Surface Crack Detection
Surface Crack Detection
Download as pdf or txt
You might also like
- RTD LoRUS (Long Range Ultrasonics)Document1 pageRTD LoRUS (Long Range Ultrasonics)fakmiloNo ratings yet
- Refractory MaterialsDocument16 pagesRefractory MaterialsPradeep Gade50% (2)
- Electromagnetic InterferenceDocument11 pagesElectromagnetic Interferences_eiko5No ratings yet
- Microsoft Word - PZT Manual ABAQUS PDFDocument9 pagesMicrosoft Word - PZT Manual ABAQUS PDFHarshMahajan100% (1)
- AI Advanced NDT MethodsDocument2 pagesAI Advanced NDT MethodspermanahendNo ratings yet
- Wave Propagation Simulation in Abaqus PPT 123Document9 pagesWave Propagation Simulation in Abaqus PPT 123Palash DongreNo ratings yet
- Ultrasonidos Manual PDFDocument78 pagesUltrasonidos Manual PDFJose Luis Gonzalez Perez100% (1)
- 12-Hole Standards InteractiveDocument1 page12-Hole Standards InteractivevikramNo ratings yet
- Questions & Answers Related To Eddy Current Test Systems: MAY 2003 1. How Does Eddy Current Testing Evaluate Parts?Document7 pagesQuestions & Answers Related To Eddy Current Test Systems: MAY 2003 1. How Does Eddy Current Testing Evaluate Parts?debmala1100% (1)
- Foerster Circograph 2014 enDocument6 pagesFoerster Circograph 2014 enTiến NguyễnNo ratings yet
- 7 RFA Application GuideDocument87 pages7 RFA Application GuideSuleman JahangirNo ratings yet
- PCN Isi Gen ADocument17 pagesPCN Isi Gen ABrandon EricksonNo ratings yet
- Hot Tears in CastingDocument15 pagesHot Tears in CastingRafdi Abdul MajidNo ratings yet
- Eddy Current Testing Exam Questions Assignment2Document1 pageEddy Current Testing Exam Questions Assignment2Narotam Kumar GupteshwarNo ratings yet
- Chapter 6 - Special ApplicationsDocument11 pagesChapter 6 - Special ApplicationskingstonNo ratings yet
- Equotip 550 ManualDocument53 pagesEquotip 550 Manualmohamed ayadNo ratings yet
- Guided Waves: Standardization and Certification: A. Demma, D. AlleyneDocument6 pagesGuided Waves: Standardization and Certification: A. Demma, D. AlleyneJiten KarmakarNo ratings yet
- Chapter 4 - Eddy Current Method1Document44 pagesChapter 4 - Eddy Current Method1kingstonNo ratings yet
- Eddy Current Testing: NO. Content NODocument12 pagesEddy Current Testing: NO. Content NOkingstonNo ratings yet
- Iris WP220 PDFDocument1 pageIris WP220 PDFvikramNo ratings yet
- Observations On Magnetic WallDocument10 pagesObservations On Magnetic WallMuhammad NozarNo ratings yet
- Metalscan Inspection Services Presents: Nondestructive EvaluationDocument15 pagesMetalscan Inspection Services Presents: Nondestructive Evaluationnaganathan100% (2)
- NDE Associates, Inc. - Ultrasonic Testing - Phased ArrayDocument2 pagesNDE Associates, Inc. - Ultrasonic Testing - Phased Arrayaldeanucu3203No ratings yet
- VT L3 NotesDocument6 pagesVT L3 NotesGaurav ChopraNo ratings yet
- Ultrasonic TestingDocument11 pagesUltrasonic TestingapmapNo ratings yet
- Holographic and Shearographic NDT Application in Aerospace ManufacturingDocument5 pagesHolographic and Shearographic NDT Application in Aerospace ManufacturingPDDELUCANo ratings yet
- Eddy Current Examination of Steel Tubular Products Using Magnetic SaturationDocument2 pagesEddy Current Examination of Steel Tubular Products Using Magnetic SaturationChenjie ZhuNo ratings yet
- AGFA G135 Dev Part A MSDS v1Document10 pagesAGFA G135 Dev Part A MSDS v1RenewiNo ratings yet
- Ruukki Hot Rolled Steels Ultrasonic Testing 2011 PDFDocument5 pagesRuukki Hot Rolled Steels Ultrasonic Testing 2011 PDFpvdang8453No ratings yet
- 11 IRIS Application GuideDocument40 pages11 IRIS Application GuideSuleman JahangirNo ratings yet
- Chapter 2 - Eddy Current PrinciplesDocument57 pagesChapter 2 - Eddy Current Principlesvibinkumars@gmail.com100% (1)
- Automated Robotic InspectionDocument6 pagesAutomated Robotic Inspectionprakush01975225403No ratings yet
- Lrut-Corrosion and NDT (P3) Rev 0.3Document24 pagesLrut-Corrosion and NDT (P3) Rev 0.3Asish desaiNo ratings yet
- 4 Master Class - ID Creep Wave MethodDocument22 pages4 Master Class - ID Creep Wave Methodnathaniel ekaikoNo ratings yet
- Casting Inspection NDTDocument8 pagesCasting Inspection NDTdombipinNo ratings yet
- Ultrasonic Examination Part 1Document4 pagesUltrasonic Examination Part 1JlkKumarNo ratings yet
- IRISDocument67 pagesIRISArinze7No ratings yet
- Liquid or Dye Penetrant InspectionDocument43 pagesLiquid or Dye Penetrant InspectionTrinadh Venkata Kumar NillaNo ratings yet
- PAUTDocument2 pagesPAUTAnonymous tBFZZ5UDNo ratings yet
- Acoustic EmissionDocument10 pagesAcoustic Emissionzamaniu1No ratings yet
- AE For Buried LPG TanksDocument8 pagesAE For Buried LPG TanksSaif EldinNo ratings yet
- Acs 03 UsfdDocument7 pagesAcs 03 UsfdPRAVIN DASSNo ratings yet
- 6 RFT Application GuideDocument75 pages6 RFT Application GuideSuleman JahangirNo ratings yet
- Final Draft en Iso Fdis 15548-2 - 2007Document39 pagesFinal Draft en Iso Fdis 15548-2 - 2007gorkembaytenNo ratings yet
- UT Outline Training LV IIIDocument4 pagesUT Outline Training LV IIITrung Tinh HoNo ratings yet
- Examination of Seamless, Gas-Filled, Pressure Vessels Using Acoustic EmissionDocument6 pagesExamination of Seamless, Gas-Filled, Pressure Vessels Using Acoustic EmissionERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- NDT 2019Document32 pagesNDT 2019Muhammad OsamaNo ratings yet
- PAUT at Elevated-TemperaturesDocument5 pagesPAUT at Elevated-Temperatureswalter091011No ratings yet
- Dual Frequency Hexagonal Microstrip Patc PDFDocument9 pagesDual Frequency Hexagonal Microstrip Patc PDFSai TejaNo ratings yet
- The Effect of CarbonDocument4 pagesThe Effect of CarbonkingstonNo ratings yet
- 1800 August 14Document36 pages1800 August 14RevmalcNo ratings yet
- PT 2Document91 pagesPT 2safeer ahmadNo ratings yet
- Is 9902 2004Document11 pagesIs 9902 2004cbbasakNo ratings yet
- HP Heater # 2Document133 pagesHP Heater # 2Kuppan SrinivasanNo ratings yet
- Section 1D - Upgrade 3D To 3DiM System OverviewDocument18 pagesSection 1D - Upgrade 3D To 3DiM System OverviewTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- Astm A194Document3 pagesAstm A194kingstonNo ratings yet
- 9 Ascem Skills Fabricacionejecucionen1090 v1Document218 pages9 Ascem Skills Fabricacionejecucionen1090 v1scarrion80No ratings yet
- Ae01 PDFDocument34 pagesAe01 PDFTrajko GorgievskiNo ratings yet
- Candidates Information Booklet: WWW - Cpsa.ieDocument12 pagesCandidates Information Booklet: WWW - Cpsa.ieDaniel CringusNo ratings yet
- Ck45 Mechanical PropertiesDocument3 pagesCk45 Mechanical PropertiesDaniel CringusNo ratings yet
- SH TD enDocument112 pagesSH TD enDaniel CringusNo ratings yet
- 5878 en-GB Loadall RB 1Document28 pages5878 en-GB Loadall RB 1Daniel CringusNo ratings yet
- K 3Document1 pageK 3ilyaskureshiNo ratings yet
- 2015-11-09 Press Release Lehnhoff - Komatsu EnglDocument2 pages2015-11-09 Press Release Lehnhoff - Komatsu EnglDaniel CringusNo ratings yet
- A46JE SnorkelDocument2 pagesA46JE SnorkelDaniel Cringus0% (1)
- BROCHURE Xylem - Pump Selection Guide 0412Document82 pagesBROCHURE Xylem - Pump Selection Guide 0412Christy MaxwellNo ratings yet
- Cylinder 3dDocument2 pagesCylinder 3dDaniel CringusNo ratings yet
- 95 AU V 142-EnDocument2 pages95 AU V 142-EnDaniel CringusNo ratings yet
- Holmbury Hose Burst Valve VPC PDFDocument2 pagesHolmbury Hose Burst Valve VPC PDFDaniel CringusNo ratings yet
- 94 AU 925-EnDocument2 pages94 AU 925-EnDaniel CringusNo ratings yet
- Ulysses: by James JoyceDocument579 pagesUlysses: by James JoyceDaniel CringusNo ratings yet
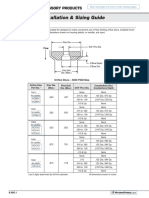
- Orifice Disc Installation & Sizing Guide: Housings and Accessory ProductsDocument4 pagesOrifice Disc Installation & Sizing Guide: Housings and Accessory ProductsDaniel CringusNo ratings yet
- 107 - WELDOX - 700 - UK - Data Sheet PDFDocument2 pages107 - WELDOX - 700 - UK - Data Sheet PDFDaniel CringusNo ratings yet
- 0.188 375 12 RectangularKeystockDocument2 pages0.188 375 12 RectangularKeystockDaniel CringusNo ratings yet
- Fisa Tehnica Weldox 700Document2 pagesFisa Tehnica Weldox 700Daniel CringusNo ratings yet
- I. Learning Competency With CodeDocument3 pagesI. Learning Competency With CodeRoseNo ratings yet
- CHM202 F12 HE1blankDocument9 pagesCHM202 F12 HE1blankEric MclaughlinNo ratings yet
- Paralux 4HGDocument2 pagesParalux 4HGDuong DuongdangNo ratings yet
- Fuels and CombustionDocument24 pagesFuels and CombustionRavindra_1202No ratings yet
- DiluentsDocument15 pagesDiluentsvishnukiranniperNo ratings yet
- The Puraq Seawater Desalination Process - An UpdateDocument16 pagesThe Puraq Seawater Desalination Process - An UpdateMD Omar FarukNo ratings yet
- 0653 w15 Ms 33Document6 pages0653 w15 Ms 33yuke kristinaNo ratings yet
- Static Electricity MSDocument4 pagesStatic Electricity MSMary Ann MaherNo ratings yet
- 1st Quarter Reviewer ELECTRONICSDocument4 pages1st Quarter Reviewer ELECTRONICSBless Gidien EspedionNo ratings yet
- ASTM D 5946-04 Contact Angle MeasurementDocument6 pagesASTM D 5946-04 Contact Angle MeasurementJakub GrzelkaNo ratings yet
- Run Your Diesel Vehicle On Biofuels PDFDocument250 pagesRun Your Diesel Vehicle On Biofuels PDFedalzurcNo ratings yet
- Matrixyl 3000 Promotional Sheet UsaDocument2 pagesMatrixyl 3000 Promotional Sheet Usaapi-291771056No ratings yet
- A Study On Spinel Formation PDFDocument5 pagesA Study On Spinel Formation PDFBagas Prasetyawan Adi NugrohoNo ratings yet
- Day14 - Gen. Chem 2 - SASDocument6 pagesDay14 - Gen. Chem 2 - SASBilly PestañoNo ratings yet
- Biological Oxygen DemandDocument9 pagesBiological Oxygen DemandSiva RaoNo ratings yet
- 6mm Solite Neutre Clear+12AS+6mm ClearDocument1 page6mm Solite Neutre Clear+12AS+6mm ClearNav JavNo ratings yet
- Bio f4 Chapter 3 NotesDocument20 pagesBio f4 Chapter 3 NotesSaidatul Atyah Mohd ApendaiNo ratings yet
- Emailing Net Chemical Sciences Paper Dec. 2018Document24 pagesEmailing Net Chemical Sciences Paper Dec. 2018Baban BaidyaNo ratings yet
- Ordinary Pressure Gauges: (Silver M)Document6 pagesOrdinary Pressure Gauges: (Silver M)RofiNo ratings yet
- 5-Rutherford Experiment Investigating Atomic StructureDocument2 pages5-Rutherford Experiment Investigating Atomic StructureNkemzi Elias Nzetengenle100% (1)
- Tablas CeneguelDocument1 pageTablas CeneguelMargarito Robles KingNo ratings yet
- Ultrasonic Insertion: Technical Information PW-4Document2 pagesUltrasonic Insertion: Technical Information PW-4Miguel ArriecheNo ratings yet
- Development and Validation of Stability Indicating Method For Simultaneous Estimation of Cefepime and Tazobactam Injection Using RP-UPLC MethodDocument8 pagesDevelopment and Validation of Stability Indicating Method For Simultaneous Estimation of Cefepime and Tazobactam Injection Using RP-UPLC MethodIOSR Journal of PharmacyNo ratings yet
- Testing of SandDocument2 pagesTesting of Sandਕੁਲਵੀਰ ਸਿੰਘ ਧੂੰਮੀ100% (1)
- Vee Packing PDFDocument10 pagesVee Packing PDFMehdi SoltaniNo ratings yet
- Two MBR Case StudiesDocument17 pagesTwo MBR Case StudieszizitroNo ratings yet
- Econo SprayDocument1 pageEcono SprayEliasNo ratings yet
- 2020 Spring MESF5450 E04 PDFDocument5 pages2020 Spring MESF5450 E04 PDFLit Pao WongNo ratings yet
- Characterization of The Crystallographic Properties of Bamboo Plants, Natural and Viscose Fibers by Xray Diffraction MethodDocument10 pagesCharacterization of The Crystallographic Properties of Bamboo Plants, Natural and Viscose Fibers by Xray Diffraction MethodAD17No ratings yet