Download as pdf or txt
You might also like
- PQC Mix DesignDocument60 pagesPQC Mix DesignAshok amlapure70% (10)
- WPS ASME IX WeldNote MetricDocument1 pageWPS ASME IX WeldNote MetricGoutham RathinamNo ratings yet
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocument1 page22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNo ratings yet
- WPS 01 - Pipe - SSDocument1 pageWPS 01 - Pipe - SSAdvanced Quality Centre AQCNo ratings yet
- 26.WPS Log CoilDocument1 page26.WPS Log CoilAvishek GuptaNo ratings yet
- Sample Wps Carbon Steel GTAW SMAW PDFDocument2 pagesSample Wps Carbon Steel GTAW SMAW PDFirwanNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVNo ratings yet
- 10.LPI. Report FormatDocument1 page10.LPI. Report FormatEr Sumant Kumar SinghNo ratings yet
- WPS-CS-113 Rev.1Document2 pagesWPS-CS-113 Rev.1Muhammad Bilal100% (1)
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Welding Procedure Specification For GTAW & GMAWDocument4 pagesWelding Procedure Specification For GTAW & GMAWanh thoNo ratings yet
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaNo ratings yet
- 385 2 Internal Gtaw+SmawDocument2 pages385 2 Internal Gtaw+Smawsubash1688No ratings yet
- FST S PSX 0052 2 - MAG MIG Welding Acceptance CriteriaDocument32 pagesFST S PSX 0052 2 - MAG MIG Welding Acceptance CriteriaGabriel Berce GabeberceNo ratings yet
- Fit-Up and Daily Welding Visual Inspection ReportDocument1 pageFit-Up and Daily Welding Visual Inspection ReportAws AbduljaleelNo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- Body Flanges On Shells: (Name and Address of Manufacturer)Document3 pagesBody Flanges On Shells: (Name and Address of Manufacturer)David SantosNo ratings yet
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- I-963 Welder Certificate Smaw-Gtaw-1Document1 pageI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- Astm A36 Chapa Grossa Ate 19mm PDFDocument1 pageAstm A36 Chapa Grossa Ate 19mm PDFHugo RodriguezNo ratings yet
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- WPS and PQR of GMAWDocument8 pagesWPS and PQR of GMAW魏利强No ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- PQR - PipeDocument3 pagesPQR - PipeAdvanced Quality Centre AQC100% (1)
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- WPS-PQR - PipingDocument14 pagesWPS-PQR - PipingCharwin PicaoNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Material Comparison ListDocument1 pageMaterial Comparison Listdarren84No ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- MTC Flange M228Document1 pageMTC Flange M228Uttam ShitNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- 177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQDocument4 pages177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPS - 004Document12 pagesWPS - 004MAT-LIONNo ratings yet
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocument19 pagesJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- Prequalified X Qualified by Testing Procedure Qualification Records (PQR) YES .Document2 pagesPrequalified X Qualified by Testing Procedure Qualification Records (PQR) YES .Midhun K Chandrabose100% (1)
- WPS 19Document15 pagesWPS 19Avishek Gupta100% (1)
- QW-483 (Red) PQR No.: Tme 358Document1 pageQW-483 (Red) PQR No.: Tme 358Sudhir KotkarNo ratings yet
- Hard Facing Overlay PDF FreeDocument2 pagesHard Facing Overlay PDF Freemayav1No ratings yet
- TDC 004 CS Fittings r0Document1 pageTDC 004 CS Fittings r0samkarthik47No ratings yet
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Document4 pagesProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNo ratings yet
- Welder I.D CardDocument2 pagesWelder I.D Cardvhung TranNo ratings yet
- WPS 84281 R06Document1 pageWPS 84281 R06Ritesh kumarNo ratings yet
- IS 4923 Chemical CompositionDocument1 pageIS 4923 Chemical CompositionTulasidas MalajiNo ratings yet
- Cutting Plan FormatDocument1 pageCutting Plan FormatPrinceRaghavNo ratings yet
- Inspection and Quality Control in ManufacturingDocument598 pagesInspection and Quality Control in Manufacturingsaeed.pdNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
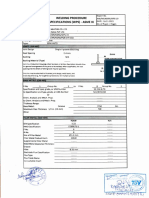
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Document2 pagesWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajNo ratings yet
- Metal Forgings Private Limited: (AN I.S.O. 9001-2008 COMPANY)Document3 pagesMetal Forgings Private Limited: (AN I.S.O. 9001-2008 COMPANY)rohitNo ratings yet
- BGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Document1 pageBGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Eswar Enterprises QcNo ratings yet
- P WPS Smaw Ceym 001 021Document1 pageP WPS Smaw Ceym 001 021juan carlos garavitoNo ratings yet
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Document2 pagesWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNo ratings yet
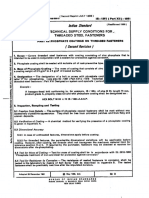
- Is 1367-Part Xii - 1981Document4 pagesIs 1367-Part Xii - 1981Avishek GuptaNo ratings yet
- Is 1367-Part 14-1984Document12 pagesIs 1367-Part 14-1984Avishek GuptaNo ratings yet
- Contractual - Overall Schedule - PEMEX - 17months - CDU Heaters - R9Document5 pagesContractual - Overall Schedule - PEMEX - 17months - CDU Heaters - R9Avishek GuptaNo ratings yet
- Is 1367-Part 18-1996Document7 pagesIs 1367-Part 18-1996Avishek GuptaNo ratings yet
- Is 1879-1987-Spec - For Malleable Ci Pipe FitingsDocument35 pagesIs 1879-1987-Spec - For Malleable Ci Pipe FitingsAvishek GuptaNo ratings yet
- IS 919 (Part 1) - 1993Document34 pagesIS 919 (Part 1) - 1993Avishek GuptaNo ratings yet
- Is 1367-Part 19-1997Document23 pagesIs 1367-Part 19-1997Avishek GuptaNo ratings yet
- Is 12427 - 2001-Fasteners For Transmission TowersDocument7 pagesIs 12427 - 2001-Fasteners For Transmission TowersAvishek GuptaNo ratings yet
- Contractual - Overall Schedule - PEMEX - 88 Weeks - CDU Heaters - R8Document5 pagesContractual - Overall Schedule - PEMEX - 88 Weeks - CDU Heaters - R8Avishek GuptaNo ratings yet
- Berger Zinc Chromate Primer Pds - 9113Document2 pagesBerger Zinc Chromate Primer Pds - 9113Avishek GuptaNo ratings yet
- Contractual - Overall Schedule - PEMEX - 88 Weeks - ATM Heaters - R8Document5 pagesContractual - Overall Schedule - PEMEX - 88 Weeks - ATM Heaters - R8Avishek GuptaNo ratings yet
- Berger Lumeros HR 123 Heat Resisting AluminiumDocument2 pagesBerger Lumeros HR 123 Heat Resisting AluminiumAvishek GuptaNo ratings yet
- File TopDocument1 pageFile TopAvishek GuptaNo ratings yet
- JNKI SOP 010 Visual Examination ProcedureDocument17 pagesJNKI SOP 010 Visual Examination ProcedureAvishek GuptaNo ratings yet
- JNKI-SOP-011-Holing ProcedureDocument2 pagesJNKI-SOP-011-Holing ProcedureAvishek GuptaNo ratings yet
- Deoxaluminite Primer, 155-00: Johnson Manufacturing Company Safety Data SheetDocument4 pagesDeoxaluminite Primer, 155-00: Johnson Manufacturing Company Safety Data SheetAvishek GuptaNo ratings yet
- Berger Synthetic Enamel PaintDocument2 pagesBerger Synthetic Enamel PaintAvishek GuptaNo ratings yet
- RT TrackingDocument6 pagesRT TrackingAvishek GuptaNo ratings yet
- Dop Ce RGG - SignedDocument1 pageDop Ce RGG - SignedAvishek GuptaNo ratings yet
- Rad LHSDocument4 pagesRad LHSAvishek GuptaNo ratings yet
- BR Rozc Primer Is 2074Document1 pageBR Rozc Primer Is 2074Avishek GuptaNo ratings yet
- Imir Civ 01Document3 pagesImir Civ 01Avishek GuptaNo ratings yet
- Jig Validation ProcedureDocument2 pagesJig Validation ProcedureAvishek Gupta100% (1)
- JNK India Pvt. LTD.: Positive Material Identification ReportDocument84 pagesJNK India Pvt. LTD.: Positive Material Identification ReportAvishek GuptaNo ratings yet
- JNK India Pvt. LTD.: Radiographic Examination ReportDocument337 pagesJNK India Pvt. LTD.: Radiographic Examination ReportAvishek GuptaNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- RT HandoverDocument26 pagesRT HandoverAvishek GuptaNo ratings yet
- JNKI-SOP-004-Welder Continuity Procedure - RevisionDocument3 pagesJNKI-SOP-004-Welder Continuity Procedure - RevisionAvishek GuptaNo ratings yet
- 18.WTP Atm1a 2 & 3Document2 pages18.WTP Atm1a 2 & 3Avishek GuptaNo ratings yet
- 19 WD-01Document1 page19 WD-01Avishek GuptaNo ratings yet
- 350xt Data Sheet EnglishDocument1 page350xt Data Sheet Englishanon_726020506No ratings yet
- First Term Jss 1 Basic Technology Notes 1Document16 pagesFirst Term Jss 1 Basic Technology Notes 1ShallyNo ratings yet
- Printed in FranceDocument9 pagesPrinted in FranceYusron AzharyNo ratings yet
- RveeraragavanDocument69 pagesRveeraragavannmnnNo ratings yet
- NITLeaves 323 To 385Document63 pagesNITLeaves 323 To 385dhananjayNo ratings yet
- 5.1 Properties and Changes - Matter ReviewDocument2 pages5.1 Properties and Changes - Matter Reviewbalaji mersalNo ratings yet
- EHV+XLPE+Cable++Accessories TaihanDocument50 pagesEHV+XLPE+Cable++Accessories TaihanJonathan NapitupuluNo ratings yet
- 3S Structural Engineering Design Manual - Revision 5 - Pgs 1 To 52Document52 pages3S Structural Engineering Design Manual - Revision 5 - Pgs 1 To 52Barrasons Engineers TeamNo ratings yet
- Standard Specification For Concrete AggregatesDocument12 pagesStandard Specification For Concrete AggregatesKarloDesantaNo ratings yet
- Brosur Kabel AC JemboDocument13 pagesBrosur Kabel AC JemboAdi Nu GrohoNo ratings yet
- Mix Design Is 10262 2009Document7 pagesMix Design Is 10262 2009Hossen Ali MollahNo ratings yet
- Spinexpo New York A W 18 19Document19 pagesSpinexpo New York A W 18 19april lamNo ratings yet
- Industrial Training Report 18se02ch014Document9 pagesIndustrial Training Report 18se02ch014Alis Navadiya0% (1)
- TDS PACACEL L75-191 CR-89 April 2018Document4 pagesTDS PACACEL L75-191 CR-89 April 2018oscar veraNo ratings yet
- GS 142-7Document27 pagesGS 142-7Serge RINAUDO0% (1)
- Paint System Recommendations PDFDocument6 pagesPaint System Recommendations PDFKumarNo ratings yet
- Ethiopia's Industrial Parks: A Data Pack On Recent PerformanceDocument6 pagesEthiopia's Industrial Parks: A Data Pack On Recent PerformanceGeremew Kefale GobenaNo ratings yet
- Grote Catalog 2016 MirrorsDocument14 pagesGrote Catalog 2016 MirrorsOCTOPUS TRADERSNo ratings yet
- Effect of Using Saturated Lime Water in The Production of Concrete Using Pozzolanic Cement Cem II B-PDocument18 pagesEffect of Using Saturated Lime Water in The Production of Concrete Using Pozzolanic Cement Cem II B-PKellymax olakitarNo ratings yet
- LongoriaDocument31 pagesLongoriaIELCANo ratings yet
- Fly AshDocument31 pagesFly Ashdev100% (2)
- Experiment No.-1To prepare microscopic structure for examination & to examine the micro structure of specimens of various metals and alloys (Aluminum, Brass, Copper, Stainless steel, Mild steel etc.).Document4 pagesExperiment No.-1To prepare microscopic structure for examination & to examine the micro structure of specimens of various metals and alloys (Aluminum, Brass, Copper, Stainless steel, Mild steel etc.).Dogra AmitNo ratings yet
- Effect of Drying Time and Temperature On Strength Development of Low Cement CastablesDocument58 pagesEffect of Drying Time and Temperature On Strength Development of Low Cement CastablesSunanda NandiNo ratings yet
- Teijin-Aramid-Ballistics-Material-Handbook-English1 - Copiar PDFDocument11 pagesTeijin-Aramid-Ballistics-Material-Handbook-English1 - Copiar PDFBarbara SanNo ratings yet
- Report On Cracks in BuildingsDocument3 pagesReport On Cracks in BuildingsAbilaash VelumaniNo ratings yet
- Design of Rigid Pavement CC Road With M25Document5 pagesDesign of Rigid Pavement CC Road With M25pravincs_007No ratings yet
- Internal Pressure Analysis Acc. To EN 13480-3 (Edit. 2017) : Input DataDocument2 pagesInternal Pressure Analysis Acc. To EN 13480-3 (Edit. 2017) : Input DataDomagoj ButumovićNo ratings yet
- UltraTech Powergrout NS2Document2 pagesUltraTech Powergrout NS2Savalia HardikNo ratings yet
- CE199-2L Deesuyn-MergedDocument67 pagesCE199-2L Deesuyn-MergedMark Kenneth BaldoqueNo ratings yet