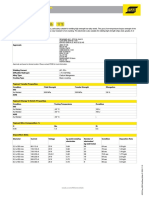
1 - UTP 614 KB
1 - UTP 614 KB
Download as pdf or txt
You might also like
- Welding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationDocument6 pagesWelding Wires & Rods: MIG/MAG - Low Alloyed Steels: ClassificationTaufikWibowoNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Cm53Xh Operating Manual ContentsDocument119 pagesCm53Xh Operating Manual Contentswilson rodriguez85% (13)
- 2000 Chevrolet Camaro & Pontiac Firebird Service Manual Volume 2Document2,042 pages2000 Chevrolet Camaro & Pontiac Firebird Service Manual Volume 2Sean100% (5)
- EJMA 10th Edition Changes and Engineering DataDocument8 pagesEJMA 10th Edition Changes and Engineering DatamasrooorNo ratings yet
- Eutectrode 6666: Manual Arc Welding ElectrodeDocument1 pageEutectrode 6666: Manual Arc Welding ElectrodemortezaheidarianNo ratings yet
- 1.smaw All PDFDocument76 pages1.smaw All PDFkaviatchennaiNo ratings yet
- Welding Technology Steelconstr - EngDocument32 pagesWelding Technology Steelconstr - EngLukman Tarigan SumatraNo ratings yet
- Официальный дистрибьютор ЗАО «Ресурс» т/ф 8 (383) 363-26-24, 291-93-02 630020 Россия г.Новосибирс ул.Объединения д.9 e-mail: resurszao@Document1 pageОфициальный дистрибьютор ЗАО «Ресурс» т/ф 8 (383) 363-26-24, 291-93-02 630020 Россия г.Новосибирс ул.Объединения д.9 e-mail: resurszao@brayanNo ratings yet
- UTP 6222 MoDocument1 pageUTP 6222 ModantegimenezNo ratings yet
- Utp 7015 NKDocument1 pageUtp 7015 NKsergey.pu4kaNo ratings yet
- Select Arc Catalogue Part 2Document10 pagesSelect Arc Catalogue Part 2lionheartedNo ratings yet
- مكونات نقط اللحام شامل بنط اللحامDocument2 pagesمكونات نقط اللحام شامل بنط اللحامdaha333No ratings yet
- Mild Steel Welding Electrodes: Salient FeaturesDocument16 pagesMild Steel Welding Electrodes: Salient FeaturesHandrea Hadi SaputraNo ratings yet
- MIP Bohler Welding Austwqrwq2332e3eddwria 98Document1 pageMIP Bohler Welding Austwqrwq2332e3eddwria 98maxi27No ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- Böhler Foxa7 Fox A 7Cn: DescriptionDocument1 pageBöhler Foxa7 Fox A 7Cn: Description2003vinayNo ratings yet
- DT-1.4462 WP 380: Stainless Steel Subarc Wire Fused Welding FluxDocument1 pageDT-1.4462 WP 380: Stainless Steel Subarc Wire Fused Welding Fluxmarketing.automatizatNo ratings yet
- Mild Steel 490mpa High Tensile Strength SteelDocument38 pagesMild Steel 490mpa High Tensile Strength SteelCarlos PadillaNo ratings yet
- L1 34258 en T Union S 2 - UV 418 TT en MDPK 5aDocument2 pagesL1 34258 en T Union S 2 - UV 418 TT en MDPK 5aKrishna VachaNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeNguyen Anh TuanNo ratings yet
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- 01112015000000B - Boehler EMK 8 - Solid WireDocument2 pages01112015000000B - Boehler EMK 8 - Solid WirePopa RobertNo ratings yet
- Supercito 7018S: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageSupercito 7018S: MMA Electrodes C-MN and Low-Alloy SteelsDante Coloma JimenezNo ratings yet
- Electrode Equivalaent NumbersDocument2 pagesElectrode Equivalaent NumbersRamdas100% (2)
- CW CAT TABEL25!08!09 BewerkversieDocument46 pagesCW CAT TABEL25!08!09 BewerkversieAdeKusumahNo ratings yet
- GMAW Welding ParametersDocument32 pagesGMAW Welding Parametersnarutothunderjet216No ratings yet
- Utp 7015Document1 pageUtp 7015cesarlopezpolysiusNo ratings yet
- UTP 641 KBDocument1 pageUTP 641 KBVIRPOPNo ratings yet
- Utp 630Document1 pageUtp 630brayanNo ratings yet
- Tenacito R: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageTenacito R: MMA Electrodes C-MN and Low-Alloy SteelsAnonymous hNpF6INo ratings yet
- Electrodes EnglishDocument139 pagesElectrodes Englishcostelino72No ratings yet
- Select Arc Catalogue Part 1Document10 pagesSelect Arc Catalogue Part 1lionheartedNo ratings yet
- Esab Ferroweld1Document1 pageEsab Ferroweld1Gokul RajanNo ratings yet
- Utp 63Document1 pageUtp 63brayanNo ratings yet
- Utp Ledurit 65Document1 pageUtp Ledurit 65Ulisses SilvaNo ratings yet
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- Fox CN 23-12-ADocument1 pageFox CN 23-12-AVIRPOPNo ratings yet
- Avesta 2205 - MIGDocument1 pageAvesta 2205 - MIGgonzomapsNo ratings yet
- OK 48.20 ESAB 36 H (SPL) : A Basic Coated Low-Hydrogen Electrode For MMAW A Basic Coated Electrode For MMAWDocument1 pageOK 48.20 ESAB 36 H (SPL) : A Basic Coated Low-Hydrogen Electrode For MMAW A Basic Coated Electrode For MMAWGokul RajanNo ratings yet
- Böhler 7018-1 h4r enDocument1 pageBöhler 7018-1 h4r enValentin Hernández TrianoNo ratings yet
- Katalogas enDocument20 pagesKatalogas enEman AdelNo ratings yet
- M El p0.2 2Document3 pagesM El p0.2 2Gopal RamalingamNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- Utp Ledurit 65Document1 pageUtp Ledurit 65brayanNo ratings yet
- Catalogue MetalweldDocument17 pagesCatalogue MetalweldRadivojevic SasaNo ratings yet
- Avesta 2205 AC DCDocument1 pageAvesta 2205 AC DCpipedown456No ratings yet
- A-80 RailrodDocument1 pageA-80 RailrodSyed AbudhakirNo ratings yet
- Utp 86 FNDocument1 pageUtp 86 FNc131508No ratings yet
- Standar Elektroda PDFDocument182 pagesStandar Elektroda PDFFakhar WindratamaNo ratings yet
- MIP Bohler Welding Austria 62Document1 pageMIP Bohler Welding Austria 62Pradeepta MohantyNo ratings yet
- CERTILAS EN Edition2023 313Document1 pageCERTILAS EN Edition2023 313Alireza KhodabandehNo ratings yet
- Dual Shield 8000b2Document1 pageDual Shield 8000b2Gokul RajanNo ratings yet
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelCarlos PadillaNo ratings yet
- Special Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresDocument10 pagesSpecial Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresCarlos PadillaNo ratings yet
- How To Use This Catalog: Have A Soundcard? - Click On MeDocument234 pagesHow To Use This Catalog: Have A Soundcard? - Click On MeitalangeloNo ratings yet
- Catalog ElectrDocument140 pagesCatalog ElectrMocanu Stefan ArtemonNo ratings yet
- Böhler Ti 2 Ni T-FD: Seamless Cored WireDocument2 pagesBöhler Ti 2 Ni T-FD: Seamless Cored WireThanh TamNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- PD Cen TS 16539-2012Document16 pagesPD Cen TS 16539-2012Krishna VachaNo ratings yet
- Surface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningDocument2 pagesSurface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningKrishna VachaNo ratings yet
- Atom Arc 7018: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocument2 pagesAtom Arc 7018: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesKrishna VachaNo ratings yet
- AWS D1.1 Welder Quallification RequirementsDocument3 pagesAWS D1.1 Welder Quallification RequirementsKrishna Vacha100% (1)
- Tigrod ER80S-B8: Typical Tensile PropertiesDocument1 pageTigrod ER80S-B8: Typical Tensile PropertiesKrishna VachaNo ratings yet
- BS en Iso 01514-2016Document22 pagesBS en Iso 01514-2016Krishna Vacha50% (2)
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesKrishna VachaNo ratings yet
- AWS D1.1 Welder Quallification RequirementsDocument3 pagesAWS D1.1 Welder Quallification RequirementsKrishna Vacha100% (1)
- Rfi No. Area Location Unit Date Inspection Item Result IR Date Remarks Accp Rej Can 0 0 0 0 0Document1 pageRfi No. Area Location Unit Date Inspection Item Result IR Date Remarks Accp Rej Can 0 0 0 0 0Krishna VachaNo ratings yet
- Welding Tehnology PDFDocument35 pagesWelding Tehnology PDFKrishna VachaNo ratings yet
- TDS - Sadovac SP (F8102102)Document2 pagesTDS - Sadovac SP (F8102102)Krishna Vacha67% (3)
- TDS - Yacht Varnish Exterior (F65xxx) PDFDocument2 pagesTDS - Yacht Varnish Exterior (F65xxx) PDFKrishna VachaNo ratings yet
- API Q1 Approved InterpretationsDocument4 pagesAPI Q1 Approved InterpretationsKrishna VachaNo ratings yet
- TDS - 2 Pack PU Clear Sealer - Exterior (F92N0ECS)Document2 pagesTDS - 2 Pack PU Clear Sealer - Exterior (F92N0ECS)Krishna Vacha100% (1)
- Feasibility Study On Effectiveness Large Surface Area of Electrode For Earth Battery 24 PagesDocument24 pagesFeasibility Study On Effectiveness Large Surface Area of Electrode For Earth Battery 24 PagesshaitoNo ratings yet
- File 11. Power Gen Course ExcercisesDocument9 pagesFile 11. Power Gen Course Excercisesnabil160874No ratings yet
- GT ControlDocument3 pagesGT ControlHarinNo ratings yet
- Economic, Environmental, and Societal IssuesDocument15 pagesEconomic, Environmental, and Societal IssuesPatricia de LeonNo ratings yet
- Mechanic Repair and Maintenance of Heavy Vehicles PDFDocument11 pagesMechanic Repair and Maintenance of Heavy Vehicles PDFabhayNo ratings yet
- 1 Solar Power Plant IntroductionDocument13 pages1 Solar Power Plant IntroductionPrabhat Sharma100% (1)
- Drive Unit DUc RE15326Document64 pagesDrive Unit DUc RE15326H.J. OsorioNo ratings yet
- 72.00.00 Engine - Fault IsolationDocument60 pages72.00.00 Engine - Fault IsolationTimoteo Molina RomeroNo ratings yet
- Appendix 1B - Pre-Startup ActivityDocument12 pagesAppendix 1B - Pre-Startup ActivityHtoo Htoo KyawNo ratings yet
- 03 - 120803 Hot Melt Extrusion With BASF Pharma PolymersDocument201 pages03 - 120803 Hot Melt Extrusion With BASF Pharma PolymersMoeen Khan Risaldar100% (2)
- 324 Woodward, LS5 Specifications (37522, Rev A)Document4 pages324 Woodward, LS5 Specifications (37522, Rev A)Mohamed Abd ElazizNo ratings yet
- Transient Response of RC CircuitDocument5 pagesTransient Response of RC CircuitJayesh Ruikar100% (1)
- Ash Handling PlantDocument6 pagesAsh Handling Plantapumoni123No ratings yet
- High-Pressure Piston Pump For Resin Injection: Product PropertiesDocument2 pagesHigh-Pressure Piston Pump For Resin Injection: Product PropertiesDislaseNo ratings yet
- Geothermal Heat Pump Systems PresentationDocument33 pagesGeothermal Heat Pump Systems Presentationsolowe988No ratings yet
- User Guide Energy MonitorDocument10 pagesUser Guide Energy MonitorexpertNo ratings yet
- Codigos EOBD BODY (B)Document23 pagesCodigos EOBD BODY (B)vitor santosNo ratings yet
- Ground Floor Plan: Existing Fcu-01 1-SCD 600X600 MM, NECK 150X150 MM 30 L/S Per EachDocument1 pageGround Floor Plan: Existing Fcu-01 1-SCD 600X600 MM, NECK 150X150 MM 30 L/S Per Eachmhmedgomaa74No ratings yet
- BLANCKDocument2 pagesBLANCKNiraj TevarNo ratings yet
- Haier CFL633CS Fridge-FreezerDocument196 pagesHaier CFL633CS Fridge-FreezerJuan Antonio Palacios ClavijoNo ratings yet
- Introduction To Physics of MaterialsDocument24 pagesIntroduction To Physics of MaterialsSade MvNo ratings yet
- WESP BrochureDocument6 pagesWESP BrochurePiNGPooNGNo ratings yet
- Text Reading - Temperature and Heat WorksheetDocument4 pagesText Reading - Temperature and Heat WorksheetScot BelfordNo ratings yet
- Hybrid Energy Storage SystemDocument20 pagesHybrid Energy Storage SystemamrinderNo ratings yet
- PPTDocument18 pagesPPTKaushik SenguptaNo ratings yet
- Heat Load Calculation (Sample 1)Document2 pagesHeat Load Calculation (Sample 1)acsimonNo ratings yet
- Thermal Properties of Matter CH11Document33 pagesThermal Properties of Matter CH11Rishab SharmaNo ratings yet