SIL Products & Services: Redefining Flow Control
SIL Products & Services: Redefining Flow Control
Download as pdf or txt
You might also like
- APR1400 SSAR SupplementDocument199 pagesAPR1400 SSAR SupplementAbdalrahman Taha (Jíɾaïya)No ratings yet
- Safety Seminar Silkeborg Day-1 2012Document108 pagesSafety Seminar Silkeborg Day-1 2012s.b.v.seshagiri1407No ratings yet
- 2.2.1 - SIS - Design, Analysis and Justification (EC50) - ISADocument2 pages2.2.1 - SIS - Design, Analysis and Justification (EC50) - ISARoberto CarrascoNo ratings yet
- SAS SyllabusDocument1 pageSAS SyllabusSwati MadheNo ratings yet
- Development of Safety-Critical Systems - Architecture and SoftwareDocument373 pagesDevelopment of Safety-Critical Systems - Architecture and SoftwareFabrizio Di StefanoNo ratings yet
- Safety Integrity Level - WikipediaDocument5 pagesSafety Integrity Level - WikipediamohammadNo ratings yet
- Proof Test of Safety Instrumented Systems SIS According To IEC 61511Document38 pagesProof Test of Safety Instrumented Systems SIS According To IEC 61511aliffsohaimi95No ratings yet
- 1.0 Introduction For OT - ICS EnvironmentDocument3 pages1.0 Introduction For OT - ICS EnvironmentSystem ServiceNo ratings yet
- 083 - Functional Safety Training On IEC 61508 - 61511 (1) (003) 2018Document4 pages083 - Functional Safety Training On IEC 61508 - 61511 (1) (003) 2018soccerbtNo ratings yet
- Improving Security For SCADA Control Systems: Executive SummaryDocument14 pagesImproving Security For SCADA Control Systems: Executive Summarydaliborv1No ratings yet
- Catalog Functional Safety Solutions Asco en 5084612Document16 pagesCatalog Functional Safety Solutions Asco en 5084612alejomariana03No ratings yet
- Tuev Rheinland Cyber Security en 2015Document2 pagesTuev Rheinland Cyber Security en 2015Miguel AngelNo ratings yet
- Iec 62443Document4 pagesIec 62443Pere OlieteNo ratings yet
- QMR With 2oo4d - The Architecture of Third-Generation Safety SystemsDocument4 pagesQMR With 2oo4d - The Architecture of Third-Generation Safety SystemsfadinasNo ratings yet
- CMRP Candidate Guide For Certification and Recertification 9-10-18 UPDATEDDocument42 pagesCMRP Candidate Guide For Certification and Recertification 9-10-18 UPDATEDHelio HermesNo ratings yet
- SIS Life Cycle Activities and DocumentsDocument6 pagesSIS Life Cycle Activities and DocumentsMohamed Ali BoumarafNo ratings yet
- SIS Life Cycle - Functional SafetyDocument6 pagesSIS Life Cycle - Functional SafetyTony IsodjeNo ratings yet
- HSE - A Methodology for the Assignment of Safety Integrity Levels (SILs) to Safety-related Control Functions Implemented by Safety-related Electrical, Electronic and Programmable Electronic Control Systems of MachinesDocument82 pagesHSE - A Methodology for the Assignment of Safety Integrity Levels (SILs) to Safety-related Control Functions Implemented by Safety-related Electrical, Electronic and Programmable Electronic Control Systems of MachinesLau ZamNo ratings yet
- 2.2.2 - SIS - Design, Analysis, and Justification (EC50E - Online Version) - ISADocument3 pages2.2.2 - SIS - Design, Analysis, and Justification (EC50E - Online Version) - ISARoberto Carrasco0% (1)
- Common CauseDocument4 pagesCommon CauseJorge DuranNo ratings yet
- ANSI Gases Combustibles y VaporesDocument216 pagesANSI Gases Combustibles y VaporesHiram FloresNo ratings yet
- SAFA Presentation-IEC61511 Overview-A KneiselDocument40 pagesSAFA Presentation-IEC61511 Overview-A KneiselRiksa Wisudya Achmadsyah SugandaNo ratings yet
- Hazardous AreasDocument118 pagesHazardous AreaskamalNo ratings yet
- AADvance Especificacines TecnicasDocument146 pagesAADvance Especificacines TecnicasIsaac MendibleNo ratings yet
- Industrial Control Systems (ICS) and SCADA Cyber Security TrainingDocument31 pagesIndustrial Control Systems (ICS) and SCADA Cyber Security TrainingBatkhishig Tumen-OidovNo ratings yet
- Common Cause and Common SenseDocument14 pagesCommon Cause and Common SenseRomel RodriguezNo ratings yet
- Certificate Exida Certificate Fmeda Virgo Europe en 86996 PDFDocument27 pagesCertificate Exida Certificate Fmeda Virgo Europe en 86996 PDFRadu ScafariuNo ratings yet
- Usage of IEC 61131 and IEC 61499 Standards For Creating Distributed Control SystemsDocument121 pagesUsage of IEC 61131 and IEC 61499 Standards For Creating Distributed Control SystemsziganNo ratings yet
- 2014 2Q Exida TI Safety WebinarDocument40 pages2014 2Q Exida TI Safety WebinarSARFRAZ ALINo ratings yet
- 2551f316ff92d749a985f2a2cbc04adfDocument5 pages2551f316ff92d749a985f2a2cbc04adfDubey DeepakNo ratings yet
- FK Safety Manual EDocument20 pagesFK Safety Manual EAnonymous br3oqHThoNo ratings yet
- EC00M CAP Prep Editable OptDocument868 pagesEC00M CAP Prep Editable OptOsama AwadNo ratings yet
- Failure Modes, Effects and Diagnostic Analysis: Project: Digital Output Module Valve DOMV 9478/22-08-51Document20 pagesFailure Modes, Effects and Diagnostic Analysis: Project: Digital Output Module Valve DOMV 9478/22-08-51Radu ScafariuNo ratings yet
- ISA NIST FrameworkDocument28 pagesISA NIST FrameworkFayyaz HasnainNo ratings yet
- Fmeda1 - Exida PaperDocument7 pagesFmeda1 - Exida PapervijayigcarNo ratings yet
- Trainingfacts: Fs 132 - Functional Safety Engineer (Tüv Rheinland)Document1 pageTrainingfacts: Fs 132 - Functional Safety Engineer (Tüv Rheinland)faisal84inNo ratings yet
- CDOIF Guideline Demonstrating Prior Use v7 FinalDocument34 pagesCDOIF Guideline Demonstrating Prior Use v7 Finaldwi rakhmatullahNo ratings yet
- Isa s84Document90 pagesIsa s84hmatora72_905124701No ratings yet
- Welotec Whitepaper Substation Automation enDocument9 pagesWelotec Whitepaper Substation Automation enClaudioNo ratings yet
- exSILentia v4 Cyber User GuideDocument170 pagesexSILentia v4 Cyber User GuideLi QiNo ratings yet
- Free MTBF Calculator User GuideDocument5 pagesFree MTBF Calculator User Guideandri16No ratings yet
- Exida Webinar - A Different Certification SchemeDocument32 pagesExida Webinar - A Different Certification SchemeLuc SchramNo ratings yet
- GS - ProSafe-RS Lite Safety Instrumented System OverviewDocument16 pagesGS - ProSafe-RS Lite Safety Instrumented System OverviewVijayNo ratings yet
- 01 Functional Safety 2018.03.27Document76 pages01 Functional Safety 2018.03.27Ghassen EssidNo ratings yet
- Sil Explained - Valve World 2009 PDFDocument5 pagesSil Explained - Valve World 2009 PDFshaonaaNo ratings yet
- Risk Management / Functional Safety: A Practical Approach For End Users and System IntegratorsDocument8 pagesRisk Management / Functional Safety: A Practical Approach For End Users and System IntegratorsAhmed GuevaraNo ratings yet
- 21 CASS TOES For SIS Safety Lifecycle From IEC 61511-1 2016 v1Document7 pages21 CASS TOES For SIS Safety Lifecycle From IEC 61511-1 2016 v1Fahmi GbNo ratings yet
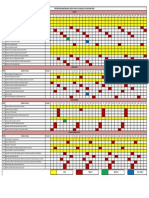
- Implementation of IEC TR 62010 - Guidelines For Maintenance Management of Analyser SystemsDocument25 pagesImplementation of IEC TR 62010 - Guidelines For Maintenance Management of Analyser SystemsIvan CvekNo ratings yet
- The Importance of Functional Safety Alarms and Cybersecurity For Safety Instrumented SystemsDocument26 pagesThe Importance of Functional Safety Alarms and Cybersecurity For Safety Instrumented SystemsUthaya KumaranNo ratings yet
- Partial Stroke Test With S7-400FH and PCS 7: Function DescriptionDocument93 pagesPartial Stroke Test With S7-400FH and PCS 7: Function DescriptionRaul Santos HernandezNo ratings yet
- ASC Q14!5!075 R001 V1R3 Redundant Solenoid SIL Verificaiton ReportDocument57 pagesASC Q14!5!075 R001 V1R3 Redundant Solenoid SIL Verificaiton ReportHuan Trinh VanNo ratings yet
- Safety Assessment Plans For Authorization and Inspection of Radiation SourcesDocument184 pagesSafety Assessment Plans For Authorization and Inspection of Radiation SourcesWaleNo ratings yet
- Is Iec 61508 0 2005Document21 pagesIs Iec 61508 0 2005Kailash Pandey100% (1)
- APR1400 SSAR-Ch18-Human Factors EngineeringDocument153 pagesAPR1400 SSAR-Ch18-Human Factors EngineeringAbdalrahman Taha (Jíɾaïya)No ratings yet
- Prosafe RsDocument4 pagesProsafe RsAymanelorbanyNo ratings yet
- Safety Instrumented Systems: Ultimate GuideDocument14 pagesSafety Instrumented Systems: Ultimate GuideAbdeldjalil AchourNo ratings yet
- Certified Functional Safety Expert A Complete Guide - 2020 EditionFrom EverandCertified Functional Safety Expert A Complete Guide - 2020 EditionNo ratings yet
- Fire Load CalculationDocument2 pagesFire Load Calculationsantoshjayanti100% (1)
- Details of Boiler Pulse Jet Bag FilterDocument1 pageDetails of Boiler Pulse Jet Bag FiltersantoshjayantiNo ratings yet
- Details of Steam Boiler Log SheetDocument1 pageDetails of Steam Boiler Log SheetsantoshjayantiNo ratings yet
- BSEs Guidance Doc On ESGDocument12 pagesBSEs Guidance Doc On ESGsantoshjayanti100% (1)
- Details of Boiler Area P, M SchduleDocument1 pageDetails of Boiler Area P, M SchdulesantoshjayantiNo ratings yet
- Valero Benicias Mechanical Integrity ProgramDocument8 pagesValero Benicias Mechanical Integrity ProgramsantoshjayantiNo ratings yet
- Is 1641-1988Document12 pagesIs 1641-1988santoshjayantiNo ratings yet
- Daily Report of BoilerDocument3 pagesDaily Report of BoilersantoshjayantiNo ratings yet
- Curriculam Vitae: Career ObjectivesDocument6 pagesCurriculam Vitae: Career ObjectivessantoshjayantiNo ratings yet
- Process Safety ManagementDocument7 pagesProcess Safety ManagementsantoshjayantiNo ratings yet
- Inerting DocuDocument5 pagesInerting DocusantoshjayantiNo ratings yet
- PSM Chemical ThresholdsDocument5 pagesPSM Chemical ThresholdssantoshjayantiNo ratings yet
- FMEAScoring System Missouri BaptistDocument4 pagesFMEAScoring System Missouri BaptistsantoshjayantiNo ratings yet
- Vijay SCOTCH YOKE MECHANISM DOUBLE ACTING HACKSAWDocument31 pagesVijay SCOTCH YOKE MECHANISM DOUBLE ACTING HACKSAWSergio PugazhNo ratings yet
- Noel Math-Module3Document2 pagesNoel Math-Module3christine rabañoNo ratings yet
- Problemset1 10Document12 pagesProblemset1 10Juan Marquina CancinoNo ratings yet
- Sylvania Mercury Rough Service Lamps Brochure 1962Document6 pagesSylvania Mercury Rough Service Lamps Brochure 1962Alan MastersNo ratings yet
- Applications of Bernoullis PrincipleDocument12 pagesApplications of Bernoullis PrincipleBiprakanta PalNo ratings yet
- Introduction To Computer ArchitectureDocument42 pagesIntroduction To Computer ArchitectureamitraikarNo ratings yet
- Price List 16 Okt 2010-1Document16 pagesPrice List 16 Okt 2010-1Muhammad Jamil HadiNo ratings yet
- SL40SVCDocument35 pagesSL40SVCgeorgeclima4103No ratings yet
- Oil BDV Test ReportDocument1 pageOil BDV Test ReportMani kalaiNo ratings yet
- Grapheme To Phone Conversion For Hindi: January 2006Document5 pagesGrapheme To Phone Conversion For Hindi: January 2006Oracle JNo ratings yet
- Superblock: MCH / BCH SeriesDocument6 pagesSuperblock: MCH / BCH SeriesgamunozdNo ratings yet
- DLD Lab02Document7 pagesDLD Lab02linehelp195No ratings yet
- Week 1 - Functions and GraphsDocument7 pagesWeek 1 - Functions and Graphstrang.nguyen.whNo ratings yet
- 2023-24 XII Chem UNIT 04. 02 Oct 2023Document13 pages2023-24 XII Chem UNIT 04. 02 Oct 2023GayatriNo ratings yet
- Proposal of 1 MWP PV Rooftop Project: Trieu Van Binh - Employee of O&M Department, GecDocument19 pagesProposal of 1 MWP PV Rooftop Project: Trieu Van Binh - Employee of O&M Department, GecBinh V TrieuNo ratings yet
- Vol1 Iss4 366-376 Fuzzy FMEA Analysis For Identification and Control of Failure Preferences in ERP Implementation-1Document11 pagesVol1 Iss4 366-376 Fuzzy FMEA Analysis For Identification and Control of Failure Preferences in ERP Implementation-1AndrijaNo ratings yet
- SuperMicro X8SAXDocument101 pagesSuperMicro X8SAXToni DlabacNo ratings yet
- Equipment Data Sheet Axial Fans: LMC Flotation Project Equipment Data Sheet Prepared by Aker Kvaerner Pty LimitedDocument8 pagesEquipment Data Sheet Axial Fans: LMC Flotation Project Equipment Data Sheet Prepared by Aker Kvaerner Pty Limitedalimoya13No ratings yet
- Per Unit Example - How To, Tips, Tricks, and What To Watch Out For On The ElectDocument31 pagesPer Unit Example - How To, Tips, Tricks, and What To Watch Out For On The Electcarl100% (1)
- ILF-SPC-SRT-EL-807-0 UPS Specification PDFDocument13 pagesILF-SPC-SRT-EL-807-0 UPS Specification PDFMaheshNayeniNo ratings yet
- Penempatan JangkosDocument84 pagesPenempatan Jangkoswiwik indartikNo ratings yet
- Cadastral MapsDocument4 pagesCadastral Mapsdereje fita100% (1)
- Customer Interface Error CodesDocument15 pagesCustomer Interface Error CodesBgc AyhanNo ratings yet
- IReport Ultimate GuideDocument364 pagesIReport Ultimate GuideFrancisco FeitosaNo ratings yet
- C-Zone Hardware Price List - 9Document2 pagesC-Zone Hardware Price List - 9nansuriNo ratings yet
- Wong 2010Document27 pagesWong 2010Vĩnh Khoa NgôNo ratings yet
- Effective Stress ConceptsDocument15 pagesEffective Stress ConceptsClairole Marie QuilantangNo ratings yet
- Business StatDocument3 pagesBusiness Statpriya1993yadav17No ratings yet
- OPTEX HX40 ManualDocument12 pagesOPTEX HX40 Manualjoseluise68No ratings yet
- English Articles I - A / AN: Un, Una. (AF, NEG, INT)Document7 pagesEnglish Articles I - A / AN: Un, Una. (AF, NEG, INT)MARIANo ratings yet