent le
Produit passage de grosses particules (jusqu’à 25 mm) dans le cylindre, et les rotors de
Fluide de grand diamètre raccourcissent le temps de séjour et améliorent le rendement
chauffage ou de thermique.
refroidissement Le produit pénètre dans le cylindre vertical par l’orifice inférieur et s’écoule en
1 Cylindre continu vers le haut, à travers le cylindre. Lors de la mise en marche du procédé, l’air
1
2 Rotor est intégralement purgé, chassé par le produit, permettant à ce dernier de recouvrir
2 complètement et uniformément la surface de chauffe ou de refroidissement.
3 Racleur
3 Les racleurs rotatifs chassent continuellement le produit de la surface du cylindre
(figure 6.1.21), pour assurer une transmission de chaleur optimale au produit. Ceci
évite en outre toute accumulation de dépôts sur la surface.
Le produit sort du cylindre par l’orifice supérieur. Le débit de produit et la vitesse
du rotor sont variables en fonction des caractéristiques d’écoulement du produit dans
le cylindre.
Lors de l’arrêt du procédé, du fait de la conception verticale, le produit peut être
chassé par de l’eau avec un minimum de mélange réciproque, ce qui contribue à en
assurer la récupération à la fin de chaque série de fabrication. Après quoi, une
88 Manuel de transformation du lait/Chapitre 6.1
vidange complète facilite le NEP et les changements de produit.
Comme indiqué précédemment, rotor et racleurs sont interchangeables; cette 1
opération s’effectue grâce au relevage hydraulique automatique, qui facilite la
montée et la descente de l’ensemble rotor/racleurs - figure 6.1.22.
Produits caractéristiques traités dans les échangeurs de chaleur à surface
raclée : confitures, desserts, sauces, chocolat et beurre de cacahuète. On les utilise
également pour les matières grasses et les huiles, pour la cristallisation de la
margarine et des matières grasses etc. 3 2
L’échangeur de chaleur à surface raclée est également disponible en versions
destinées au traitement aseptique.
Deux échangeurs de chaleur à surface raclée verticaux ou plus peuvent être reliés
en série ou en parallèle, pour assurer une surface d’échange thermique plus
importante, en fonction de la capacité de traitement requise.
Fig. 6.1.21 Vue en coupe d’un
échangeur de chaleur à surface raclée.
1 Rotor
2 Racleur
3 Cylindre
Fig. 6.1.22 Dépose des racleurs du
rotor, en position basse.
Manuel de transformation du lait/Chapitre 6.1 89
90 Manuel de transformation du lait/Chapitre 6.1
Vous aimerez peut-être aussi
- MODULE 1 - Diagramme de Fabrication Tomme PyrénéesDocument1 pageMODULE 1 - Diagramme de Fabrication Tomme PyrénéesSaid Souhassou100% (1)
- La Pasteurisation: Opérations Unitaires en Génie BiologiqueDocument19 pagesLa Pasteurisation: Opérations Unitaires en Génie BiologiqueMehdi BnsPas encore d'évaluation
- Cours Laiterie Chap3Document33 pagesCours Laiterie Chap3style musicPas encore d'évaluation
- Cours TD Destruction Thermique Microorganismes L2SADocument13 pagesCours TD Destruction Thermique Microorganismes L2SAMoha Mfam100% (1)
- Lait - 15 - 1935 - 150 - 43-Pasteurisation Du LaitDocument3 pagesLait - 15 - 1935 - 150 - 43-Pasteurisation Du LaitEmmanuel Charles Valery EPEE EBONGUEPas encore d'évaluation
- PasteurisationDocument9 pagesPasteurisationKouamé Emiliano Emmanuel N'ZOPas encore d'évaluation
- Traitement Par La Chaleur 1Document19 pagesTraitement Par La Chaleur 1dr.hamida.bejaouiPas encore d'évaluation
- Pasteurisation2d SterilisationDocument11 pagesPasteurisation2d SterilisationEphrem KoutoumnaPas encore d'évaluation
- Hal 00895217Document4 pagesHal 00895217Maryse NouclaiPas encore d'évaluation
- Chapitre 4Document9 pagesChapitre 4Nsoa Patrick emmanuelPas encore d'évaluation
- Les ProduitslaitiersDocument10 pagesLes Produitslaitierssouadait1038Pas encore d'évaluation
- FromageDocument4 pagesFromageZa MalagasyPas encore d'évaluation
- Chapitre 3Document8 pagesChapitre 3Tarek AbderrahmenPas encore d'évaluation
- Application Du Froid À La Consenation Et À La Transformation Du Lait Et Des Produits LaitiersDocument10 pagesApplication Du Froid À La Consenation Et À La Transformation Du Lait Et Des Produits LaitiersManong ShegueyPas encore d'évaluation
- Microbiologie Alimentaire Part IIDocument21 pagesMicrobiologie Alimentaire Part IILajili AhmedPas encore d'évaluation
- Méthodes de Conservation GUITARNIDocument71 pagesMéthodes de Conservation GUITARNIismail bd100% (13)
- InvalidDocument31 pagesInvalidWalid AhnsalPas encore d'évaluation
- Températures de CuissonDocument3 pagesTempératures de CuissonHassen HoussiPas encore d'évaluation
- Cours Conservation Et Stockage 2019 2020Document42 pagesCours Conservation Et Stockage 2019 2020Ùñ MítøPas encore d'évaluation
- procédés de conservationMQSEDocument107 pagesprocédés de conservationMQSEHanane HamzaPas encore d'évaluation
- Présentation 4Document12 pagesPrésentation 4tikouirtrPas encore d'évaluation
- Cours ProceÌ Deì S AgroalimentaireDocument36 pagesCours ProceÌ Deì S AgroalimentaireLina AourtilanePas encore d'évaluation
- 9.chapitre 1 Le Lait UHT VraiDocument8 pages9.chapitre 1 Le Lait UHT VraiTaha Oukase73% (11)
- 3 - Le Lait de ConsommationDocument65 pages3 - Le Lait de ConsommationSanae MoufidPas encore d'évaluation
- La Fabrication Du YaourtDocument7 pagesLa Fabrication Du YaourtValéry Epee Ebongue100% (1)
- 192 PicgirardDocument5 pages192 PicgirardSabrine YaakoubiPas encore d'évaluation
- technologie du laitDocument13 pagestechnologie du laitolsaintenelus199Pas encore d'évaluation
- Conserver Les Denrées AlimentairesDocument8 pagesConserver Les Denrées AlimentairesOdilonPas encore d'évaluation
- Patisserie Le LaitDocument2 pagesPatisserie Le LaitEssam SemmarPas encore d'évaluation
- CAP Patisserie Le LaitDocument2 pagesCAP Patisserie Le LaitEssam SemmarPas encore d'évaluation
- CAP Patisserie Le LaitDocument2 pagesCAP Patisserie Le LaitWalid BaghdadiPas encore d'évaluation
- CAP Patisserie Le LaitDocument2 pagesCAP Patisserie Le LaitRihavina RatafikaPas encore d'évaluation
- Processus de Fabrication de La Crème GlacéeDocument2 pagesProcessus de Fabrication de La Crème GlacéeBank's Kousseila100% (2)
- TD Ssa Nsa Azp 28-03 2024Document6 pagesTD Ssa Nsa Azp 28-03 2024berhonus sedaPas encore d'évaluation
- SPT TD Transformation Traitement Thermique 2015Document17 pagesSPT TD Transformation Traitement Thermique 2015Moha MfamPas encore d'évaluation
- Traitements Thermiques Du Lait+les Produits LaitiersDocument6 pagesTraitements Thermiques Du Lait+les Produits Laitiersfifi fifi100% (1)
- Fab Pate Molle PDFDocument6 pagesFab Pate Molle PDFLabgaa SarahPas encore d'évaluation
- TD Pasteurisation-StérilisationDocument3 pagesTD Pasteurisation-StérilisationcilekkoksuPas encore d'évaluation
- Cours Microbiologie Prédictive - M2 AACQ 2021 2022Document25 pagesCours Microbiologie Prédictive - M2 AACQ 2021 2022Kaw Ther100% (3)
- Cours Pro Agro-AlimDocument16 pagesCours Pro Agro-AlimMoussa El FatmiPas encore d'évaluation
- Chapitre 01 PDFDocument6 pagesChapitre 01 PDFNadjmo Ben Messaoud100% (1)
- Industrie Fromagère (Frommage Frais)Document15 pagesIndustrie Fromagère (Frommage Frais)ayman akroPas encore d'évaluation
- Agro 1 Procédés de PasteurisationDocument54 pagesAgro 1 Procédés de Pasteurisationamina noufelPas encore d'évaluation
- PGC Conservation Des AlimentsDocument11 pagesPGC Conservation Des AlimentsbenblalPas encore d'évaluation
- 17-Poudre de Lait PDFDocument14 pages17-Poudre de Lait PDFwafa dhifalliPas encore d'évaluation
- Les Technique de ConserveDocument17 pagesLes Technique de ConserveSalah KmadouPas encore d'évaluation
- TP 2 de M. A. Analyse Microbiologique de La Pâtisserie Responsable de La Matière Dr. MEDJOUDJ Hacène. M.C.Document2 pagesTP 2 de M. A. Analyse Microbiologique de La Pâtisserie Responsable de La Matière Dr. MEDJOUDJ Hacène. M.C.ilyessz ze67% (3)
- FabricationDocument2 pagesFabricationAmina Ferdaous Douaa BekheddaPas encore d'évaluation
- TP Filière Lait - 2020 - 2021Document7 pagesTP Filière Lait - 2020 - 2021chifae bahzad100% (1)
- Cuisson_basse_températureDocument1 pageCuisson_basse_températuremohamedkarroum0001Pas encore d'évaluation
- TP - AtomisationDocument9 pagesTP - AtomisationLasagne maisonPas encore d'évaluation
- Lait UHTDocument12 pagesLait UHThamidghezali611Pas encore d'évaluation
- Travaux 2-Cartographie-EnoncéDocument2 pagesTravaux 2-Cartographie-EnoncéFatima Ezzahra TaghiamPas encore d'évaluation
- TD Ssa Micro Ncqpa Azp 02-08-2024Document4 pagesTD Ssa Micro Ncqpa Azp 02-08-2024Maryse NouclaiPas encore d'évaluation
- Lait - 60 - 1980 - 598 - 28Document38 pagesLait - 60 - 1980 - 598 - 28agrojus778790Pas encore d'évaluation
- chapitre-1Document11 pageschapitre-1mohseinsama27Pas encore d'évaluation
- TP 3 MaiDocument3 pagesTP 3 MaiMariem AchekPas encore d'évaluation
- LaitDocument11 pagesLaitEssassi AmmarPas encore d'évaluation
- La cuisson du pain pour les débutants. Guide de 100+ recettes avec imagesD'EverandLa cuisson du pain pour les débutants. Guide de 100+ recettes avec imagesPas encore d'évaluation
- AIR FRYER 3.0; 250 recettes faciles, savoureuses et saines à préparer en un clin d'œil. Frire, cuire et griller sans huile deviendra un jeu d’enfantD'EverandAIR FRYER 3.0; 250 recettes faciles, savoureuses et saines à préparer en un clin d'œil. Frire, cuire et griller sans huile deviendra un jeu d’enfantPas encore d'évaluation
- 6ES72141AG400XB0 Datasheet FRDocument7 pages6ES72141AG400XB0 Datasheet FRYacinePas encore d'évaluation
- TI426Ffr 0109Document20 pagesTI426Ffr 0109YacinePas encore d'évaluation
- Les Micro-Organismes: Chapitre 4Document20 pagesLes Micro-Organismes: Chapitre 4YacinePas encore d'évaluation
- TI399Pfr 0608Document84 pagesTI399Pfr 0608YacinePas encore d'évaluation
- Chap 19 - GlaceDocument10 pagesChap 19 - GlaceYacinePas encore d'évaluation
- Séparateurs Tubulaires 1620Document2 pagesSéparateurs Tubulaires 1620YacinePas encore d'évaluation
- Chap 06-06 - DégazeurDocument4 pagesChap 06-06 - DégazeurYacinePas encore d'évaluation
- Chap 13 MGLADocument8 pagesChap 13 MGLAYacinePas encore d'évaluation
- Prise D'appareil Selon DIN EN 175301-803, Forme ADocument6 pagesPrise D'appareil Selon DIN EN 175301-803, Forme AYacinePas encore d'évaluation
- Chap 20 - CaseineDocument8 pagesChap 20 - CaseineYacinePas encore d'évaluation
- Chap 06-05 EvaporateurDocument6 pagesChap 06-05 EvaporateurYacinePas encore d'évaluation
- BouMatic Perfection 3000Document2 pagesBouMatic Perfection 3000YacinePas encore d'évaluation
- Chap 03 - RhéologieDocument8 pagesChap 03 - RhéologieYacinePas encore d'évaluation
- Chap 11 - Yaourt & DérivésDocument22 pagesChap 11 - Yaourt & DérivésYacinePas encore d'évaluation
- Elements Constitutifs Du Plan de Protection HTADocument19 pagesElements Constitutifs Du Plan de Protection HTAYacine100% (2)
- D Eveloppement D'un Filtre Microruban A Lignes Coupl Ees Passe-Bande de 6,5GhzDocument22 pagesD Eveloppement D'un Filtre Microruban A Lignes Coupl Ees Passe-Bande de 6,5GhzYacine0% (1)
- Pratique Des Regimes de NeutreDocument6 pagesPratique Des Regimes de NeutreYacinePas encore d'évaluation
- Généralites Sur Les Regimes de Neutre V3 - 1Document21 pagesGénéralites Sur Les Regimes de Neutre V3 - 1Yacine100% (1)
- Yacine AMKASSOUDocument1 pageYacine AMKASSOUYacinePas encore d'évaluation
- Rapport de Travaux Pratiques Conception Des Circuits AnalogiquesDocument31 pagesRapport de Travaux Pratiques Conception Des Circuits AnalogiquesYacine83% (6)
- Installation de XenomaiDocument20 pagesInstallation de XenomaiYacinePas encore d'évaluation
- Rapport ParafoudreDocument34 pagesRapport ParafoudreYacine50% (2)
- Gestion de Production Industrielle : AmdecDocument33 pagesGestion de Production Industrielle : AmdecYacinePas encore d'évaluation
- Rapport Examples VHDLDocument30 pagesRapport Examples VHDLYacinePas encore d'évaluation
- Travaux Pratiques de Stabilité Des Sytéme AsservisDocument12 pagesTravaux Pratiques de Stabilité Des Sytéme AsservisYacine100% (1)
- Rapport de Travaux Pratiques Capteurs Et InterfaçageDocument24 pagesRapport de Travaux Pratiques Capteurs Et InterfaçageYacine89% (9)
- Lactosérum DouxDocument20 pagesLactosérum DouxAfaf FafaPas encore d'évaluation
- N 9 La CrèmeDocument12 pagesN 9 La CrèmeonerPas encore d'évaluation
- MemoirDocument58 pagesMemoirboubekri abdelkaderPas encore d'évaluation
- Diagramme Lait UHT PDFDocument36 pagesDiagramme Lait UHT PDFAlys ANdria100% (1)
- PrezDocument31 pagesPrezMariem Omyma AbdelliPas encore d'évaluation
- Baréme ONSSADocument3 pagesBaréme ONSSAEeb ZynPas encore d'évaluation
- Procede de Fabrication de La C - Bennani Fatine - 688Document35 pagesProcede de Fabrication de La C - Bennani Fatine - 688Mohamed MsaddekPas encore d'évaluation
- Poly DTMDocument23 pagesPoly DTMYaye Ndew ThiaoPas encore d'évaluation
- Séq 10 Doc Prof Chaine Du FroidDocument66 pagesSéq 10 Doc Prof Chaine Du Froidcarla.louviaux121Pas encore d'évaluation
- Analyse Du Beurre Et Des Matières GrassesDocument16 pagesAnalyse Du Beurre Et Des Matières Grassesmeriem wafaa tabti100% (2)
- Stage 24Document21 pagesStage 24Chaima OthmaniPas encore d'évaluation
- Contrôle Et Conservation Des AlimentsDocument4 pagesContrôle Et Conservation Des AlimentsRez Nina100% (1)
- E P. CournonterralDocument22 pagesE P. CournonterralyuhiiuhoiPas encore d'évaluation
- Production LaitièreDocument9 pagesProduction Laitièrenedran53Pas encore d'évaluation
- Creer Une Petite FromagerieDocument37 pagesCreer Une Petite FromagerieValéry Epee Ebongue100% (1)
- Rapport Hamdi PFE Copie 0 CIPDocument88 pagesRapport Hamdi PFE Copie 0 CIPjalloulbaha92Pas encore d'évaluation
- Preparation - Des.laitages Par AgrodokDocument89 pagesPreparation - Des.laitages Par AgrodokYouness ElbabouriPas encore d'évaluation
- TD Traitement ThermiqueDocument2 pagesTD Traitement ThermiqueAmenjulio YovoPas encore d'évaluation
- Aliments Fermentés Aliments SantéDocument117 pagesAliments Fermentés Aliments SantéMika100% (1)
- Cour 1Document28 pagesCour 1Hadjer AdaidaPas encore d'évaluation
- Opération UnitaireDocument6 pagesOpération UnitaireAmal MehdouiPas encore d'évaluation
- Chap6 LaitDocument30 pagesChap6 LaitSanae MoufidPas encore d'évaluation
- Produits LaitiersDocument47 pagesProduits LaitiersKamel Boukheddache100% (2)
- FA - IDS.1 FR OriginalDocument6 pagesFA - IDS.1 FR OriginalBEEMPas encore d'évaluation
- Le LaitDocument2 pagesLe LaitzaydandessibourgPas encore d'évaluation
- 3 - Le Lait de ConsommationDocument65 pages3 - Le Lait de ConsommationSanae MoufidPas encore d'évaluation
- Conservation Des Produits AgricolesDocument16 pagesConservation Des Produits Agricoleskamayumbiphil9Pas encore d'évaluation
- GuidesemiconserveDocument32 pagesGuidesemiconserveMilady Liah100% (1)
- Chapitre 1Document6 pagesChapitre 1aminaPas encore d'évaluation