
Martensite and Retained Austenite
Martensite and Retained Austenite
You might also like
- Selection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyDocument7 pagesSelection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyirinasurNo ratings yet
- Podfa AluminumDocument8 pagesPodfa AluminumAnonymous TfZRkQYNo ratings yet
- Inclusions in Steel by Calcium TreatmentDocument89 pagesInclusions in Steel by Calcium TreatmentSuleyman HaliciogluNo ratings yet
- Austenitizing Heat Treatment PDFDocument20 pagesAustenitizing Heat Treatment PDFsivajirao70100% (1)
- Microstructure-Property Relationships in High Chromium White Iron Alloys PDFDocument24 pagesMicrostructure-Property Relationships in High Chromium White Iron Alloys PDFLuis AcevedoNo ratings yet
- Beam MCQ With AnswerDocument4 pagesBeam MCQ With Answerutsav_koshti60% (5)
- British Pharmacopoeia 2009 ...Document2 pagesBritish Pharmacopoeia 2009 ...Raymond Yuwei Yuan0% (1)
- Alindeco Company Profile 2016Document40 pagesAlindeco Company Profile 2016Uso DanNo ratings yet
- CH 12Document120 pagesCH 12PhimjunkieNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Quantitative Metallography PDFDocument22 pagesQuantitative Metallography PDFarulmuruguNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- E768 1999 PDFDocument5 pagesE768 1999 PDFTuan Nguyen BaNo ratings yet
- ImageJ Analysis Metallography LabDocument7 pagesImageJ Analysis Metallography LabSyavash Ensha67% (3)
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriNo ratings yet
- Hardenability of SteelDocument45 pagesHardenability of SteelFakhar WindratamaNo ratings yet
- Kalyani Carpenter Special Steel LTD (KCSSL) (College Presentation)Document19 pagesKalyani Carpenter Special Steel LTD (KCSSL) (College Presentation)Swati ShrivastavaNo ratings yet
- Astm e 2218 - 02Document15 pagesAstm e 2218 - 02Jaime Rafael Patron PrioloNo ratings yet
- Foundry Technology: Reference BooksDocument34 pagesFoundry Technology: Reference BooksGowtham VishvakarmaNo ratings yet
- Determining Decarburization and Carburization in Hardened and Tempered Threaded Steel Bolts, Screws and StudsDocument4 pagesDetermining Decarburization and Carburization in Hardened and Tempered Threaded Steel Bolts, Screws and StudscristianNo ratings yet
- Development and Processing of Low Carbon Bainite SteelDocument486 pagesDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- Chapter 7 - Dislocations and Strengethening MechanismsDocument50 pagesChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNo ratings yet
- Exam Replica Version 1Document13 pagesExam Replica Version 1Owais MalikNo ratings yet
- Buehler Summet, Sample Prep and AnalysisDocument136 pagesBuehler Summet, Sample Prep and AnalysisSebastian RiañoNo ratings yet
- Testbars Vs Casting PropertiesDocument36 pagesTestbars Vs Casting Propertiescastco@iafrica.comNo ratings yet
- BS2L99 Alloy DetailDocument2 pagesBS2L99 Alloy Detailcharles_boyle_3No ratings yet
- Diagramas TT de Ferro e Aço - Aço de Alta ResistênciaDocument111 pagesDiagramas TT de Ferro e Aço - Aço de Alta ResistênciaFernando Venceslau100% (1)
- Phosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat TreatmentDocument6 pagesPhosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat Treatmentsanketpavi21No ratings yet
- Astm E10 2001 PDFDocument9 pagesAstm E10 2001 PDFSofiaJabadanEspulgarNo ratings yet
- MartensiteDocument2 pagesMartensitemp87_ingNo ratings yet
- Etching Stainless Steels For Delta Ferrite PDFDocument2 pagesEtching Stainless Steels For Delta Ferrite PDFAPINo ratings yet
- Non Metallic Inclusions in SteelsDocument17 pagesNon Metallic Inclusions in SteelsUlises Quintana Carhuancho0% (1)
- Manganese SteelDocument4 pagesManganese Steelsaifullah629No ratings yet
- Characterizing Metallic Microstructure Cu-Based AlloysDocument51 pagesCharacterizing Metallic Microstructure Cu-Based AlloysjuegyiNo ratings yet
- IBR 73-80 Steel CastingsDocument5 pagesIBR 73-80 Steel CastingsRajivharolikarNo ratings yet
- BS 3100 Spec, Steel Castings For General Eng PurposesDocument21 pagesBS 3100 Spec, Steel Castings For General Eng PurposesErol BurnsNo ratings yet
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
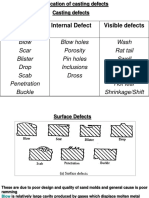
- Casting DefectsDocument5 pagesCasting DefectsGurjinder SinghNo ratings yet
- Astm e 112 Ebook - enDocument46 pagesAstm e 112 Ebook - enyostar 232No ratings yet
- Extrusion Basic MetallurgyDocument28 pagesExtrusion Basic MetallurgyAry OctavianiNo ratings yet
- Aluminium Alloy en Aw 6063 Material Data Sheet AlumincoDocument1 pageAluminium Alloy en Aw 6063 Material Data Sheet AlumincoVinayak ImadiNo ratings yet
- Sampling of Liquid Cast IronDocument2 pagesSampling of Liquid Cast Ironarnaldorcr8646No ratings yet
- 347H Stabilizing Heat TreatmentDocument18 pages347H Stabilizing Heat TreatmentOswinNo ratings yet
- Laser WeldingDocument11 pagesLaser WeldingnkalaiNo ratings yet
- Atlas of CCT Diagram For Low Carbon and Low Alloy Steel Welds PDFDocument101 pagesAtlas of CCT Diagram For Low Carbon and Low Alloy Steel Welds PDFSinan Yıldız100% (2)
- Heat TreatmentDocument179 pagesHeat TreatmentDebye101100% (1)
- Metallugraphic Etching of Aluminum and Its AlloysDocument49 pagesMetallugraphic Etching of Aluminum and Its Alloysshiraniasghar100% (1)
- A367-11 Standard Test Methods of Chill Testing of Cast Iron PDFDocument4 pagesA367-11 Standard Test Methods of Chill Testing of Cast Iron PDFCarlos Guillermo Somoza Alvarenga100% (1)
- Is 3930Document19 pagesIs 3930IPSITNo ratings yet
- 16mo3 MıgMagDocument4 pages16mo3 MıgMagKerem İnanNo ratings yet
- Micro & Macro ExaminationDocument51 pagesMicro & Macro ExaminationHernan Rodriguez50% (2)
- Cast IronDocument12 pagesCast Irongaby908No ratings yet
- Fe-C Phase Diagram Lecture 33Document15 pagesFe-C Phase Diagram Lecture 33Manish Gupta100% (1)
- Stachurski Non-Destructive Testing of Helically Welded Pipes Made of Thermomechanically Rolled Materials Used For Sending of CombustiblesDocument13 pagesStachurski Non-Destructive Testing of Helically Welded Pipes Made of Thermomechanically Rolled Materials Used For Sending of Combustibles_ARCUL_No ratings yet
- Carbon Steels: Hot-Rolled Steel StripDocument7 pagesCarbon Steels: Hot-Rolled Steel Stripwulfgang66No ratings yet
- Ultrasonic Inspection Techniques Possibilities ForDocument4 pagesUltrasonic Inspection Techniques Possibilities ForAllwynNo ratings yet
- Cast Iron Phase DiagramDocument97 pagesCast Iron Phase DiagramBhargav Suvagiya100% (1)
- Microstructure and Mechanical Properties of ASTM A743 CA6NM Steel Welded by FCAW ProcessDocument8 pagesMicrostructure and Mechanical Properties of ASTM A743 CA6NM Steel Welded by FCAW ProcessretrogradesNo ratings yet
- 701 Steel InclusionRating DIN-50602 PDFDocument1 page701 Steel InclusionRating DIN-50602 PDFbiancogallazzi0% (1)
- Copper Nickel AlloysDocument5 pagesCopper Nickel AlloysAditya Agarwal100% (2)
- A867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsDocument4 pagesA867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsdcardonasterNo ratings yet
- Martensite and The Control of Retained AusteniteDocument6 pagesMartensite and The Control of Retained AusteniteMarcoTulioFonsecaNo ratings yet
- Leaded Nickel SilverDocument1 pageLeaded Nickel Silvermp87_ingNo ratings yet
- Ball Pen in 4 Colours With Medium Point: Main FeaturesDocument1 pageBall Pen in 4 Colours With Medium Point: Main Featuresmp87_ingNo ratings yet
- Cox MerzDocument4 pagesCox MerzJohnNo ratings yet
- Using The Power Law Model To Quantify Shear Thinning Behavior On A Rotational RheometerDocument7 pagesUsing The Power Law Model To Quantify Shear Thinning Behavior On A Rotational Rheometermp87_ingNo ratings yet
- LDM CuNi7Zn39Pb3Mn2 MSDSDocument4 pagesLDM CuNi7Zn39Pb3Mn2 MSDSmp87_ingNo ratings yet
- CDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFDocument10 pagesCDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFmp87_ingNo ratings yet
- JIS G4805:1999 High Carbon Chromium Bearing SteelsDocument34 pagesJIS G4805:1999 High Carbon Chromium Bearing Steelsmp87_ingNo ratings yet
- Interpreting Carburized Case DepthsDocument4 pagesInterpreting Carburized Case Depthsmp87_ing100% (1)
- SANDVIK Understanding Cemented Carbide PDFDocument20 pagesSANDVIK Understanding Cemented Carbide PDFmp87_ingNo ratings yet
- Fatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and StructuresDocument232 pagesFatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and Structuresmp87_ing100% (1)
- Understanding Magnesium Heat TreatmentDocument2 pagesUnderstanding Magnesium Heat Treatmentmp87_ingNo ratings yet
- Alloy CarbidesDocument2 pagesAlloy Carbidesmp87_ing100% (1)
- Strategies For Eliminating DecarburizationDocument3 pagesStrategies For Eliminating Decarburizationmp87_ingNo ratings yet
- Vacuum Oil Quenching: Applications and Unique PropertiesDocument4 pagesVacuum Oil Quenching: Applications and Unique Propertiesmp87_ingNo ratings yet
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 pagesRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNo ratings yet
- A Chrome Alternative For Corrosive EnvironmentsDocument3 pagesA Chrome Alternative For Corrosive Environmentsmp87_ingNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNo ratings yet
- Annexure 16 - Structural SteelDocument12 pagesAnnexure 16 - Structural SteelmasoodNo ratings yet
- Pemanfaatan Limbah Plastik Menjadi Biji Plastik Yang Bernilai Tambah Ekonomi Di Kelurahan Dadap TangerangDocument11 pagesPemanfaatan Limbah Plastik Menjadi Biji Plastik Yang Bernilai Tambah Ekonomi Di Kelurahan Dadap TangerangKamiludinNo ratings yet
- 02 - Technical Specifications - Cast-In-Place ConcreteDocument15 pages02 - Technical Specifications - Cast-In-Place ConcreteMarcons Jon Maturan CasabaNo ratings yet
- Splice DesignDocument5 pagesSplice DesignBunkun15100% (1)
- Patente EGDocument19 pagesPatente EGRodrigo Thomaz TaralloNo ratings yet
- Mine Developmen-WPS OfficeDocument7 pagesMine Developmen-WPS OfficePeter Ayuba AkpaNo ratings yet
- MS 021 Grooved Red Painted BDocument52 pagesMS 021 Grooved Red Painted BRagul0042No ratings yet
- VLÄTKRIG InstructionsDocument2 pagesVLÄTKRIG InstructionsEscargotNo ratings yet
- Zhejiang Zhapu Technology Co.,LtdDocument1 pageZhejiang Zhapu Technology Co.,LtdTurbo Snail RNo ratings yet
- 0468 Asom20 00TQ 0001 001 BDocument14 pages0468 Asom20 00TQ 0001 001 BDenny AgusNo ratings yet
- Re Cource Guide 2018Document44 pagesRe Cource Guide 2018Maria PopaNo ratings yet
- Obra C RFQ For Remaining Boundary Wall Work PC AC BOQ (20220624)Document1 pageObra C RFQ For Remaining Boundary Wall Work PC AC BOQ (20220624)ashutoshpathakcivilNo ratings yet
- SOP Trial StretchDocument4 pagesSOP Trial StretchashutoshpathakcivilNo ratings yet
- Centrifugal Monoblock Pumpset: MDH SeriesDocument2 pagesCentrifugal Monoblock Pumpset: MDH Seriesakshay upadhyayNo ratings yet
- D1878Document4 pagesD1878Catalin PancescuNo ratings yet
- Chemistry AssignmentDocument14 pagesChemistry AssignmentWasle YarNo ratings yet
- Macropoxy 646 PW: Protective & Marine CoatingsDocument4 pagesMacropoxy 646 PW: Protective & Marine CoatingsAnn HewsonNo ratings yet
- Konita WPC Board Brochure PDFDocument8 pagesKonita WPC Board Brochure PDFSusanta MaharanaNo ratings yet
- Turn 2Document105 pagesTurn 2S Tunkla EcharojNo ratings yet
- Cordilleran Base Metal Veins and Replacement Bodies As "Normal" Constituents of Porphyry SystemsDocument48 pagesCordilleran Base Metal Veins and Replacement Bodies As "Normal" Constituents of Porphyry Systemsjunior.geologiaNo ratings yet
- RustingDocument10 pagesRustingSelwah Hj AkipNo ratings yet
- Alodine T-5900 TdsDocument5 pagesAlodine T-5900 TdsImeblaNo ratings yet
- ACI 318M-11 RC Beam Ledge Design - v0.04 - 2020-07-23Document5 pagesACI 318M-11 RC Beam Ledge Design - v0.04 - 2020-07-23Vietanh PhungNo ratings yet
- Notes For Practical Construction Work (Civil) : Compiled By: Muhammad Imran ChaudharyDocument14 pagesNotes For Practical Construction Work (Civil) : Compiled By: Muhammad Imran ChaudharysarwarawNo ratings yet
- Amana Steel Buildings Contracting LLCDocument108 pagesAmana Steel Buildings Contracting LLCrexNo ratings yet

































































































Download as pdf or txt
You might also like
- Selection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyDocument7 pagesSelection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyirinasurNo ratings yet
- Podfa AluminumDocument8 pagesPodfa AluminumAnonymous TfZRkQYNo ratings yet
- Inclusions in Steel by Calcium TreatmentDocument89 pagesInclusions in Steel by Calcium TreatmentSuleyman HaliciogluNo ratings yet
- Austenitizing Heat Treatment PDFDocument20 pagesAustenitizing Heat Treatment PDFsivajirao70100% (1)
- Microstructure-Property Relationships in High Chromium White Iron Alloys PDFDocument24 pagesMicrostructure-Property Relationships in High Chromium White Iron Alloys PDFLuis AcevedoNo ratings yet
- Beam MCQ With AnswerDocument4 pagesBeam MCQ With Answerutsav_koshti60% (5)
- British Pharmacopoeia 2009 ...Document2 pagesBritish Pharmacopoeia 2009 ...Raymond Yuwei Yuan0% (1)
- Alindeco Company Profile 2016Document40 pagesAlindeco Company Profile 2016Uso DanNo ratings yet
- CH 12Document120 pagesCH 12PhimjunkieNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Quantitative Metallography PDFDocument22 pagesQuantitative Metallography PDFarulmuruguNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- E768 1999 PDFDocument5 pagesE768 1999 PDFTuan Nguyen BaNo ratings yet
- ImageJ Analysis Metallography LabDocument7 pagesImageJ Analysis Metallography LabSyavash Ensha67% (3)
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriNo ratings yet
- Hardenability of SteelDocument45 pagesHardenability of SteelFakhar WindratamaNo ratings yet
- Kalyani Carpenter Special Steel LTD (KCSSL) (College Presentation)Document19 pagesKalyani Carpenter Special Steel LTD (KCSSL) (College Presentation)Swati ShrivastavaNo ratings yet
- Astm e 2218 - 02Document15 pagesAstm e 2218 - 02Jaime Rafael Patron PrioloNo ratings yet
- Foundry Technology: Reference BooksDocument34 pagesFoundry Technology: Reference BooksGowtham VishvakarmaNo ratings yet
- Determining Decarburization and Carburization in Hardened and Tempered Threaded Steel Bolts, Screws and StudsDocument4 pagesDetermining Decarburization and Carburization in Hardened and Tempered Threaded Steel Bolts, Screws and StudscristianNo ratings yet
- Development and Processing of Low Carbon Bainite SteelDocument486 pagesDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- Chapter 7 - Dislocations and Strengethening MechanismsDocument50 pagesChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNo ratings yet
- Exam Replica Version 1Document13 pagesExam Replica Version 1Owais MalikNo ratings yet
- Buehler Summet, Sample Prep and AnalysisDocument136 pagesBuehler Summet, Sample Prep and AnalysisSebastian RiañoNo ratings yet
- Testbars Vs Casting PropertiesDocument36 pagesTestbars Vs Casting Propertiescastco@iafrica.comNo ratings yet
- BS2L99 Alloy DetailDocument2 pagesBS2L99 Alloy Detailcharles_boyle_3No ratings yet
- Diagramas TT de Ferro e Aço - Aço de Alta ResistênciaDocument111 pagesDiagramas TT de Ferro e Aço - Aço de Alta ResistênciaFernando Venceslau100% (1)
- Phosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat TreatmentDocument6 pagesPhosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat Treatmentsanketpavi21No ratings yet
- Astm E10 2001 PDFDocument9 pagesAstm E10 2001 PDFSofiaJabadanEspulgarNo ratings yet
- MartensiteDocument2 pagesMartensitemp87_ingNo ratings yet
- Etching Stainless Steels For Delta Ferrite PDFDocument2 pagesEtching Stainless Steels For Delta Ferrite PDFAPINo ratings yet
- Non Metallic Inclusions in SteelsDocument17 pagesNon Metallic Inclusions in SteelsUlises Quintana Carhuancho0% (1)
- Manganese SteelDocument4 pagesManganese Steelsaifullah629No ratings yet
- Characterizing Metallic Microstructure Cu-Based AlloysDocument51 pagesCharacterizing Metallic Microstructure Cu-Based AlloysjuegyiNo ratings yet
- IBR 73-80 Steel CastingsDocument5 pagesIBR 73-80 Steel CastingsRajivharolikarNo ratings yet
- BS 3100 Spec, Steel Castings For General Eng PurposesDocument21 pagesBS 3100 Spec, Steel Castings For General Eng PurposesErol BurnsNo ratings yet
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectsGurjinder SinghNo ratings yet
- Astm e 112 Ebook - enDocument46 pagesAstm e 112 Ebook - enyostar 232No ratings yet
- Extrusion Basic MetallurgyDocument28 pagesExtrusion Basic MetallurgyAry OctavianiNo ratings yet
- Aluminium Alloy en Aw 6063 Material Data Sheet AlumincoDocument1 pageAluminium Alloy en Aw 6063 Material Data Sheet AlumincoVinayak ImadiNo ratings yet
- Sampling of Liquid Cast IronDocument2 pagesSampling of Liquid Cast Ironarnaldorcr8646No ratings yet
- 347H Stabilizing Heat TreatmentDocument18 pages347H Stabilizing Heat TreatmentOswinNo ratings yet
- Laser WeldingDocument11 pagesLaser WeldingnkalaiNo ratings yet
- Atlas of CCT Diagram For Low Carbon and Low Alloy Steel Welds PDFDocument101 pagesAtlas of CCT Diagram For Low Carbon and Low Alloy Steel Welds PDFSinan Yıldız100% (2)
- Heat TreatmentDocument179 pagesHeat TreatmentDebye101100% (1)
- Metallugraphic Etching of Aluminum and Its AlloysDocument49 pagesMetallugraphic Etching of Aluminum and Its Alloysshiraniasghar100% (1)
- A367-11 Standard Test Methods of Chill Testing of Cast Iron PDFDocument4 pagesA367-11 Standard Test Methods of Chill Testing of Cast Iron PDFCarlos Guillermo Somoza Alvarenga100% (1)
- Is 3930Document19 pagesIs 3930IPSITNo ratings yet
- 16mo3 MıgMagDocument4 pages16mo3 MıgMagKerem İnanNo ratings yet
- Micro & Macro ExaminationDocument51 pagesMicro & Macro ExaminationHernan Rodriguez50% (2)
- Cast IronDocument12 pagesCast Irongaby908No ratings yet
- Fe-C Phase Diagram Lecture 33Document15 pagesFe-C Phase Diagram Lecture 33Manish Gupta100% (1)
- Stachurski Non-Destructive Testing of Helically Welded Pipes Made of Thermomechanically Rolled Materials Used For Sending of CombustiblesDocument13 pagesStachurski Non-Destructive Testing of Helically Welded Pipes Made of Thermomechanically Rolled Materials Used For Sending of Combustibles_ARCUL_No ratings yet
- Carbon Steels: Hot-Rolled Steel StripDocument7 pagesCarbon Steels: Hot-Rolled Steel Stripwulfgang66No ratings yet
- Ultrasonic Inspection Techniques Possibilities ForDocument4 pagesUltrasonic Inspection Techniques Possibilities ForAllwynNo ratings yet
- Cast Iron Phase DiagramDocument97 pagesCast Iron Phase DiagramBhargav Suvagiya100% (1)
- Microstructure and Mechanical Properties of ASTM A743 CA6NM Steel Welded by FCAW ProcessDocument8 pagesMicrostructure and Mechanical Properties of ASTM A743 CA6NM Steel Welded by FCAW ProcessretrogradesNo ratings yet
- 701 Steel InclusionRating DIN-50602 PDFDocument1 page701 Steel InclusionRating DIN-50602 PDFbiancogallazzi0% (1)
- Copper Nickel AlloysDocument5 pagesCopper Nickel AlloysAditya Agarwal100% (2)
- A867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsDocument4 pagesA867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsdcardonasterNo ratings yet
- Martensite and The Control of Retained AusteniteDocument6 pagesMartensite and The Control of Retained AusteniteMarcoTulioFonsecaNo ratings yet
- Leaded Nickel SilverDocument1 pageLeaded Nickel Silvermp87_ingNo ratings yet
- Ball Pen in 4 Colours With Medium Point: Main FeaturesDocument1 pageBall Pen in 4 Colours With Medium Point: Main Featuresmp87_ingNo ratings yet
- Cox MerzDocument4 pagesCox MerzJohnNo ratings yet
- Using The Power Law Model To Quantify Shear Thinning Behavior On A Rotational RheometerDocument7 pagesUsing The Power Law Model To Quantify Shear Thinning Behavior On A Rotational Rheometermp87_ingNo ratings yet
- LDM CuNi7Zn39Pb3Mn2 MSDSDocument4 pagesLDM CuNi7Zn39Pb3Mn2 MSDSmp87_ingNo ratings yet
- CDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFDocument10 pagesCDA Benzotriazole Corrosion Inhibitor For Copper Alloys PDFmp87_ingNo ratings yet
- JIS G4805:1999 High Carbon Chromium Bearing SteelsDocument34 pagesJIS G4805:1999 High Carbon Chromium Bearing Steelsmp87_ingNo ratings yet
- Interpreting Carburized Case DepthsDocument4 pagesInterpreting Carburized Case Depthsmp87_ing100% (1)
- SANDVIK Understanding Cemented Carbide PDFDocument20 pagesSANDVIK Understanding Cemented Carbide PDFmp87_ingNo ratings yet
- Fatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and StructuresDocument232 pagesFatigue, Static Tensile Strength and Stress Corrosion of Aircraft Materials and Structuresmp87_ing100% (1)
- Understanding Magnesium Heat TreatmentDocument2 pagesUnderstanding Magnesium Heat Treatmentmp87_ingNo ratings yet
- Alloy CarbidesDocument2 pagesAlloy Carbidesmp87_ing100% (1)
- Strategies For Eliminating DecarburizationDocument3 pagesStrategies For Eliminating Decarburizationmp87_ingNo ratings yet
- Vacuum Oil Quenching: Applications and Unique PropertiesDocument4 pagesVacuum Oil Quenching: Applications and Unique Propertiesmp87_ingNo ratings yet
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 pagesRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNo ratings yet
- A Chrome Alternative For Corrosive EnvironmentsDocument3 pagesA Chrome Alternative For Corrosive Environmentsmp87_ingNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNo ratings yet
- Annexure 16 - Structural SteelDocument12 pagesAnnexure 16 - Structural SteelmasoodNo ratings yet
- Pemanfaatan Limbah Plastik Menjadi Biji Plastik Yang Bernilai Tambah Ekonomi Di Kelurahan Dadap TangerangDocument11 pagesPemanfaatan Limbah Plastik Menjadi Biji Plastik Yang Bernilai Tambah Ekonomi Di Kelurahan Dadap TangerangKamiludinNo ratings yet
- 02 - Technical Specifications - Cast-In-Place ConcreteDocument15 pages02 - Technical Specifications - Cast-In-Place ConcreteMarcons Jon Maturan CasabaNo ratings yet
- Splice DesignDocument5 pagesSplice DesignBunkun15100% (1)
- Patente EGDocument19 pagesPatente EGRodrigo Thomaz TaralloNo ratings yet
- Mine Developmen-WPS OfficeDocument7 pagesMine Developmen-WPS OfficePeter Ayuba AkpaNo ratings yet
- MS 021 Grooved Red Painted BDocument52 pagesMS 021 Grooved Red Painted BRagul0042No ratings yet
- VLÄTKRIG InstructionsDocument2 pagesVLÄTKRIG InstructionsEscargotNo ratings yet
- Zhejiang Zhapu Technology Co.,LtdDocument1 pageZhejiang Zhapu Technology Co.,LtdTurbo Snail RNo ratings yet
- 0468 Asom20 00TQ 0001 001 BDocument14 pages0468 Asom20 00TQ 0001 001 BDenny AgusNo ratings yet
- Re Cource Guide 2018Document44 pagesRe Cource Guide 2018Maria PopaNo ratings yet
- Obra C RFQ For Remaining Boundary Wall Work PC AC BOQ (20220624)Document1 pageObra C RFQ For Remaining Boundary Wall Work PC AC BOQ (20220624)ashutoshpathakcivilNo ratings yet
- SOP Trial StretchDocument4 pagesSOP Trial StretchashutoshpathakcivilNo ratings yet
- Centrifugal Monoblock Pumpset: MDH SeriesDocument2 pagesCentrifugal Monoblock Pumpset: MDH Seriesakshay upadhyayNo ratings yet
- D1878Document4 pagesD1878Catalin PancescuNo ratings yet
- Chemistry AssignmentDocument14 pagesChemistry AssignmentWasle YarNo ratings yet
- Macropoxy 646 PW: Protective & Marine CoatingsDocument4 pagesMacropoxy 646 PW: Protective & Marine CoatingsAnn HewsonNo ratings yet
- Konita WPC Board Brochure PDFDocument8 pagesKonita WPC Board Brochure PDFSusanta MaharanaNo ratings yet
- Turn 2Document105 pagesTurn 2S Tunkla EcharojNo ratings yet
- Cordilleran Base Metal Veins and Replacement Bodies As "Normal" Constituents of Porphyry SystemsDocument48 pagesCordilleran Base Metal Veins and Replacement Bodies As "Normal" Constituents of Porphyry Systemsjunior.geologiaNo ratings yet
- RustingDocument10 pagesRustingSelwah Hj AkipNo ratings yet
- Alodine T-5900 TdsDocument5 pagesAlodine T-5900 TdsImeblaNo ratings yet
- ACI 318M-11 RC Beam Ledge Design - v0.04 - 2020-07-23Document5 pagesACI 318M-11 RC Beam Ledge Design - v0.04 - 2020-07-23Vietanh PhungNo ratings yet
- Notes For Practical Construction Work (Civil) : Compiled By: Muhammad Imran ChaudharyDocument14 pagesNotes For Practical Construction Work (Civil) : Compiled By: Muhammad Imran ChaudharysarwarawNo ratings yet
- Amana Steel Buildings Contracting LLCDocument108 pagesAmana Steel Buildings Contracting LLCrexNo ratings yet