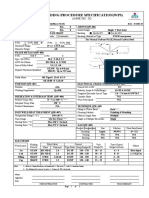
Welding Procedure Specifications (Wps - 6G) : 2mm (Max)
Welding Procedure Specifications (Wps - 6G) : 2mm (Max)
Download as pdf or txt
You might also like
- Machine Design ElementsDocument12 pagesMachine Design ElementsMarco Paolo Avenir Magay80% (5)
- Weld Visual Inspection ReportDocument1 pageWeld Visual Inspection Reportfarjadulhaq100% (1)
- Welding Report For Tank 1Document1 pageWelding Report For Tank 1Rifki HasyaNo ratings yet
- Atf Wpqr-Blank v1Document1 pageAtf Wpqr-Blank v1lth770310No ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Carbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler MaterialDocument6 pagesCarbon Steel: Wps No. Rev. P.No Material PQR Thickness Process PWHT Preheat SR # Filler Materialvipin100% (1)
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (3)
- Wps 1010 IfrDocument28 pagesWps 1010 IfrSyed Mahmud Habibur RahmanNo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Guidance To Prepare Wps PQR For WeldingDocument1 pageGuidance To Prepare Wps PQR For WeldingHamid MansouriNo ratings yet
- Weld Repair Rev. 1Document3 pagesWeld Repair Rev. 1vinas kusdinarNo ratings yet
- 3g Tar WPQTR Form Aws d1.1Document2 pages3g Tar WPQTR Form Aws d1.1Scott AdkinsNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Pt. Saferad Servis Indonesia: Ultrasonic Inspection ReportDocument3 pagesPt. Saferad Servis Indonesia: Ultrasonic Inspection Reportkucing_batam0% (1)
- Format WPQDocument2 pagesFormat WPQAkash Singh TomarNo ratings yet
- WPQ FormatDocument8 pagesWPQ FormatsanjaykumarmauryaNo ratings yet
- WPQ Template (Asme Ix) No LogoDocument4 pagesWPQ Template (Asme Ix) No LogorcpretoriusNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocument1 pageAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- PEIPL-WI-01Electrode BakingDocument2 pagesPEIPL-WI-01Electrode BakingBalkishan Dyavanapelly100% (1)
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- QW-484A (WPQ) GTAW 4MM FilletDocument2 pagesQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- Approved Structural Steel-Welding Procedures - Double V-Groove With Back Gouge PDFDocument3 pagesApproved Structural Steel-Welding Procedures - Double V-Groove With Back Gouge PDFBhavani PrasadNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- WPS & SmawDocument12 pagesWPS & Smawnuke apriyaniNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191100% (1)
- Draft WPSDocument3 pagesDraft WPSWale OyeludeNo ratings yet
- WPS ISO 15614-1 WeldNote MetricDocument1 pageWPS ISO 15614-1 WeldNote MetricVirgil Sorcaru0% (1)
- Weld Test Checklist: Welder (S) DetailsDocument2 pagesWeld Test Checklist: Welder (S) DetailsScott Trainor100% (1)
- Blank Sample WPS Form (SAW) Welding Procedure Specification (WPS)Document1 pageBlank Sample WPS Form (SAW) Welding Procedure Specification (WPS)GMNo ratings yet
- Procedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Document2 pagesProcedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Walid BdeirNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Welding VI ProcedureDocument5 pagesWelding VI Proceduretri_bobNo ratings yet
- Pipe Fit Up ReportDocument2 pagesPipe Fit Up ReportnguyenquanghiepNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Mild Steel Welding ElectrodeDocument12 pagesMild Steel Welding ElectrodeVĩnh NguyễnNo ratings yet
- 26.WPS Log CoilDocument1 page26.WPS Log CoilAvishek GuptaNo ratings yet
- WPS 19Document15 pagesWPS 19Avishek Gupta100% (1)
- WPS 2014-002 006 - 6G PipeDocument3 pagesWPS 2014-002 006 - 6G PipejeswinNo ratings yet
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Document3 pagesWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad Daniel100% (1)
- Blasting & Painting Inspection Report Format For Bottom Plate 01Document7 pagesBlasting & Painting Inspection Report Format For Bottom Plate 01ABEC Trombay siteNo ratings yet
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocument1 pageWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 pagesProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Document2 pagesPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya Barani100% (1)
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Wps 7018 SmawDocument1 pageWps 7018 SmawErick VazquezNo ratings yet
- Welding Procedure Specification (WPS) : Asme Ix & Asme B31.3Document1 pageWelding Procedure Specification (WPS) : Asme Ix & Asme B31.3Elias JarjouraNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- Support 1.1Document87 pagesSupport 1.1Shreyas AlagundiNo ratings yet
- TESDocument4 pagesTESkgaria79No ratings yet
- Basic Propeller and Helicopter DesignDocument6 pagesBasic Propeller and Helicopter DesignJoe Francis LapeñaNo ratings yet
- RJS Pattern Making NewDocument23 pagesRJS Pattern Making NewRam Janm SinghNo ratings yet
- PUT Paper of Manufacturing Science II (2019-20)Document3 pagesPUT Paper of Manufacturing Science II (2019-20)Tulsi ChouhanNo ratings yet
- CBR and Bearing CapacityDocument8 pagesCBR and Bearing Capacityzagros100% (1)
- CATALOGO Gea T Smart Butterfly Valves Catalog Tcm38 13853Document94 pagesCATALOGO Gea T Smart Butterfly Valves Catalog Tcm38 13853Matheus Vinicius SilvaNo ratings yet
- Spray-Drying: Basic Theory and ApplicationsDocument15 pagesSpray-Drying: Basic Theory and ApplicationsDarkwraith007100% (1)
- Composite Compression Unsupported Gage SectionDocument4 pagesComposite Compression Unsupported Gage SectionKarishma PrabhuNo ratings yet
- Gol 2010Document16 pagesGol 2010Fabian SandezNo ratings yet
- Sany Crane-Brochure SCC600A-5 024249Document30 pagesSany Crane-Brochure SCC600A-5 024249ganjar.bmi100% (1)
- Ground Anchors and Anchored Structures SeminarDocument105 pagesGround Anchors and Anchored Structures SeminarJonathan Bennett PE DGE100% (2)
- DST Tools CatalogDocument103 pagesDST Tools CatalogSikander Mushtaq100% (1)
- FLOWTITE Jacking Pipe ID Series Type SE Joint Non Pressure ChartDocument2 pagesFLOWTITE Jacking Pipe ID Series Type SE Joint Non Pressure ChartNADEEM AHMEDNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 110, 130, 100: Structural Steel, Carbon Steel, KilledDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 110, 130, 100: Structural Steel, Carbon Steel, Killedamit kumar sarkarNo ratings yet
- Jignesh Steel Maharashtra IndiaDocument10 pagesJignesh Steel Maharashtra IndiaJignesh Steel IndiaNo ratings yet
- Motion With Constant AccelerationDocument33 pagesMotion With Constant AccelerationJohn Kristoffer VillarNo ratings yet
- Unit Manhour Mep WorksDocument662 pagesUnit Manhour Mep Worksedla3710No ratings yet
- 24 Tornillos 2022Document22 pages24 Tornillos 2022Miguel Angel Gaytán PérezNo ratings yet
- Bidge Deck AnalysisDocument37 pagesBidge Deck AnalysisGaurab100% (1)
- 7.example ProblemsDocument396 pages7.example ProblemsPhuoc100% (1)
- Industrial Products Motors: FeaturesDocument70 pagesIndustrial Products Motors: FeaturesVicente BenitezNo ratings yet
- FRLO 14410C T2 Fuller 10 Speed Parts Breakdown ManualDocument27 pagesFRLO 14410C T2 Fuller 10 Speed Parts Breakdown ManualFlorencio MaximilianoNo ratings yet
- Parts Book Vol 2Document412 pagesParts Book Vol 2jacques SUIRENo ratings yet
- MCQ Unit 2 Fluid Statics, BuoyancyDocument6 pagesMCQ Unit 2 Fluid Statics, BuoyancySiddhant100% (1)
- Igcse Physics 3ed TR End of Chapter Test 8Document4 pagesIgcse Physics 3ed TR End of Chapter Test 8Abdullah MuhammadNo ratings yet
- Service Manual: Washer Extractor W565H, W575H, W5105H, W5130H, W5180H, W5240H, W5300HDocument120 pagesService Manual: Washer Extractor W565H, W575H, W5105H, W5130H, W5180H, W5240H, W5300HBruno Martins100% (1)
- Truss & Frame: Ahsanullah University of Science and Tecnology Dhaka, BangladeshDocument12 pagesTruss & Frame: Ahsanullah University of Science and Tecnology Dhaka, BangladeshMir Mustafa AliNo ratings yet
- Fluid Mechanics: Lecture Notes Module-IDocument21 pagesFluid Mechanics: Lecture Notes Module-Iamlan sahuNo ratings yet