Download as pptx, pdf, or txt
You might also like
- Manufacturing Engineering HandbookDocument1,193 pagesManufacturing Engineering Handbookgustavogomezch96% (24)
- Social Protection Rates of PaymentDocument98 pagesSocial Protection Rates of PaymentYvonne ChiltonNo ratings yet
- The Online Poker Starting Guide (Frank Miller) PDFDocument39 pagesThe Online Poker Starting Guide (Frank Miller) PDFDe_VinciNo ratings yet
- Amp16304p036 PDFDocument3 pagesAmp16304p036 PDFMarius Alin LupașcuNo ratings yet
- SssDocument5 pagesSssh11105No ratings yet
- GstarCAD 2017 USER GUIDE ภาษาไทยDocument269 pagesGstarCAD 2017 USER GUIDE ภาษาไทยPhannachet RungsrikeawNo ratings yet
- MNG4801 Assign 1 2015 FeedbackDocument6 pagesMNG4801 Assign 1 2015 FeedbackNadine0% (1)
- Frozen Food MarketDocument6 pagesFrozen Food MarketmaenterpriseNo ratings yet
- Yakyuken ReadmeDocument3 pagesYakyuken Readmediabolik1234No ratings yet
- Kalyani Carpenter Special Steel LTD (KCSSL) (College Presentation)Document19 pagesKalyani Carpenter Special Steel LTD (KCSSL) (College Presentation)Swati ShrivastavaNo ratings yet
- What Is Arc Blow and How Do You Prevent It?Document2 pagesWhat Is Arc Blow and How Do You Prevent It?amalhaj2013No ratings yet
- Practise Question (Calculations) AnswerDocument26 pagesPractise Question (Calculations) AnswerYeo JosephNo ratings yet
- Lec24 PDFDocument69 pagesLec24 PDFsskiitbNo ratings yet
- The National Shipbuilding Research Program: Carbon Equivalent (PCM) Limits For Thick Carbon and Low Alloy SteelsDocument81 pagesThe National Shipbuilding Research Program: Carbon Equivalent (PCM) Limits For Thick Carbon and Low Alloy SteelsiulianticNo ratings yet
- A. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Document288 pagesA. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Graylab Technologies100% (1)
- Cordon Off - 4 (00000003)Document1 pageCordon Off - 4 (00000003)Anonymous PlyxbQ3tNo ratings yet
- Thermanit 17-06 (Boehler)Document1 pageThermanit 17-06 (Boehler)queno1No ratings yet
- Preheat Calculation 1 PDFDocument3 pagesPreheat Calculation 1 PDFravi00098No ratings yet
- Porosity in WeldingDocument13 pagesPorosity in Weldingbn pandeyNo ratings yet
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriNo ratings yet
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIRENo ratings yet
- MTI Friction Welding Brochure PDFDocument60 pagesMTI Friction Welding Brochure PDFemirNo ratings yet
- Welding Standard Ver1Document4 pagesWelding Standard Ver1Sowmen ChakrobortyNo ratings yet
- BS2L99 Alloy DetailDocument2 pagesBS2L99 Alloy Detailcharles_boyle_3No ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- Fe-C Phase Diagram Lecture 33Document15 pagesFe-C Phase Diagram Lecture 33Manish Gupta100% (1)
- Quality Level CDocument17 pagesQuality Level CUgonnaNo ratings yet
- Weld SolidificationDocument10 pagesWeld SolidificationRodrigo PrinceNo ratings yet
- Is 2062Document2 pagesIs 2062niketpatel3121No ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Pin BrazingDocument8 pagesPin Brazingmayav1No ratings yet
- Material Specification Sheet Saarstahl - 30Mnvs6 (27mnsivs6) - Saarform 900Document1 pageMaterial Specification Sheet Saarstahl - 30Mnvs6 (27mnsivs6) - Saarform 900RajaSekarsajja100% (1)
- Hashemite University - NDT Overview PDFDocument7 pagesHashemite University - NDT Overview PDFgeorgescribd1103No ratings yet
- 4.3. Residual Stresses and Distortion in WeldmentsDocument11 pages4.3. Residual Stresses and Distortion in WeldmentsprokulisNo ratings yet
- Ultrasonic NotesDocument5 pagesUltrasonic NotesannapoornaavulaNo ratings yet
- M2.2.3 Visual InspectionDocument11 pagesM2.2.3 Visual InspectionAldy Bagus PratamaNo ratings yet
- Suppression of Surface Hot Shortness Due To CuDocument9 pagesSuppression of Surface Hot Shortness Due To CuMonica ThomasNo ratings yet
- Normalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionDocument3 pagesNormalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionAnonymous izrFWiQNo ratings yet
- 1.4462 PropertiesDocument1 page1.4462 PropertiesutreshwarmiskinNo ratings yet
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDocument2 pagesSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraNo ratings yet
- Ultrasonic Inspection Report: Item Specification Inspection SubjectDocument6 pagesUltrasonic Inspection Report: Item Specification Inspection Subjectehsan.mNo ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- High Voltage Porosity2Document14 pagesHigh Voltage Porosity2Alejandro EstremadoyroNo ratings yet
- Hot Tap Welding ParametersDocument7 pagesHot Tap Welding ParametersSiva RamNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- NDT-Basic-FormulaeDocument3 pagesNDT-Basic-FormulaeJayeshNo ratings yet
- Quiz FundiciónDocument5 pagesQuiz FundiciónJeankCantorNo ratings yet
- MartensiteDocument2 pagesMartensitemp87_ingNo ratings yet
- ASTM 213, t22Document22 pagesASTM 213, t22amolgadgikar100% (1)
- ME2101E - Design Against Fatigue - BWDocument26 pagesME2101E - Design Against Fatigue - BWZhang DunJieNo ratings yet
- Stainless Steel 410Document2 pagesStainless Steel 410Suriyachai NiamsornNo ratings yet
- As Spec Ri 002 AnswerDocument6 pagesAs Spec Ri 002 AnswerKarthikeyan GanesanNo ratings yet
- En 15085-2 Procedure ManualDocument8 pagesEn 15085-2 Procedure ManualKDTNo ratings yet
- Al Si 7 MG 03Document2 pagesAl Si 7 MG 03CSayanavaramNo ratings yet
- Certificate No. / 74 / W/ 01: Welder S Certificate ISO 9606-1 111 P BW FM1 RB T 20 PA SS, NBDocument1 pageCertificate No. / 74 / W/ 01: Welder S Certificate ISO 9606-1 111 P BW FM1 RB T 20 PA SS, NBDeepak Das100% (1)
- Introducing Cold Pilger Mill Technology - Tube and Pipe ProductionDocument4 pagesIntroducing Cold Pilger Mill Technology - Tube and Pipe Productionribeiro30No ratings yet
- Welding Questions and AnswersDocument6 pagesWelding Questions and Answersengrzia76No ratings yet
- TALAT Lecture 3206: The Feeding of CastingsDocument24 pagesTALAT Lecture 3206: The Feeding of CastingsCORE MaterialsNo ratings yet
- MN Steel WeldingDocument4 pagesMN Steel WeldingRam KadamNo ratings yet
- Material PropertiesDocument4 pagesMaterial Propertiesbratkp100% (1)
- Aluminizing by (08MT3012 & 08MT1030) Atanu & ManojDocument24 pagesAluminizing by (08MT3012 & 08MT1030) Atanu & ManojAtanu KumarNo ratings yet
- Metallurgy LabDocument26 pagesMetallurgy LabSudarshan GNo ratings yet
- ExtrusionDocument32 pagesExtrusionYousef AltarawnehNo ratings yet
- Swi Q7 & UpDocument10 pagesSwi Q7 & UppaulNo ratings yet
- An 13.2 Distortion of Hot Dip Galvanized ArticlesDocument7 pagesAn 13.2 Distortion of Hot Dip Galvanized ArticlesnarmathaNo ratings yet
- Heat Treatment 8Document15 pagesHeat Treatment 8watersoul.nNo ratings yet
- Troubleshooting Cracks in Steel CastingsDocument73 pagesTroubleshooting Cracks in Steel CastingsSteve Green100% (3)
- Revised Rate List Under The West Bengal Health Scheme, 2008 (Notification No. 796-F (MED) Dated 31-01-2011)Document110 pagesRevised Rate List Under The West Bengal Health Scheme, 2008 (Notification No. 796-F (MED) Dated 31-01-2011)sudipta dasNo ratings yet
- West Bengal Health Scheme, 2008: Engineering Institute For Junior ExecutivesDocument3 pagesWest Bengal Health Scheme, 2008: Engineering Institute For Junior Executivessudipta dasNo ratings yet
- Form C: NONGPF/WB/20171123114956897/1/5 Sudipta DasDocument3 pagesForm C: NONGPF/WB/20171123114956897/1/5 Sudipta Dassudipta dasNo ratings yet
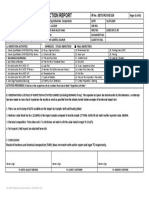
- Inspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Number QETO/AD/JSPL/SUD/00197Document3 pagesInspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Number QETO/AD/JSPL/SUD/00197sudipta dasNo ratings yet
- Inspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Number QETO/VFL/JSPL/SUD/00194Document2 pagesInspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Number QETO/VFL/JSPL/SUD/00194sudipta dasNo ratings yet
- West Bengal Health Scheme, 2008 Form E: Checklist For Reimbursement of Medical Claims/ Sanction of AdvanceDocument2 pagesWest Bengal Health Scheme, 2008 Form E: Checklist For Reimbursement of Medical Claims/ Sanction of Advancesudipta dasNo ratings yet
- Inspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Number QETO/VFL/JSPL/SUD/00196Document3 pagesInspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Number QETO/VFL/JSPL/SUD/00196sudipta dasNo ratings yet
- Inspection Report: Page 1 of 3 Vendor P.O. NODocument3 pagesInspection Report: Page 1 of 3 Vendor P.O. NOsudipta dasNo ratings yet
- Qeto - Quality Services: Ultrasonic Test ReportDocument1 pageQeto - Quality Services: Ultrasonic Test Reportsudipta dasNo ratings yet
- IR204 - Siddheswari Evaluation - SUD 06.08.21Document2 pagesIR204 - Siddheswari Evaluation - SUD 06.08.21sudipta dasNo ratings yet
- Total Qty - 4 Nos Material - UNS F33100 / ASTM A536 65-45-12Document1 pageTotal Qty - 4 Nos Material - UNS F33100 / ASTM A536 65-45-12sudipta dasNo ratings yet
- Qeto - Quality Services: Penetrant Test ReportDocument1 pageQeto - Quality Services: Penetrant Test Reportsudipta dasNo ratings yet
- Inspection Report: Report of Final Inspection Intermediate / Progress Inspection Report NumberDocument6 pagesInspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Numbersudipta dasNo ratings yet
- Qty - 366 Nos Material - UNS F33100 / ASTM A536 65-45-12: Z002BX0D A Ecn NoDocument1 pageQty - 366 Nos Material - UNS F33100 / ASTM A536 65-45-12: Z002BX0D A Ecn Nosudipta dasNo ratings yet
- Inspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Number QETO/AD/JSPL/SUD/00195Document3 pagesInspection Report: Report of Final Inspection Intermediate / Progress Inspection Report Number QETO/AD/JSPL/SUD/00195sudipta dasNo ratings yet
- Qeto - Quality Services: Ultrasonic Test ReportDocument1 pageQeto - Quality Services: Ultrasonic Test Reportsudipta dasNo ratings yet
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument3 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- Bestscope 6010TR-Specs-280619-DF&BFDocument1 pageBestscope 6010TR-Specs-280619-DF&BFsudipta dasNo ratings yet
- 23-Dalalpukur-Axioscope Specs MAT With C-DIC & 305Document2 pages23-Dalalpukur-Axioscope Specs MAT With C-DIC & 305sudipta dasNo ratings yet
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument3 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- Inspection Report: IR No.: QETO/IR/SUD/115Document2 pagesInspection Report: IR No.: QETO/IR/SUD/115sudipta dasNo ratings yet
- Inspection Report: Page 1 of 2 Vendor P.O. NODocument4 pagesInspection Report: Page 1 of 2 Vendor P.O. NOsudipta dasNo ratings yet
- Inspection Report: IR No.: QETO/IR/SUD/114Document2 pagesInspection Report: IR No.: QETO/IR/SUD/114sudipta dasNo ratings yet
- Inspection Report: IR No.: QETO/IR/SUD/119Document2 pagesInspection Report: IR No.: QETO/IR/SUD/119sudipta dasNo ratings yet
- Inspection Report: IR No.: QETO/IR/SUD/116Document1 pageInspection Report: IR No.: QETO/IR/SUD/116sudipta dasNo ratings yet
- Inspection Report: QETO/IR/SUD/104) and Following Are The ObservationDocument2 pagesInspection Report: QETO/IR/SUD/104) and Following Are The Observationsudipta dasNo ratings yet
- Inspection Report: IR No.: QETO/IR/SUD/110Document2 pagesInspection Report: IR No.: QETO/IR/SUD/110sudipta dasNo ratings yet
- Inspection Report: IR No.: QETO/IR/SUD/118Document2 pagesInspection Report: IR No.: QETO/IR/SUD/118sudipta dasNo ratings yet
- F A 2 1 0 0 C V D R: Cockpit Voice and Data RecorderDocument2 pagesF A 2 1 0 0 C V D R: Cockpit Voice and Data RecorderJNo ratings yet
- The Evolution of The CPUDocument17 pagesThe Evolution of The CPUDr-Ben Robert MatthewsNo ratings yet
- Chapter 7 - Strategy Implementation - NarrativeDocument14 pagesChapter 7 - Strategy Implementation - NarrativeShelly Mae SiguaNo ratings yet
- MPLUN-DSC User ManualDocument5 pagesMPLUN-DSC User ManualAccounts DepartmentNo ratings yet
- BAC Resolution NoDocument3 pagesBAC Resolution NoAnnie Gracia G Estrella100% (1)
- G997CX04928Document3 pagesG997CX04928Lizeth GuerreroNo ratings yet
- QW - 483 Registro Da Qualificação Do Procedimento de Soldagem (RQP)Document3 pagesQW - 483 Registro Da Qualificação Do Procedimento de Soldagem (RQP)sidnei carraschiNo ratings yet
- Act Roi WebsitepayDocument2 pagesAct Roi Websitepaynagendra reddy panyamNo ratings yet
- CUMMINS QSX15 Engine - Parts Catalog 79007291 64Document1 pageCUMMINS QSX15 Engine - Parts Catalog 79007291 64Bernard ApuritNo ratings yet
- TK19 - Final Report PDFDocument137 pagesTK19 - Final Report PDFekiNo ratings yet
- ZomatoDocument3 pagesZomato2305112130010No ratings yet
- Pad Footing Design 250x250 ColDocument6 pagesPad Footing Design 250x250 ColAkela RichardNo ratings yet
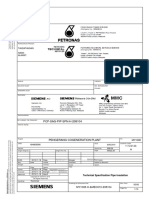
- 00 ISOL 2282 Technical Specification Pipe InsulationDocument10 pages00 ISOL 2282 Technical Specification Pipe InsulationNesta RobertNo ratings yet
- Summaries of IFRSs and IASsDocument2 pagesSummaries of IFRSs and IASsnehseulNo ratings yet
- Sale of Services & Use or Lease of PropertiesDocument12 pagesSale of Services & Use or Lease of Propertiesmariyha PalangganaNo ratings yet
- Master Thesis Excl. AppendixDocument118 pagesMaster Thesis Excl. AppendixNikher VermaNo ratings yet
- IJTS, Numerical Investigation of Heat Transfer From A Plane Surface Due To Turbulent Annular Swirling Jet ImpingementDocument14 pagesIJTS, Numerical Investigation of Heat Transfer From A Plane Surface Due To Turbulent Annular Swirling Jet ImpingementIndrasis MitraNo ratings yet
- PMJFB Puils DF Mlysliaf 'C Kfvkuaf Dy Awzy Hox DF Dfavf: $100 125 GmtyDocument40 pagesPMJFB Puils DF Mlysliaf 'C Kfvkuaf Dy Awzy Hox DF Dfavf: $100 125 Gmtysingh1699No ratings yet
- List of NFPA Codes and StandardsDocument28 pagesList of NFPA Codes and StandardsjteranlavillaNo ratings yet
- A Study On Environmental Variables Affecting MarketingDocument23 pagesA Study On Environmental Variables Affecting MarketingShankarPrasaiNo ratings yet
- DLL Cookery 9 Week 6Document2 pagesDLL Cookery 9 Week 6Negi SotneirrabNo ratings yet
- MaxiDocument16 pagesMaxisales38No ratings yet
- Fsic BusinessDocument1 pageFsic BusinessreferizaruthjoyNo ratings yet