Bearings
Bearings
Download as pdf or txt
At a glance
Powered by AI
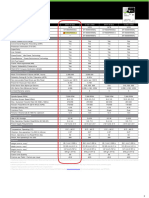
Tapered roller bearings can be set at initial machine assembly to any desired axial or radial clearance, allowing for control of bearings to meet operating conditions and provide optimum performance.
Longer bearing life, increased mounting stiffness, and easier assembly.
End-play, pre-load, and line-to-line.
You might also like
- Distric Cooling Connection RegulationDocument10 pagesDistric Cooling Connection RegulationJobin JosephNo ratings yet
- LADA REPAIR - 81035047-MP7-0-E3Engl PDFDocument214 pagesLADA REPAIR - 81035047-MP7-0-E3Engl PDFIgor Gjorgjiev100% (1)
- A Project Submitted in Partial Fulfilment of The Requirement For The Awards ofDocument36 pagesA Project Submitted in Partial Fulfilment of The Requirement For The Awards ofHari Arts100% (1)
- MASTER Publications Catalog March 2023 PDFDocument163 pagesMASTER Publications Catalog March 2023 PDFKenny BolukaNo ratings yet
- Semi-Topping Shaper CuttersDocument4 pagesSemi-Topping Shaper Cuttersalemarlonstos0% (1)
- Metcar Physical Properties PDFDocument3 pagesMetcar Physical Properties PDFJavad AmnianNo ratings yet
- Ultra BoltsDocument4 pagesUltra BoltsmirosekNo ratings yet
- 1 - Gear Seminar ManualDocument125 pages1 - Gear Seminar Manualgustool7100% (1)
- SKF No Wear Coating - DLCDocument6 pagesSKF No Wear Coating - DLCLLNo ratings yet
- Gregory A. Fett - Importance of Induction Hardened Case Depth in Torsional ApplicationsDocument5 pagesGregory A. Fett - Importance of Induction Hardened Case Depth in Torsional ApplicationsFelipe NovaisNo ratings yet
- Spiral Bevel AssyDocument3 pagesSpiral Bevel AssyvijaykumarnNo ratings yet
- Planetary (Eng)Document10 pagesPlanetary (Eng)naveenmg201No ratings yet
- Agma wEBINARDocument60 pagesAgma wEBINARBhagesh Lokhande100% (1)
- Gear ParametersDocument12 pagesGear Parametersmahesh_547No ratings yet
- Gear Quality - What It's All AboutDocument5 pagesGear Quality - What It's All AboutFemi FadeyiNo ratings yet
- Is Key & KeywayDocument12 pagesIs Key & KeywaySagar GandhiNo ratings yet
- 0611 GearSolutionsDocument72 pages0611 GearSolutionspoorianaNo ratings yet
- Metallurgical Aspects To Be Considered in Gear and Shaft DesignDocument7 pagesMetallurgical Aspects To Be Considered in Gear and Shaft DesignSivaraman VisvanathanNo ratings yet
- Gear Failures PittingDocument22 pagesGear Failures PittingSridhar IyerNo ratings yet
- Gearing AgmaDocument17 pagesGearing AgmaDomingos AzevedoNo ratings yet
- Gear NoiseDocument26 pagesGear NoiseWaqar Siddiqui100% (1)
- Bearing Smearing and Its CausesDocument6 pagesBearing Smearing and Its Causesbarry nancooNo ratings yet
- THESIS - PHD - TE IN SPUR GEARS - STATIC AND DYNAMIC FINITE ELEMENT MODELLING AND DESIGN OPTIMISATION PDFDocument267 pagesTHESIS - PHD - TE IN SPUR GEARS - STATIC AND DYNAMIC FINITE ELEMENT MODELLING AND DESIGN OPTIMISATION PDFAsha Venkataram100% (1)
- AGMA Technical PaperDocument14 pagesAGMA Technical PaperLuis TestaNo ratings yet
- Planetary Gears PosterDocument1 pagePlanetary Gears PosterIhsan MahardhikaNo ratings yet
- Ansi ABMA11Document23 pagesAnsi ABMA11Andres Antonio Moreno CastroNo ratings yet
- Gear QualityDocument3 pagesGear QualityMahender KumarNo ratings yet
- Face Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannDocument8 pagesFace Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannosaniamecNo ratings yet
- 10 Commandments Gear FailureDocument1 page10 Commandments Gear Failurerashm006ranjan100% (1)
- Gear TrainDocument19 pagesGear TrainGthulasi78No ratings yet
- Gear Types, Spur, Helical, Bevel, Rack and Pinion, Worm - Engineers EdgeDocument3 pagesGear Types, Spur, Helical, Bevel, Rack and Pinion, Worm - Engineers EdgeMohd Sabaruddin Mohd SallehNo ratings yet
- Failure Analysis For GearsDocument12 pagesFailure Analysis For GearsDavid Torres Rodriguez100% (1)
- AGMA 912-A04, Mechanisms of Gear Tooth Failures PDFDocument30 pagesAGMA 912-A04, Mechanisms of Gear Tooth Failures PDFRolando Castillo100% (3)
- Samyang Gear ReducerDocument6 pagesSamyang Gear Reducerjuliyanto88No ratings yet
- Scuffing Test Procedure PDFDocument35 pagesScuffing Test Procedure PDFVelshankar MJ100% (1)
- Effect of Carbonitiriding On Endurance Life of Ball Bearing Produced From Sae52100Document6 pagesEffect of Carbonitiriding On Endurance Life of Ball Bearing Produced From Sae52100mans2014No ratings yet
- Calculation of Retaining RingsDocument7 pagesCalculation of Retaining RingsDobrica PetrovicNo ratings yet
- Product Catalogue-300M Series Modular Planetary Gearboxes IE2-IE3 - ENG - R02 - 0Document598 pagesProduct Catalogue-300M Series Modular Planetary Gearboxes IE2-IE3 - ENG - R02 - 0Dispatch TranstechgearsNo ratings yet
- Review of Api Versus Agma Gear Standards - Rating, Data Sheet Completion, and Gear Selection GuidelinesDocument14 pagesReview of Api Versus Agma Gear Standards - Rating, Data Sheet Completion, and Gear Selection GuidelinesSabbehe RehmanNo ratings yet
- Unit-Iii Bevel Gears: Prepared by R. Sendil KumarDocument23 pagesUnit-Iii Bevel Gears: Prepared by R. Sendil KumarArun Pravin APNo ratings yet
- Agma Part1Document48 pagesAgma Part1Hassan HabibNo ratings yet
- Taper Roller BearingDocument130 pagesTaper Roller BearingAbhishek KumarNo ratings yet
- Ansi ABMA7Document19 pagesAnsi ABMA7Andres Antonio Moreno CastroNo ratings yet
- Failure Analysis On A Conecting RodDocument8 pagesFailure Analysis On A Conecting RodLeonardoNo ratings yet
- Bearing SelectionDocument18 pagesBearing SelectionMurugesanNo ratings yet
- 03-Bearing Life PDFDocument34 pages03-Bearing Life PDFchanayireNo ratings yet
- High Speed Gearing: Design, Failure Analysis, Life Factors, Reconditioning/RepairDocument16 pagesHigh Speed Gearing: Design, Failure Analysis, Life Factors, Reconditioning/RepairRamesh TimmanagoudarNo ratings yet
- BearingDocument423 pagesBearingaubd100% (2)
- Understanding Machinery Fits and TolerancesDocument11 pagesUnderstanding Machinery Fits and TolerancesManojkumar ThilagamNo ratings yet
- 4403 SNL Plummer Block HousingsDocument74 pages4403 SNL Plummer Block HousingsaudiihussainNo ratings yet
- Spot WeldingDocument34 pagesSpot WeldingLucas CavalcantiNo ratings yet
- Bearing Vibration FrequenciesDocument2 pagesBearing Vibration Frequenciesjedi_641274026No ratings yet
- Lubrication of GearsDocument35 pagesLubrication of GearsMohamed Abdelsalam100% (1)
- Wear: Materials, Mechanisms and PracticeFrom EverandWear: Materials, Mechanisms and PracticeGwidon W. StachowiakNo ratings yet
- Fluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceFrom EverandFluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- INV Trouble Shootguide (Engver.)Document108 pagesINV Trouble Shootguide (Engver.)Yohanes Triatmojo100% (1)
- SUSPENSION Wheel AlignmentDocument10 pagesSUSPENSION Wheel AlignmentmanhNo ratings yet
- Gear Software FeaturesDocument3 pagesGear Software FeaturesMan C. AlinNo ratings yet
- IDH Motor Starting CalDocument5 pagesIDH Motor Starting CalJacob Philip100% (1)
- Catálogo de Manutenção de Correiais Industriais PDFDocument60 pagesCatálogo de Manutenção de Correiais Industriais PDFViniciusCamargosNo ratings yet
- Specifications SATA 6 Gb/s 12 Gb/s SAS SATA 6 Gb/s 12 Gb/s SASDocument1 pageSpecifications SATA 6 Gb/s 12 Gb/s SAS SATA 6 Gb/s 12 Gb/s SASEdson CriadoNo ratings yet
- Ford Fiesta Futómű JavításDocument342 pagesFord Fiesta Futómű JavításAttila KissNo ratings yet
- Ethyl Acetate SdsDocument8 pagesEthyl Acetate SdsLeslieBigbearNo ratings yet
- Annex 31 Tool Design Extended AerationDocument5 pagesAnnex 31 Tool Design Extended AerationKalyca Nazhifa SalwaNo ratings yet
- Finite Element Analysis of Fastening and JoiningDocument19 pagesFinite Element Analysis of Fastening and Joiningkhudhayer1970No ratings yet
- Thesis On Waste ManagementDocument8 pagesThesis On Waste Managementdpk9wjs9100% (2)
- Narrow Gap Welding: By: Engy Ibrahim Khalil. Wesam Muhammed Sadek. Asmaa Muhammed Rabie. Omnia Ismail Abd-ElgawadDocument29 pagesNarrow Gap Welding: By: Engy Ibrahim Khalil. Wesam Muhammed Sadek. Asmaa Muhammed Rabie. Omnia Ismail Abd-ElgawadAhmed El MorsyNo ratings yet
- Product Data Sheet: Gulfsea Diesel GeDocument2 pagesProduct Data Sheet: Gulfsea Diesel GeObydur RahmanNo ratings yet
- Training Session4 - Heat Recovery Steam GeneratorsDocument34 pagesTraining Session4 - Heat Recovery Steam Generatorsarianaseri100% (1)
- Aldar Projects Presentation - CONCRETE - 8 of 8Document15 pagesAldar Projects Presentation - CONCRETE - 8 of 8Dharmender ChauhanNo ratings yet
- Pipe Installation Us PDFDocument17 pagesPipe Installation Us PDFTeguh Setiono100% (1)
- Chemtrol Samil - Instrument D/SDocument48 pagesChemtrol Samil - Instrument D/SAnonymous OFP2ygPIdNo ratings yet
- Mechanical, Physical, and Wear Properties of Polypropylene Reinforced Short Carbon Fiber Composites With Different Fiber LengthDocument11 pagesMechanical, Physical, and Wear Properties of Polypropylene Reinforced Short Carbon Fiber Composites With Different Fiber LengthHarriJunaediNo ratings yet
- Expansion-Control JointsDocument2 pagesExpansion-Control Jointsorville inumerableNo ratings yet
- 8.1 Classifying SolutionsDocument8 pages8.1 Classifying SolutionsAngela JoyNo ratings yet
- WTW Full CatalogDocument130 pagesWTW Full CatalogSupatmono NAINo ratings yet
- AllProductsSMCSBooklet PDFDocument52 pagesAllProductsSMCSBooklet PDFisaac989100% (1)
- Neuron Simplicity User ManualDocument45 pagesNeuron Simplicity User ManualShane MurrayNo ratings yet
- Plastics FinishingDocument5 pagesPlastics FinishingShaan AbbasiNo ratings yet
- Acidizing & Other Chemical TreatmentDocument103 pagesAcidizing & Other Chemical TreatmentEbenezer Amoah-Kyei100% (2)
- Introduction of Water Treatment and Septic Tank: Ir. Intan Supraba, S.T., M.SC., PH.D., IPMDocument54 pagesIntroduction of Water Treatment and Septic Tank: Ir. Intan Supraba, S.T., M.SC., PH.D., IPMArmen BaeNo ratings yet
- Yelomine AplicationsDocument8 pagesYelomine AplicationsAnonymous xSpvdmGNo ratings yet
- Heating and Air ConditioningDocument131 pagesHeating and Air ConditioningIngeniero SanchezNo ratings yet
- Stiffened Plate Buckling DNV-RP-C201 Rev02-December-2011Document9 pagesStiffened Plate Buckling DNV-RP-C201 Rev02-December-2011Farid TataNo ratings yet
- ដំណើរការផលិតទឹកស្អាត - English PDFDocument13 pagesដំណើរការផលិតទឹកស្អាត - English PDFKhmer Spider GamingNo ratings yet
- Crude Oil SpecificationsDocument5 pagesCrude Oil SpecificationsPurnomo SulkanNo ratings yet
- The Use of Rice Husk Ash As Admixture in ProducingDocument8 pagesThe Use of Rice Husk Ash As Admixture in ProducingDEINA GERAUDY BARON ATUESTANo ratings yet
- Rostock MAX v2 Assembly Guide 3rdeditionDocument373 pagesRostock MAX v2 Assembly Guide 3rdeditionRitesh MevadaNo ratings yet
- (PDF) Review On Electrical Wiring (Types, Sizes ADocument1 page(PDF) Review On Electrical Wiring (Types, Sizes AKani BerryNo ratings yet