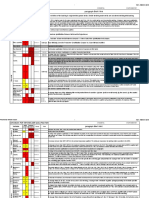
Overlay (Required Tests)
Overlay (Required Tests)
Download as pdf or txt
You might also like
- Welded Steel Pipe Design ManualDocument93 pagesWelded Steel Pipe Design ManualfileseekerNo ratings yet
- Electrical Maintenance Supervisor CVDocument3 pagesElectrical Maintenance Supervisor CVlaz_k100% (3)
- Welding Procedure Specification (WPS) : Joint Design PositionDocument9 pagesWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryNo ratings yet
- Asset Integrity EngineerDocument4 pagesAsset Integrity Engineerlaz_kNo ratings yet
- Preheat and Interpass TempDocument2 pagesPreheat and Interpass TempUche UrchNo ratings yet
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- QW-482 Suggested Format For Welding ProcDocument2 pagesQW-482 Suggested Format For Welding Procsachin0% (1)
- Why Preheating & Interpass Temperature RequiredDocument4 pagesWhy Preheating & Interpass Temperature RequiredMohammad RizwanNo ratings yet
- WPS & PQR & WPQDocument26 pagesWPS & PQR & WPQrakanalammari505No ratings yet
- 5.Exhibit-5.Technical Delivery Conditions-Welding ConsumablesDocument1 page5.Exhibit-5.Technical Delivery Conditions-Welding Consumablesjohn gonzalezNo ratings yet
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- Variables For Wps/Welder Qualification Variable WPS Welder: ParagDocument2 pagesVariables For Wps/Welder Qualification Variable WPS Welder: Paragahmed sobhyNo ratings yet
- GMAWDocument12 pagesGMAWsushant47100% (1)
- AWS D1.1 GuidesDocument7 pagesAWS D1.1 GuidesMuhammad FakhriNo ratings yet
- Calculate Weld Metal VolumeDocument7 pagesCalculate Weld Metal VolumeChris De La Torre0% (1)
- ASME Welding PositionsDocument3 pagesASME Welding PositionsMicheal Murphy100% (1)
- Category of RadiographyDocument9 pagesCategory of RadiographySAGARNo ratings yet
- Weld Map Pressure VesselDocument32 pagesWeld Map Pressure Vesselarun yNo ratings yet
- Fcaw NC IiDocument60 pagesFcaw NC IiDick Mijares UndagNo ratings yet
- 4 - PREPARATION OF WPS - StudentDocument22 pages4 - PREPARATION OF WPS - Studentrazlan ghazaliNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Full Thickness Repair Welding Welding Procedure Specification (WPS) in Accordance With API 1104 21: 2016Document6 pagesFull Thickness Repair Welding Welding Procedure Specification (WPS) in Accordance With API 1104 21: 2016Juni Kurniyanto100% (1)
- Basic Points of P91Document4 pagesBasic Points of P91Asad Bin Ala Qatari100% (1)
- Asme Ix Welder Qualification Interpretation PDFDocument95 pagesAsme Ix Welder Qualification Interpretation PDFnizam1372No ratings yet
- Weld Repair After PWHT ASME Sec VIII Div.1Document6 pagesWeld Repair After PWHT ASME Sec VIII Div.1GesNo ratings yet
- HFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedDocument9 pagesHFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedVignesh PanchabakesanNo ratings yet
- Mechanical Testing Requirement As Per ASME BPVC Section IXDocument6 pagesMechanical Testing Requirement As Per ASME BPVC Section IXHary adiNo ratings yet
- WPS - 006Document13 pagesWPS - 006MAT-LIONNo ratings yet
- PWHT, HT, Igc, MawpDocument40 pagesPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- Flange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening ProcedureDocument16 pagesFlange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening Procedureal arabiNo ratings yet
- 10 Procedure For PWHTDocument5 pages10 Procedure For PWHTSachin S. SalunkheNo ratings yet
- Code Cases AWS D1.1Document2 pagesCode Cases AWS D1.1rginunes9044No ratings yet
- Duplex Welding GuidelinesDocument13 pagesDuplex Welding GuidelinesadelNo ratings yet
- QC TolaranceDocument35 pagesQC TolaranceRajkumar A100% (1)
- WPS PQR CompressedDocument5 pagesWPS PQR CompressedBalaje MantravadiNo ratings yet
- Magnetic Particle Examination of WeldsDocument4 pagesMagnetic Particle Examination of WeldsshruthiNo ratings yet
- Module 9.qualification 1.welding PerformanceDocument6 pagesModule 9.qualification 1.welding PerformanceMohd Nizam100% (1)
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (2)
- P91 ProfileDocument6 pagesP91 ProfilesrinivasanNo ratings yet
- Review of GTAW Welding ParametersDocument14 pagesReview of GTAW Welding Parameterskervyn SáenzNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- Why Is Preheating NecessaryDocument3 pagesWhy Is Preheating NecessaryahmedNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- WPS - 021Document13 pagesWPS - 021MAT-LIONNo ratings yet
- Shell Petroleum Development Company: (Implemented/Issued For Review/Complete)Document17 pagesShell Petroleum Development Company: (Implemented/Issued For Review/Complete)Siva RamNo ratings yet
- VT Acceptance Criteria WeldsDocument14 pagesVT Acceptance Criteria WeldsCharwin Xiao100% (2)
- Asme Boiler and Pressure Vessel Codes: SectionsDocument68 pagesAsme Boiler and Pressure Vessel Codes: Sectionsajay thomasNo ratings yet
- Qualification of Procedure and Welder (19 February 2014)Document20 pagesQualification of Procedure and Welder (19 February 2014)Zanuardi YahyaNo ratings yet
- BPQ REV. 0 Interactive FormDocument2 pagesBPQ REV. 0 Interactive FormcosmicbunnyNo ratings yet
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDocument3 pagesIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNo ratings yet
- Asme 9 TipsDocument13 pagesAsme 9 Tipsnasrpk100% (1)
- Part 02 - Review of PWPS and WPSDocument9 pagesPart 02 - Review of PWPS and WPSYan FerizalNo ratings yet
- ABout Preheat Before WeldingDocument2 pagesABout Preheat Before WeldingHary Olya AdriansyahNo ratings yet
- Tube-To-Tube Sheet Joint RequirementsDocument2 pagesTube-To-Tube Sheet Joint RequirementsWaqas WaqasNo ratings yet
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 pagesCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNo ratings yet
- Visual Inspection Report-BaiturDocument5 pagesVisual Inspection Report-BaiturBlusukan negeri100% (1)
- WM PWHTDocument18 pagesWM PWHTFaiz Ishak100% (1)
- Fracture TestDocument1 pageFracture TestYuvaraj SathishNo ratings yet
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- Heat TreatmentDocument5 pagesHeat TreatmentsheikmoinNo ratings yet
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTDocument19 pagesB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahNo ratings yet
- Challenges in Corrosion: Costs, Causes, Consequences, and ControlFrom EverandChallenges in Corrosion: Costs, Causes, Consequences, and ControlNo ratings yet
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Document3 pagesDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kNo ratings yet
- Chem Iii-Amines-P255 JOB DescriptionDocument1 pageChem Iii-Amines-P255 JOB Descriptionlaz_kNo ratings yet
- Socket Weld LeakDocument5 pagesSocket Weld Leaklaz_k100% (1)
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Document3 pagesDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kNo ratings yet
- Trade of Vehicle Body Repair: MIG - Welding FabricationDocument149 pagesTrade of Vehicle Body Repair: MIG - Welding Fabricationlaz_kNo ratings yet
- PWHT Responsibility Assignment Matrix: SR Topic Tasks DetailsDocument6 pagesPWHT Responsibility Assignment Matrix: SR Topic Tasks Detailslaz_kNo ratings yet
- Bonney Forge BrochureDocument22 pagesBonney Forge BrochureAnonymous dvrhf5No ratings yet
- Carber Service CatalogDocument32 pagesCarber Service Cataloglaz_kNo ratings yet
- Electrical Maintenance TechniciancvDocument3 pagesElectrical Maintenance Techniciancvlaz_k100% (1)
- Metrode ConsumablesDocument309 pagesMetrode Consumablesrodofgod100% (1)
- Personnel, Consumable & ToolsDocument3 pagesPersonnel, Consumable & Toolslaz_kNo ratings yet
- Pipe LineDocument62 pagesPipe LineBahtiar Anak LaNang100% (1)
- AIChE Wilhelm April 08 Process SafetyDocument16 pagesAIChE Wilhelm April 08 Process Safetymostafa_1000No ratings yet
- EN 1090 White Paper17 119019 PDFDocument24 pagesEN 1090 White Paper17 119019 PDFZaza PokumbaNo ratings yet
- Portfolio Storage&Drying Control ProcedureDocument4 pagesPortfolio Storage&Drying Control Procedurelaz_kNo ratings yet
- Offshore ProtectionDocument334 pagesOffshore ProtectionSumit PardeshiNo ratings yet
- Stainless Steel Dissimilar Welding ChartDocument1 pageStainless Steel Dissimilar Welding Chartlaz_kNo ratings yet
- Bicine - AmineDocument14 pagesBicine - Aminelaz_kNo ratings yet
- Weld Filler WireDocument37 pagesWeld Filler WireSiva Raman MurugesanNo ratings yet
- RBI Corrosion Calculation Day2Document7 pagesRBI Corrosion Calculation Day2laz_kNo ratings yet
- Mep-01.02 Detail Dock ShelterDocument1 pageMep-01.02 Detail Dock ShelterTri MurwantoNo ratings yet
- Comparative Analysis of B.P. 220, P.D. 1096, P.D. 957 and Fire CodeDocument8 pagesComparative Analysis of B.P. 220, P.D. 1096, P.D. 957 and Fire CodeyllaNo ratings yet
- Transportation EngineeringDocument3 pagesTransportation EngineeringSiti nurainNo ratings yet
- Karoshoek Solar One (Pty) LTDDocument14 pagesKaroshoek Solar One (Pty) LTDpthakur234100% (1)
- The Havelis: of HadautiDocument4 pagesThe Havelis: of HadautidudedeepNo ratings yet
- Floor Plan Front Elevation Typical Side Elevation: Cebu-Cordova Link Expressway ProjectDocument1 pageFloor Plan Front Elevation Typical Side Elevation: Cebu-Cordova Link Expressway ProjecteddieNo ratings yet
- CLORIOUS - Control ValvesDocument4 pagesCLORIOUS - Control ValvesRM HaroonNo ratings yet
- Regua de FittingsDocument3 pagesRegua de FittingsBruno GazzaneoNo ratings yet
- Technical Data Sheet Clad Steel Wire 3.78 MMDocument1 pageTechnical Data Sheet Clad Steel Wire 3.78 MMVishal AgarwalNo ratings yet
- Test Sistema DirecciónDocument29 pagesTest Sistema DirecciónDenisNo ratings yet
- Lea069 E0 Ed3Document4 pagesLea069 E0 Ed3phuongNo ratings yet
- Method of Design - SLAB & BEAMDocument19 pagesMethod of Design - SLAB & BEAMসামিউলইসলামNo ratings yet
- Pentaksiran Teori-Assignment DMC 3113Document4 pagesPentaksiran Teori-Assignment DMC 3113sharifahsalmah50No ratings yet
- Metric Thread Size and Tolerance CalculatorDocument6 pagesMetric Thread Size and Tolerance Calculatorsales100% (1)
- Wrapid Sleeve PDSDocument2 pagesWrapid Sleeve PDSjayhuacat7743No ratings yet
- 15 Ijmtst040432Document6 pages15 Ijmtst040432Addandi Ashrith Reddy ce21b002No ratings yet
- Research Proposal For Flexible and Rigid Pavements FinalDocument16 pagesResearch Proposal For Flexible and Rigid Pavements Finalmazhar0% (1)
- 4.12. Size Categories and Commercial Grades: Example 4.6Document4 pages4.12. Size Categories and Commercial Grades: Example 4.6nickNo ratings yet
- HES CT Handbook - ToolsDocument121 pagesHES CT Handbook - ToolselianaNo ratings yet
- Analysis of TrussDocument22 pagesAnalysis of TrussSalem AlbarkiNo ratings yet
- Thegherkin, London NormanfosterDocument54 pagesThegherkin, London NormanfosterKhanNo ratings yet
- Aditya Rahul Final Report PDFDocument110 pagesAditya Rahul Final Report PDFarchitectfemil6663No ratings yet
- Overview of Commercialized R290 TechnologyDocument20 pagesOverview of Commercialized R290 TechnologySamiYousifNo ratings yet
- EPA - AP-42, Sección 11.12 - Mezcla de ConcretoDocument14 pagesEPA - AP-42, Sección 11.12 - Mezcla de ConcretoGina Paola Espinoza FalconNo ratings yet
- Art 16 25.R.A 9184Document46 pagesArt 16 25.R.A 9184jlhiezel21No ratings yet
- Demolition of BuildingDocument25 pagesDemolition of Buildingarunr502785No ratings yet
- Fatigue Crack in Out - of - Plane Gusset JointsDocument4 pagesFatigue Crack in Out - of - Plane Gusset JointsFahmi AldiNo ratings yet
- 3900 Prepreg System: Mechanically Stable Readily AvailableDocument7 pages3900 Prepreg System: Mechanically Stable Readily AvailableChiranthanRameshNo ratings yet
- UI Solar Aluminum Carport STE Installation GuideDocument6 pagesUI Solar Aluminum Carport STE Installation Guideaks2205No ratings yet
- Valves & StrainerDocument7 pagesValves & Strainerkothat82No ratings yet